
不同填充密度的梯度结构复合滤材的制备及其性能
2017-07-21 05:01邓炳耀刘庆生夏赛男姚鹏飞
纺织学报 2017年7期
申 莹,邓炳耀,刘庆生,夏赛男,姚鹏飞
(生态纺织教育部重点实验室(江南大学),江苏 无锡 214122)
不同填充密度的梯度结构复合滤材的制备及其性能
申 莹,邓炳耀,刘庆生,夏赛男,姚鹏飞
(生态纺织教育部重点实验室(江南大学),江苏 无锡 214122)
为使滤材在同等过滤效率下具有较低的过滤阻力,以聚丙烯(PP)为原料,用熔体静电纺丝技术在线制备了纤维填充密度不同的梯度结构复合滤材。研究了不同收卷速度下制备的复合滤材的过滤效率,发现复合滤材的过滤效率随收卷速度的增加而降低;选择3种不同收卷速度制备出3种同等厚度的纤维网,并计算其对应的纤维填充密度;最后在聚丙烯纺粘非织造基材上直接沉积3层不同填充密度的纤维网,经热压制备梯度结构复合滤材。结果表明,在同等过滤效率下,纤维填充密度不同的梯度结构复合滤材具有低阻特性,对粒径大于等于2.0 μm颗粒的过滤效率最高达87.0%,过滤阻力为8.0 Pa,透气率为187.0 mm/s。
熔体静电纺;聚丙烯;纤维填充密度;梯度滤材;过滤性能
在空气污染日益严峻的形势下,过滤材料的研究受到越来越多研究者的重视。近年来,熔体静电纺因其纺丝过程更加安全、环保、经济,所以在生物、医学、过滤等方面的应用较有优势[1],而在过滤方面的应用大都是将纤维网与非织造布复合[2-5],但是由于滤材的过滤效率与过滤阻力成反比[5],会降低滤材的耐用性,增加经济成本。梯度结构滤材的开发大大降低了材料的过滤阻力,即采用不同种类[6-7]或不同直径的纤维[8]制备层状结构的复合滤材,使得所制备滤材充分发挥每层的过滤作用[9]。
