6061铝合金激光填丝焊接接头的组织与力学性能
2018-03-22 09:11,,,,
机械工程材料 2018年3期
,,, ,
(上海工程技术大学1.材料工程学院;2.上海市高强激光智能加工装备关键技术产学研开发中心,上海 201620)
0 引 言
铝合金具有密度小、比强度高、塑性成型性好、焊接性能优良等优点,被广泛应用于造船、高铁、汽车制造、航空航天等领域[1-5]。6061铝合金属于Al-Mg-Si系铝合金,其主要强化相为β(Mg2Si)相,在高铁列车车身结构件中得到大量应用。目前,铝合金的焊接方法有熔化极惰性气体保护(MIG)焊、钨极氩弧焊、搅拌摩擦焊、激光电弧复合焊等[6-10],其中MIG焊的应用范围最广,但该焊接工艺的焊接热输入大、焊接速度低,导致焊接热影响区宽,同时焊接过程中镁、硅等合金元素的蒸发使β强化相的数量减少,导致焊接接头的强度明显低于母材的。因此,开发一种新的铝合金焊接工艺对高速列车的快速发展和长期安全运行具有重要意义[11-12]。
激光焊接是以激光束作为热源、对热输入可精确控制的一种精密高效的焊接方法。由于激光功率密度高,加热集中,因此激光焊接具有焊接热输入小、焊接热影响区窄、焊接工件变形小等优点。另外,激光焊接过程的加热和冷却速率都很大,这可显著提高液态金属的结晶速率,从而获得晶粒细小的焊缝组织和力学性能优良的焊接接头[13-14]。激光填丝焊接技术作为一种激光焊接方法,可以降低焊缝表面粗糙度,避免凹陷、咬边等焊接缺陷,保证焊缝成型均匀连续,而且通过加入焊丝可以调节焊缝的成分和组织、补充合金元素,从而达到防止热裂纹产生和提高接头强度的目的。但目前对6061铝合金的激光填丝焊接工艺及其接头组织性能的研究比较少。为此,作者对6061铝合金进行了激光填丝焊接,研究了焊接接头的显微组织和力学性能,并与MIG焊接接头的进行了对比。
1 试样制备与试验方法
1.1 试样制备
试验材料为6 mm厚6061铝合金,T6态,其抗拉强度为332 MPa,伸长率为5%。焊丝为直径1.2 mm的ER4043焊丝。6061铝合金和ER4043焊丝的化学成分如表1所示。

表1 6061铝合金和ER4043焊丝的化学成分(质量分数)Tab.1 Chemical composition of 6061 aluminum alloy and ER4043 filler wire (mass) %
焊接试样的尺寸均为100 mm×50 mm×6 mm,激光填丝焊坡口类型为I型,MIG焊坡口类型为Y型,钝边为2 mm,坡口角度为30°。用酒精或丙酮等有机溶剂通过超声波去除表面油污,然后把试样放入质量分数为5%~10%NaOH溶液中,在40~60 ℃的水浴中加热5 min,取出后放入质量分数为30%HNO3溶液中进行中和光化处理,直到铝合金表面露出明亮的金属光泽,用流动清水清洗,干燥。