本文研究采用实验室自制的熔体静电纺-热压复合联合机,将不同纤维填充密度的熔体静电纺纤维网与聚丙烯(PP)纺粘非织造布复合,设计了6种纤维填充密度不同的梯度结构复合滤材,所制备滤材在同等过滤条件下具有较低的过滤阻力,并对复合滤材的结构和过滤性能进行表征。
1 实验部分
1.1 材料与仪器
材料:PP母粒(纤维级,韩国Poly Mirae公司),熔体流动速率为1 100 g/10 min(温度230 ℃、负荷2.16 kg);PP纺粘非织造布(购自常州辅料市场),面密度为25 g/m2。
仪器:自制熔体静电纺丝-热压复合联合机,装置剖面如图1所示;YG141D型织物厚度仪(温州大荣纺织仪器有限公司);YG002C型纤维细度仪(南京思贝科测试仪器有限公司);CFP-1100A型毛细管流动分析仪(美国施多威尔公司);LZC-H型滤材综合性能测试台(苏州华达仪器设备有限公司)。
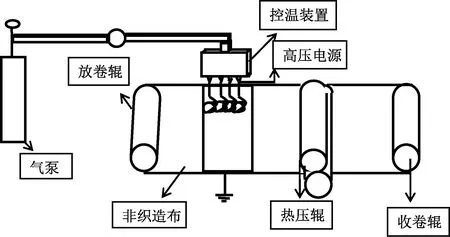
图1 熔体静电纺-热压复合联合机Fig.1 Melt-electrospinning and hot-pressing combined machine
1.2 梯度结构滤材的制备
纺丝温度为240 ℃,纺丝电压为41 kV,接收距离为7 cm,所纺纤维直径为6.01 μm。首先,研究了不同收卷速度(3.25、6.50、9.75、13.00、16.25和19.50 cm/min)所纺复合滤材的过滤性能;然后,根据测试结果选择3个收卷速度;最后,在基材上直接沉积3层不同填充密度的纤维网,经热压复合制备梯度结构滤材,并对其结构和过滤性能进行测试,每种复合滤材均在90 ℃、0.4 MPa条件下复合而成。
1.3 测试方法
1.3.1 复合滤材的外观形貌
用纤维细度仪观察复合滤材的形貌,放大倍数为200。
1.3.2 厚度测试
参照GB/T 3820—1997《纺织品和纺织制品厚度的测定》,采用织物厚度仪测试复合滤材的厚度。所用压脚面积为100 mm2,压重砝码为50 cN,压重时间为10 s,每个试样随机选择10个位置测试,结果取平均值。
1.3.3 纤维填充密度
纤维填充密度的大小与材料中纤维排列的紧密程度直接相关[10],其计算公式为
(1)
式中:n为纤维填充密度,%;m为材料的质量,g;v为材料的体积,cm3;ρ为纤维的密度,0.9 g/cm3。
1.3.4 孔结构测试
用毛细管流动测试仪,表征复合滤材的孔径及孔径分布。根据下式计算复合滤材的孔隙率[10]。
(2)
式中:η为滤材的孔隙率,%;w为滤材的面密度,g/m2;ρ为纤维密度,0.9 g/cm3;δ为滤材的厚度,mm。
1.3.5 过滤性能测试
参照GB 19083—2010《医用防护口罩技术要求》,用滤材综合性能测试台测试材料对不同粒径颗粒的过滤效率及过滤阻力;参照GB/T 5453—1997《纺织品 织物透气性的测定》,对滤材在5 Pa压差下的透气性进行测试。
2 结果与讨论
2.1 复合滤材的结构
不同收卷速度(3.25、6.50、9.75、13.00、16.25、19.50 cm/min)下制备的复合滤材分别记为3S、6S、9S、13S、16S、19S,其孔径测试结果见表1。由表可知:与基材相比,复合1层纤维网后滤材的孔径明显减小;不同收卷速度下制备的复合滤材的孔径随着收卷速度的增加而增大,这是因为收卷速度的增加使基布上沉积的纤维量减少[3]。
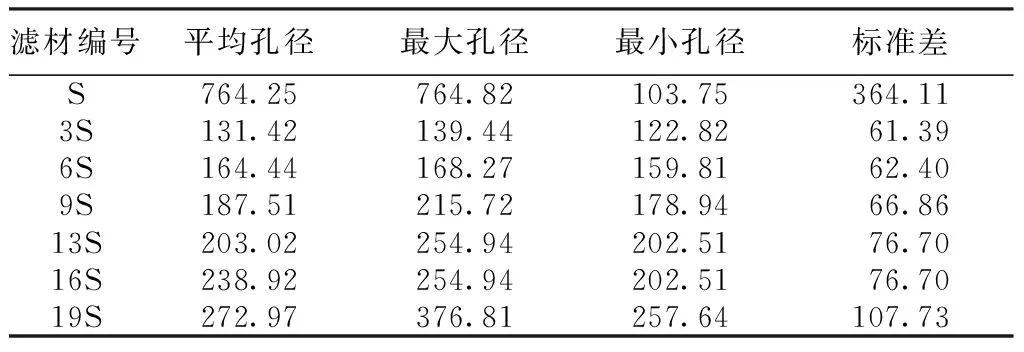
表1 不同收卷速度下制备的复合滤材的孔径Tab.1 Pore sizes of composite materials prepared at different rolling-up speeds μm
注:S为基材样品。
2.2 复合滤材的过滤性能