采用YLS-5000型光纤激光器搭载于KUKA机器人上对6061铝合金进行激光填丝焊接,激光器的最大输出功率为5 kW,输出波长为1.06 μm,传输光纤的芯径为200 μm,聚焦的光束直径为0.25 mm,透射式聚焦镜焦距为250 mm,准直镜焦距为200 mm。焊接时采用氩气为保护气体,气体流量为16 L·min-1,激光功率4 kW,进丝速度3 m·min-1,焊接速度分别为1.0,1.5,2.0 m·min-1。作为对比试验,采用Kemparc Pulse 450型焊接机器人进行MIG焊接,焊接电流240 A,焊接电压为25 V,焊接速度为0.5 m·min-1,送丝速度为5 m·min-1。焊接接头均采用坡口对接单面成型形式。
1.2 试验方法
在垂直于焊缝方向的焊接接头上截取金相试样,经机械研磨、抛光和腐蚀(腐蚀剂为质量分数0.5% HF水溶液,腐蚀时间为30 s)后,用S3400型扫描电子显微镜(SEM)观察显微组织,使用附带的EDAX-GENESIS型能谱仪(EDS)进行微区成分分析。利用X′pert PRO型X射线衍射仪(XRD)进行物相分析,采用铜靶,电压40 kV,电流40 mA,扫描速率为2(°)·min-1,扫描范围10°~80°。
采用HV-1000型维氏硬度计测接头的显微硬度,加载载荷为9.8 N,加载时间为15 s。按照GB/T 2651-2008,分别在接头上以焊缝为中心和在母材上截取尺寸如图1所示的拉伸试样,在IBTC-300型材料试验机上进行拉伸试验,加载速率为3 MPa·s-1,然后用S3400型扫描电子显微镜观察拉伸断口形貌。

图1 拉伸试样的尺寸Fig.1 Dimension of tensile test specimen
2 试验结果与讨论
2.1 焊缝的表面形貌
由图2可以看出:在3种焊接速度下,焊接接头都均匀连续,焊缝区窄小,无裂纹、气孔等缺陷;随着焊接速度的提高,焊缝的余高逐渐减小,在1.0 m·min-1的焊接速度下,焊缝存在余高,在1.5 m·min-1的焊接速度下,焊缝表面较平整,而在2.0 m·min-1的焊接速度下,焊缝存在较大凹陷。由此可见,对于厚6 mm的6061-T6铝合金,在进丝速度为3 m·min-1的情况下,焊接速度为1.5 m·min-1时,其焊缝成形良好。
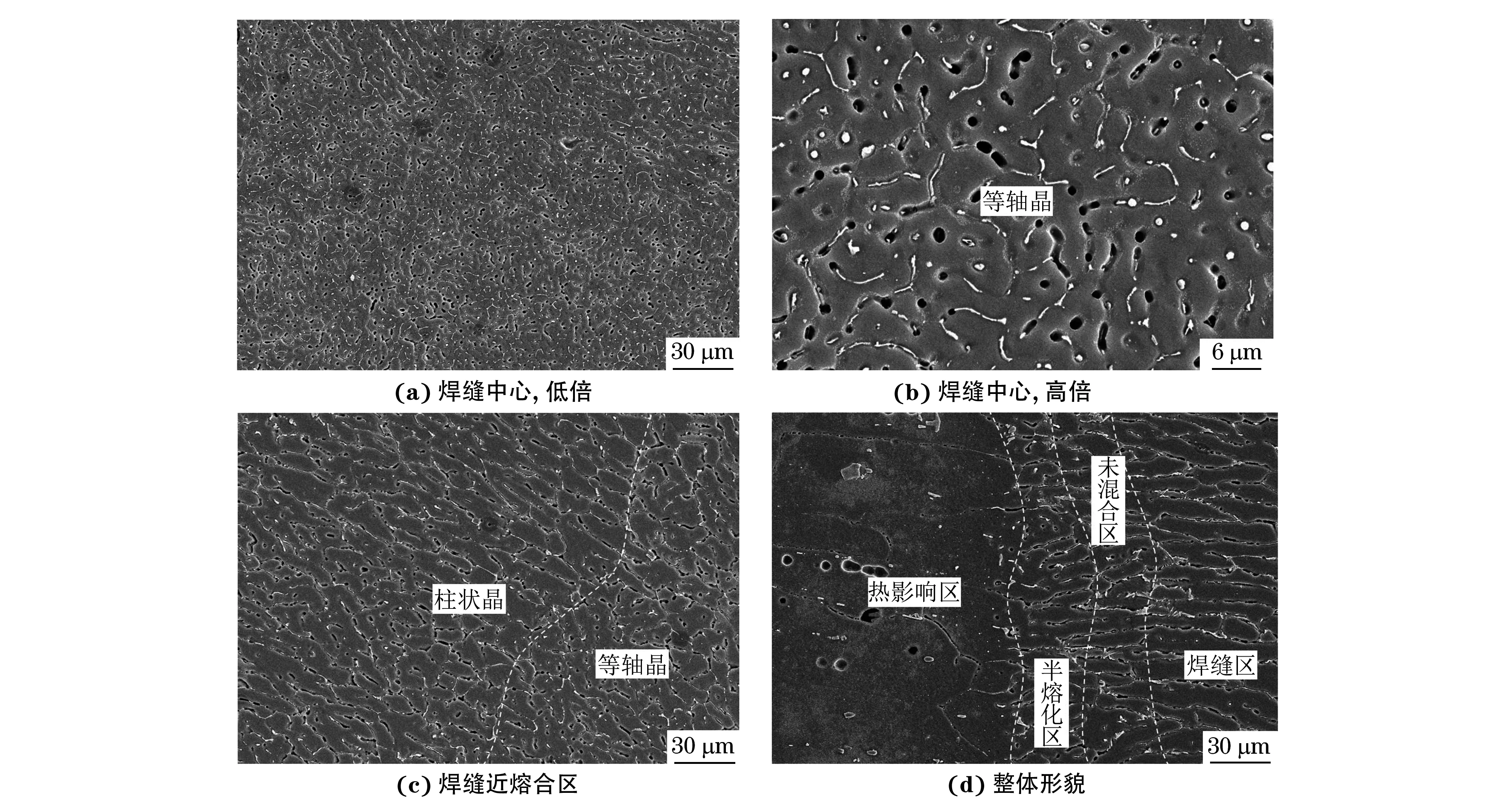
图3 在1.5 m·min-1焊接速度下激光填丝焊接接头不同区域的显微组织Fig.3 Microstructures of laser welded joint with filler wire at the welding speed of 1.5 m·min-1: (a) weld center at low magnification; (b) weld center at high magnification; (c) weld near fusion zone and (d) overall morphology
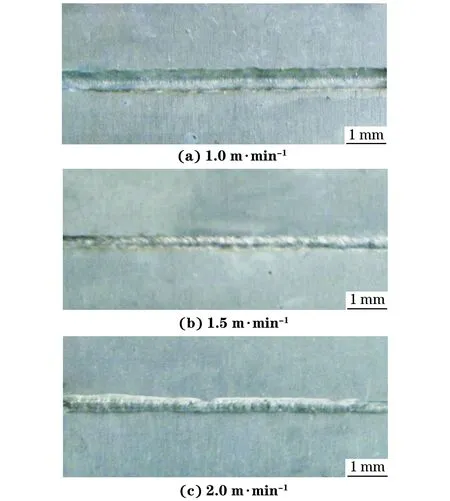
图2 不同焊接速度激光填丝焊接接头焊缝的表面形貌Fig.2 Surface morphology of laser welded joint with filler wire at different welding speeds
2.2 显微组织