对不同收卷速度下所制备的复合滤材的过滤效率、过滤阻力和透气率进行测试,结果如表2所示。由表可知:与基材相比,复合1层纤维网的复合滤材其过滤效率和过滤阻力增加,透气率降低,这是因为复合后滤材的孔径减小(见表1);不同收卷速度下制备的复合滤材其过滤效率和过滤阻力随收卷速度的增加而降低,透气率增加。
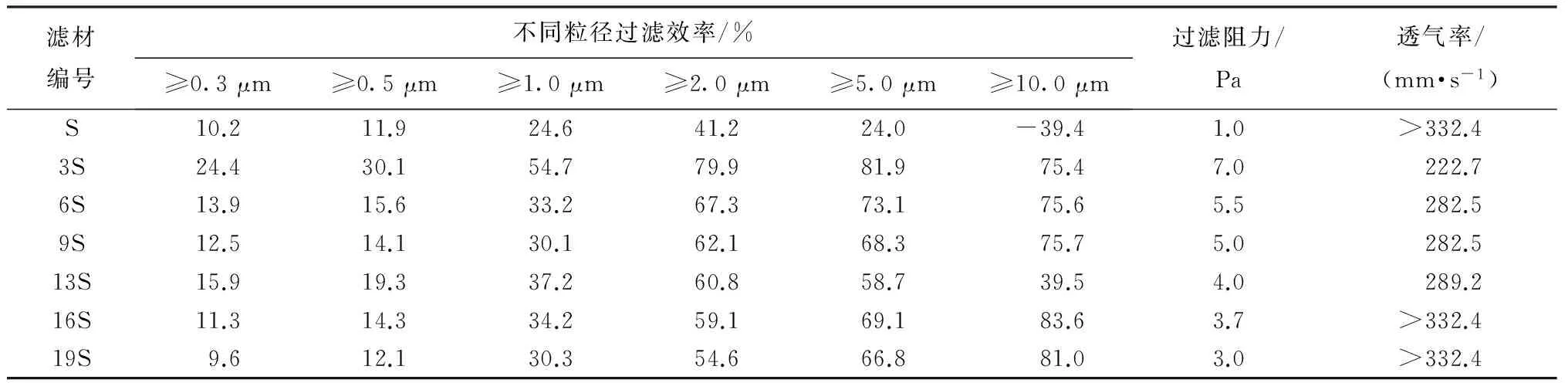
表2 不同收卷速度下制备的复合滤材的过滤性能Tab.2 Filtration efficiency of composite materials prepared at different rolling-up speeds
注:S为基材样品。
2.3 收卷速度的选择
根据不同收卷速度下制备的复合滤材过滤效率,选择收卷速度分别为3.25、9.75、16.25 cm/min。在此速度下改变纺丝时间(15、10、9 min),制备3层厚度均为0.30 mm的纤维网,分别命名为M3、M9、M16,其形貌照片如图2所示。并根据式(1)计算每层纤维网的填充密度:M3为2.1%;M9为1.0%;M16为0.6%。
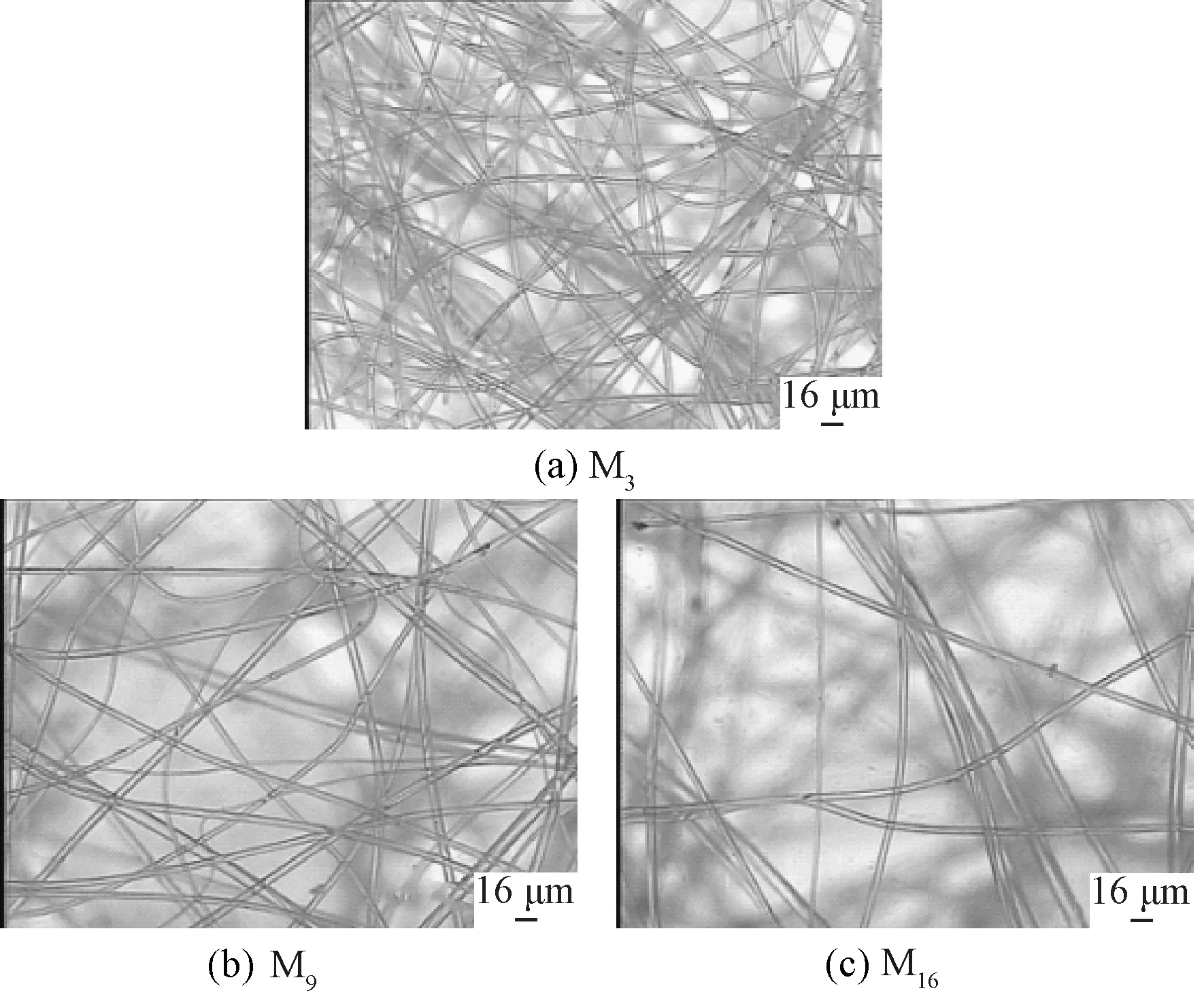
图2 不同纤维填充密度纤维网的光学显微镜照片Fig.2 Optical microscope images of fiber nets with different fiber packing densities
2.4 复合滤材的结构与性能表征
2.4.1 复合滤材的梯度结构
本文实验设计了6种纤维填充密度不同的梯度结构复合滤材,分别命名为A、B、C、D、E和F,制备3个等厚度的常规滤材,分别命名为G、H和I,滤材A自上而下分别由M3、M9、M16和基材复合而成,其余滤材结构如表3所示。每种结构滤材的孔径及孔径分布表征结果如图3所示。
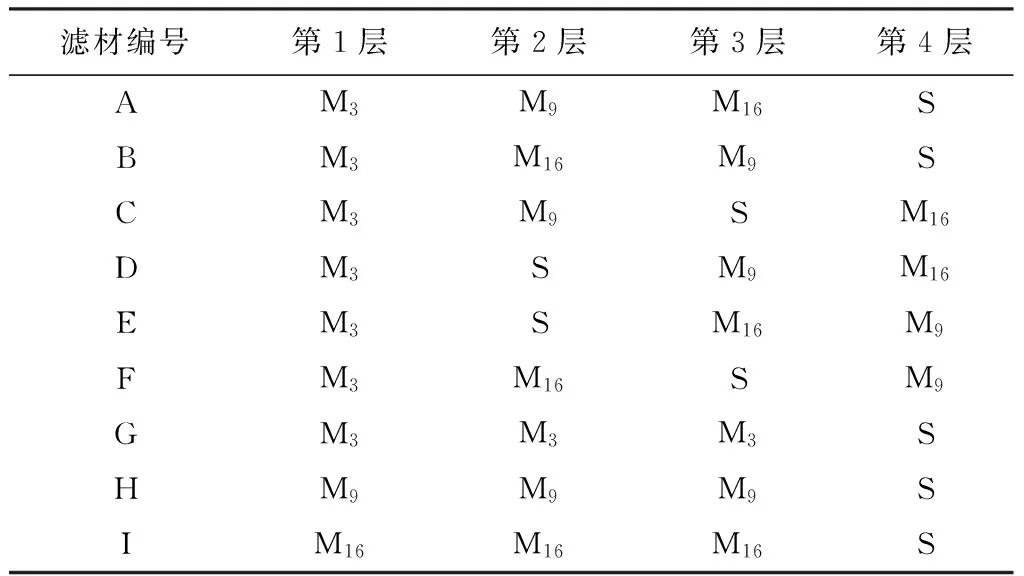