由图3(a)~(b)可知,焊缝区(WM)中心显微组织为等轴状铸态组织。这是因为熔池中心区域的温度梯度很小,成分过冷区域很宽,且熔池内存在未熔化的固态质点,这些质点为焊缝金属的结晶提供形核表面,同时内部晶粒所处环境相同,从而导致焊缝中心区域自由生长为等轴晶[15]。
由图3(c)可知,靠近熔合区(FZ)的焊缝显微组织为柱状晶。这是因为在晶体从熔池边缘逐渐向焊缝中心长大的过程中,溶质浓度逐渐升高,结晶速率逐渐变大,熔池边缘固/液界面前沿的液相温度梯度较大,形成较小的成分过冷,结晶平面上形成许多相互平行的束状芽孢,并伸入到过冷的液相中,从而形成相互平行的胞状亚晶,当晶粒长大方向与熔池最大温度梯度方向一致时,晶粒优先长大,形成柱状晶[16]。
由图3(d)可知:靠近熔合线热影响区(HAZ)的晶粒粗大,表面存在一些在腐蚀过程中形成的腐蚀点;熔合区的显微组织为柱状晶;熔合区是母材与焊缝之间的过渡区,宽度很窄,约为50 μm,可分为母材晶粒局部熔化的半熔化区和熔化母材与填充金属未混熔的未混合区。熔合区的化学成分与组织形态存在严重不均匀性,导致熔合区内易发生偏析物聚集,晶界液化,因而易产生气孔、沿晶裂纹等焊接缺陷[17]。
由图4和表2可知:焊接接头主要由α-Al固溶体组成,未发现强化相β(Mg2Si);焊缝中虽然存在镁、硅等合金元素,但由于铝合金的导热系数大,冷却速率快,抑制了强化相β(Mg2Si)的析出。

图4 在1.5 m·min-1焊接速度下激光填丝焊接接头焊缝的 XRD谱Fig.4 XRD pattern of weld in laser welded joint with filler wire at the welding speed of 1.5 m·min-1
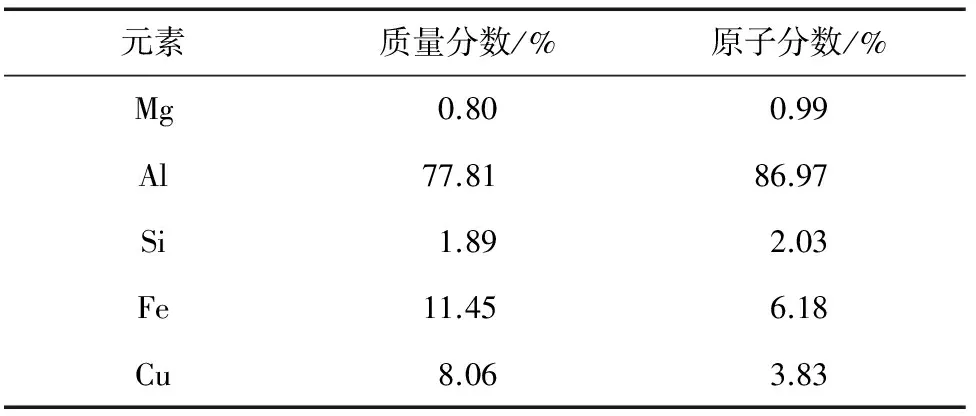
元素质量分数/%原子分数/%Mg0.800.99Al77.8186.97Si1.892.03Fe11.456.18Cu8.063.83

图6 在1.5 m·min-1焊接速度下激光填丝焊接接头的显微 硬度随距焊缝中心距离的变化曲线Fig.6 Curve of micro-hardness vs distance from weld center of laser welded joint with filler wire at the welding speed of 1.5 m·min-1
2.3 显微硬度
由图6可知:6061铝合金焊接接头焊缝区的硬度最低,约为73 HV;热影响区的硬度随着距焊缝中心距离的增大先呈波浪式增大,在距焊缝中心2.2~3.8 mm处有所下降,该区域为热影响区软化区,在距焊缝中心3.8~4.4 mm处显微硬度又快速增大;母材(BM)的硬度最大,约为110 HV。由于激光焊接的热输入比MIG的热输入小得多,因此激光焊接接头热影响区的宽度比MIG热影响区的窄很多[18]。
焊接接头热影响区中的强化相在焊接热循环的作用下全部或大部分溶于固溶体中,由于焊后冷却速率较大,强化相来不及析出而形成过饱和固溶体,其中的镁、硅原子发生扩散、偏聚,形成与α-Al共格或半共格的溶质原子团聚区(GP区)。由于镁、硅原子与铝原子的尺寸不同,基体产生严重的点阵畸变,并使点阵常数发生变化,位错运动受到阻碍,从而使合金的硬度提高。当镁、硅原子产生富集并按照一定的顺序排列时,便形成中间过渡相β″,由于β″相仍与母相α-Al保持共格关系,其周围基体产生更严重的弹性畸变,对位错运动的阻碍作用更大,此时强化效果达到最大,从而使热影响区的显微硬度明显高于焊缝区的,但由于热影响区的自然时效效果不如人工时效效果好,因此热影响区的显微硬度低于母材的[19]。
2.4 拉伸性能
由试验结果可知,6061铝合金激光填丝焊接接头和MIG焊接接头的抗拉强度分别为234,216 MPa,为母材的76.7%和65.3%,断后伸长率分别为3.0%,3.8%。由于激光填丝焊接采用小坡口和窄间隙的接头形式,从而形成硬-软-硬形式的焊接接头,导致焊接接头的强度比MIG焊接接头的大。拉伸试样均在焊缝处断裂,焊缝为焊接接头的薄弱位置。接头的抗拉强度比母材低的主要原因为:一方面,金属在激光的高温作用下被加热至熔化态,β(Mg2Si)强化相大部分或全部熔于熔池中,另外Mg2Si强化相中的镁元素熔点比较低,在熔化过程中部分镁元素烧损;另一方面,焊接熔池在热循环的作用下形成α-Al固溶体,但焊缝冷却速率大,会抑制强化相的析出,从而导致接头的抗拉强度低于母材的。
由图7可知:母材的拉伸断口呈典型的等轴韧窝状,为韧性断裂,韧窝大小不一,大韧窝周围分布着小韧窝,韧窝底部存在第二相颗粒,第二相颗粒的分布和尺寸对韧窝的大小有明显的影响,较大的韧窝底部存在较大的第二相颗粒;激光焊接接头断口呈韧窝状,为韧性断裂,但韧窝深度较浅,尺寸较小,不容易产生内颈缩,形成较多的显微空洞[19]。由于接头焊缝处的变形硬化指数较大,因此焊缝的断后伸长率小于母材的。
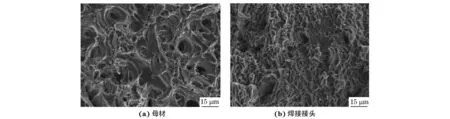
图7 在1.5 m·min-1焊接速度下母材及激光填丝焊接接头的断口形貌Fig.7 Fracture morphology of base metal (a) and laser welded joint with filler wire (b) at the welding speed of 1.5 m·min-1
3 结 论
(1) 激光填丝焊接6061铝合金接头焊缝中心区域的显微组织为等轴晶,由α-Al固溶体组成,无β(Mg2Si)强化相析出,近熔合区的焊缝组织为柱状晶,靠近熔合线热影响区的晶粒粗大。
(2) 激光填丝焊接接头焊缝区的硬度最低,约为73 HV;母材的硬度最高,约为110 HV;热影响区的硬度随着距焊缝中心距离的增大先呈波浪式增大,在距焊缝中心2.2~3.8 mm处有所下降,此处为热影响区的软化区,在距焊缝中心3.8~4.4 mm处又快速增大。
(3) 激光填丝焊接接头的抗拉强度为234 MPa,约为母材的71%,高于MIG焊接接头的;焊接接头均在焊缝处断裂,接头和母材的断裂方式均为韧性断裂。
[1] YANG S L, LIN Q L. Microstructures and properties of the Al-4.5Zn-1.5Mg-0.5Mn aluminum alloy welding metal[J]. Advanced Materials Research, 2011, 148/149:640-643.