表3 复合滤材的梯度结构Tab.3 Structures of gradient composite filter materials
注:测试时的气流由滤材的第1层进入。
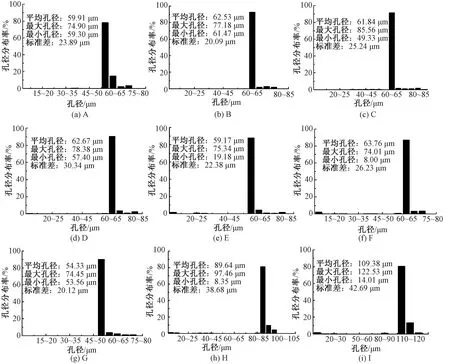
图3 复合滤材的孔径及孔径分布Fig.3 Pore sizes and pore size distributions of composite materials
由图3可知,6种梯度结构复合滤材的平均孔径均在61.00 μm左右,但最大、最小孔径及孔径标准差存在一定差异,此外,这6种梯度结构复合滤材的孔径均大于常规复合滤材G,这是因为G除基材层以外,其他3层均由纤维填充密度最大的纤维网复合而成。而3种普通复合滤材的孔径,随着纤维填充密度的降低而逐渐增大,原因是纤维填充密度越小,纤维间的空隙越大(见图2)。
2.4.2 梯度结构复合滤材的过滤性能
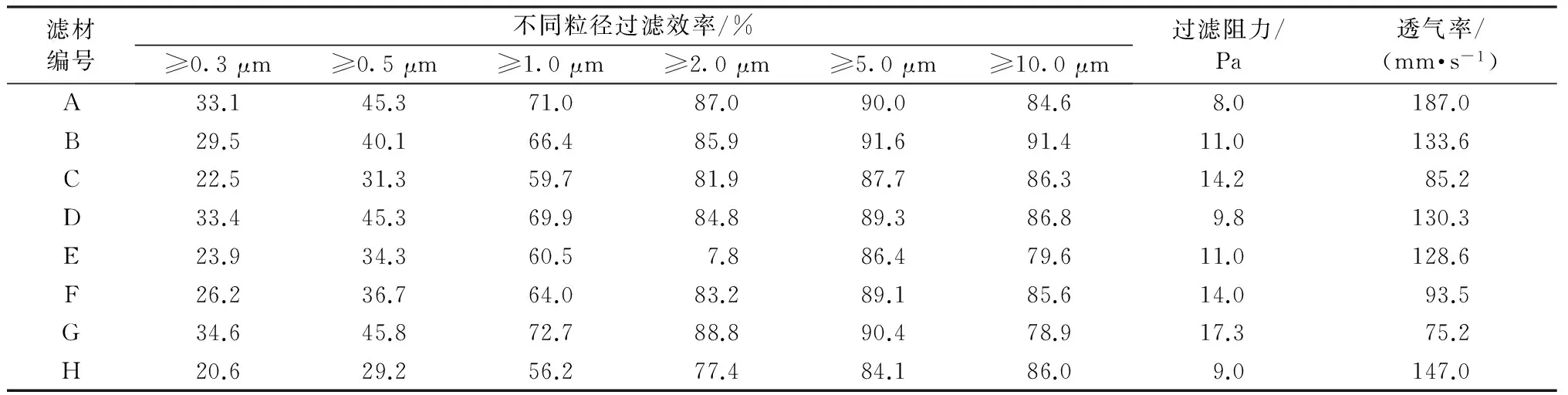
表4 复合滤材的过滤性能Tab.4 Filtration efficiency of composite materials
表4示出复合滤材的过滤性能。由数据可知,6种梯度结构复合滤材对各粒径颗粒的过滤效率均高于H和I,与G接近,然而,虽然6种梯度结构滤材的孔径、厚度、面密度等基本相同,但是对不同粒径颗粒的过滤效率、过滤阻力和透气率存在差异,这是因为每种复合滤材内纤维网的排列顺序不同,且最大、最小孔径存在差异,使得滤材在过滤过程中同时发生作用的过滤机制不同,其中,A的过滤效率几乎与G的相同,但是过滤阻力比G小1倍多,透气率是G的2.5倍。此外,因为梯度结构滤材A内部不同纤维填充密度的纤维网构成一个喇叭口状,在发挥了每层过滤作用的同时,降低了滤材的过滤阻力。该结构的复合滤材对粒径大于等于2.0 μm的颗粒的过滤效率最高达87.0%,过滤阻力为8.0 Pa,透气率为187.0 mm/s。