[2] 马鸣图,毕祥玉,游江海,等. 铝合金汽车板性能及其应用的研究进展[J]. 机械工程材料,2010,34(6):1-5.
[3] MILLER W S, ZHUANG L, BOTTEMA J,etal. Recent development in aluminum alloys for the automotive industry[J]. Materials Science and Engineering A, 2000, 280(1): 37-49.
[4] 刘世永,孟德,黄德康. 铝合金激光焊接的研究现状[J]. 机械工程材料,2004,28(9):5-8.
[5] SUZUKI M. A Japanese perspective on the use of aluminium alloys in the automotive sector[J]. Materials Science Forum, 2006, 519: 11-14.
[6] 季凯, 祖国胤, 姚广春. 高速列车用6005A 铝合金厚板的焊接工艺[J]. 东北大学学报(自然科学版), 2010, 31(10):1457-1461.
[7] FENG A H, CHEN D L, MA Z Y. Microstructure and low-cycle fatigue of a friction-stir-welded 6061 aluminum alloy[J]. Metallurgical and Materials Transactions A, 2010, 41(10): 2626-2641.
[8] HE Z B, PENG Y Y, YIN Z M,etal. Comparison of FSW and TIG welded joints in Al-Mg-Mn-Sc-Zr alloy plates [J]. Transactions of Nonferrous Metals Society of China, 2011, 21:1685-1691.
[9] 姜亦帅,杨尚磊,王妍,等. 激光-电弧复合焊接技术的研究现状[J]. 焊接技术,2016(3):1-4.
[10] 严军,高明,曾晓雁. 激光-MIG复合焊接2A12铝合金工艺和接头性能[J]. 中国有色金属学报,2009,19(12):2112-2118.
[11] 杨尚磊, 孟立春, 吕任远,等. 高速车辆A6N01铝合金的脉冲MIG焊接[J]. 焊接,2008(9): 33-35.
[12] 杨尚磊,林庆琳. A6N01铝合金焊接接头的微观组织与力学性能[J]. 中国有色金属学报,2012,22(10):2720-2725.
[13] 左铁钏.高强铝合金的激光加工[M].北京:国防工业出版社,2008.
[14] 沈以赴, 张盛海. 激光深熔焊接技术的研究与动向[J].中国激光,2012,39(增刊1):99-105.
[15] 冯银成,李落星,刘杰,等. 自然时效对6061铝合金显微组织和力学性能的影响[J]. 机械工程材料,2011,35(3):18-21.
[16] 崔忠圻,覃耀春.金属学与热处理[M].北京:机械工业出版社,2007.
[17] 刘会杰.焊接冶金与焊接性[M].北京:机械工业出版社,2007.
[18] 周万盛, 姚君山. 铝及铝合金的焊接[M]. 北京: 机械工业出版社, 2011: 69-85.
[19] 钟群鹏, 赵子华. 断口学[M]. 北京: 高等教育出版社,2006: 154-156.
猜你喜欢
上海金属(2022年3期)2022-06-01
上海工程技术大学学报(2021年3期)2022-01-22
齐鲁工业大学学报(2021年2期)2021-04-23
东北大学学报(自然科学版)(2020年10期)2020-10-19
电焊机(2020年4期)2020-09-10
航空制造技术(2020年11期)2020-07-01
中国金属通报(2020年5期)2020-01-06
物理学报(2019年4期)2019-03-16
中国特种设备安全(2018年2期)2018-03-14