2.4.3 梯度结构复合滤材的孔隙率
通过式(2)计算每种复合滤材的孔隙率,结果如图4所示。
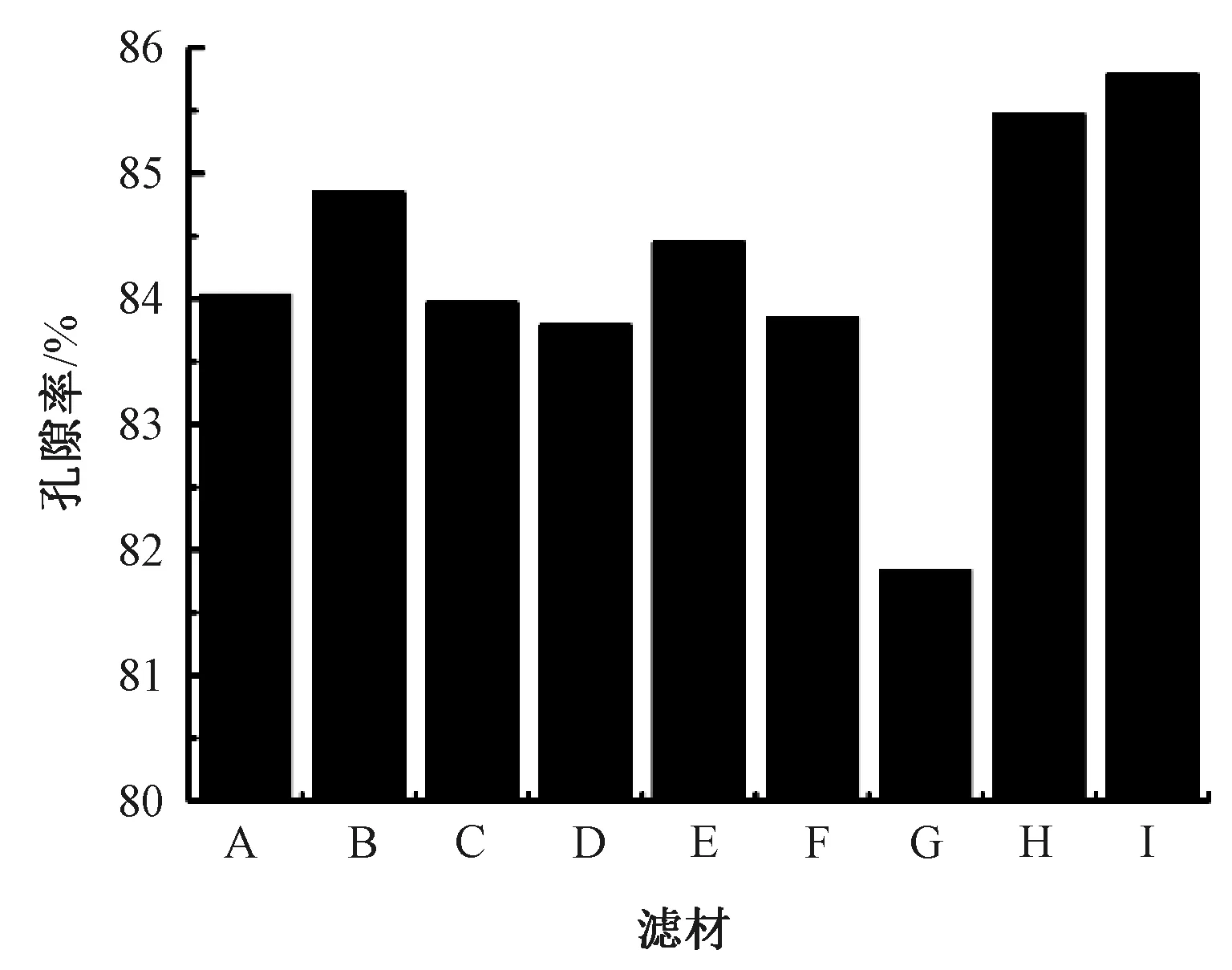
图4 复合滤材的孔隙率Fig.4 Porosities of composite materials
由图4可知,复合滤材中I的孔隙率最大,为86.0%,G的孔隙率最小,为81.8%,这是因为在同等厚度下,纤维填充密度越大滤材内的孔隙率越低。6种梯度结构复合滤材的孔隙率均大于G,小于F和I,这是因为梯度结构滤材中含有不同填充密度的纤维网。此外,因每层纤维网是直接沉积在基材上,所以6种梯度结构滤材的孔隙率略有差异。
3 结 论
通过对熔体静电纺复合滤材的纤维填充密度调控制备了6种梯度结构滤材,在同等过滤效率下均具有低阻的特性。其中,滤材A的孔径结构由上而下形成一个喇叭口状而过滤阻力最小,透气率最高,对粒径大于等于2.0 μm的颗粒的过滤效率最高达87.0%,过滤阻力为8.0 Pa,透气率为187.0 mm/s。本文实验结果为高效低阻过滤材料的开发提供了参考,若进一步降低熔体静电纺所纺纤维直径,会使本文实验设计复合滤材的高效低阻特性更显著。
FZXB
[1] HUTMACHER D W, DALTON P D. Melt electrospinning[J]. Chemistry-An Asian Journal, 2011, 6(1): 44-56.
[2] 李莘, 徐阳,王爱民. 熔体静电纺PET复合过滤材料的制备及性能研究[J]. 工程塑料应用, 2013, 41(12): 612-618. LI Shen, XU Yang, WANG Aimin. Preparation and properties of PET melt-elelctrospinning composite filter material[J]. Engineering Plastics Application, 2013, 41(12): 612-618.
[3] 李莘, 徐阳, 宋明玉, 等. 熔体静电纺热压PET复合过滤材料的制备工艺研究[J].工程塑料应用, 2014, 42(10): 51-54. LI Shen, XU Yang, SONG Mingyu, et al. Preparation technology of melt elecrospinning hot pressing PET composite filter material[J]. Engineering Plastics Application, 2014, 42(10): 51-54.
[4] 李小虎, 张有忱, 丁玉梅, 等. 熔体静电纺丝制备高通量微滤膜[J]. 合成纤维, 2014, 43(8): 35-39. LI Xiaohu, ZHANG Youchen, DING Yumei, et al. High-flux microfiltration membrane prepared by melt elecrospinning[J]. Synthetic Fiber in China, 2014, 43(8): 35-39.
[5] LEE S, OBENDORF S K. Developing protective textile materials as barriers to liquid penetration using melt electrospinning[J]. Journal of Applied Polymer Science, 2006, 102(4): 3430-3437.
[6] 严长勇, 王成彪, 沈桓根. HBT“梯度”复合滤材的过滤性能研究及应用[J]. 建筑热能通风空调, 2007, 26(4): 100-103. YAN Changyong, WANG Chengbiao, SHEN Huangen. The research on the filter performance and application of HBT ″Echelon″ compound filter media[J]. Building Energy Environment, 2007, 26(4): 100-103.
[7] LI P, WANG C, LI Z, et al. Hierarchical carbon-nanotube/quartz-fiber films with gradient nanostructures for high efficiency and long service life air filters[J]. RSC Advances, 2014, 96(4): 54115-54121.
[8] 敖庆波, 汤慧萍, 朱纪磊, 等. FeCrAl纤维混合毡的吸声性能[J]. 功能材料, 2013, 44(6): 780-782. AO Qingbo, TANG Huiping, ZHU Jilei, et al. The sound absorption properties of FeCrAl mixed felt[J]. Journal of Functional Materials, 2013, 44(6): 780-782.
[9] 温变英. 聚合物梯度结构的制备及材料结构与性能研究[D]. 北京: 北京化工大学, 2003: 4-6. WEN Bianying. Preparation, structure and property studies of polymeric gradient matreials[D]. Beijing: Beijing University of Chemical Technology, 2003: 4-6.
[10] 简小平. 非织造布空气过滤材料过滤性能的研究[D].上海: 东华大学, 2013: 27. JIAN Xiaoping. Study on filtration performance of nonwoven air filtering material[D]. Shanghai: Donghua University, 2013: 27.
Preparation and properties of gradient filter materials with different packing density
SHEN Ying, DENG Bingyao, LIU Qingsheng, XIA Sainan, YAO Pengfei
(KeyLaboratoryofEco-Textiles(JiangnanUniversity),MinistryofEducation,Wuxi,Jiangsu214122,China)
In order to prepare filter with low resistance performance under the same filtration efficiency, the combined melt-electrospinning and hot-pressing device was used to prepare fiber packing density gradient composite filters with polypropylene (PP) as raw material. Firstly, the filtration efficiency of the composite filters prepared under different rolling-up speeds was studied. It is found that the filtration efficiency of composite filters decreases with the increase of the rolling-up speed. Secondly, three rolling-up speeds were selected to prepare three fiber nets with the same thickness, and then their packing densities were calculated. Finally, the fiber nets with different packing densities were combined with PP spun bonded nonwoven to prepare gradient filters. The results show that the obtained composite filters with gradient structure have low resistance under the same filtration efficiency. In addition, the filtration efficiency of particles with a particle size greater than or equal to 2.0 μm is 87.0%, the filtration resistance is 8.0 Pa, and the air permeability is 187.0 mm/s.
melt-electrospinning; polypropylene; fiber packing density; gradient filter material; filtration property
10.13475/j.fzxb.20160902105
2016-09-13
2017-04-07
国家自然科学基金项目(51403084);江苏省自然科学基金项目(BK20130142);江苏省科技成果转化项目(BA2012021);江南大学食品胶体与生物技术教育部重点实验室资助项目(JDSJ2013-05);浙江省成纱组合加工技术重点实验室开放工程项目(嘉兴大学) (MTC2014-008)
申莹(1992—),女,硕士生。主要研究方向为非织造材料。邓炳耀,通信作者,E-mail:bydeng@jiangnan.edu.cn。
TS 174.1
A
猜你喜欢
重庆建筑(2022年7期)2022-07-27
汽车零部件(2022年5期)2022-05-30
天津工业大学学报(2021年3期)2021-07-13
橡塑技术与装备(2021年12期)2021-06-24
机电工程(2021年3期)2021-03-23
中国造纸(2020年5期)2020-06-23
石油和化工设备(2020年2期)2020-02-24
文化产业(2019年6期)2019-09-11
产业用纺织品(2018年9期)2018-11-20
产业用纺织品(2015年4期)2016-01-09
