
宽V型砧锻造模拟分析及工艺参数选取
2017-05-15 03:24秦红付庞庆海孙万通董文斐孙晓静
大型铸锻件 2017年3期
秦红付 庞庆海 孙万通 董文斐 金 明 孙晓静
(1.中信重工机械股份有限责任公司,河南471039;2.河南省大型铸锻件工程技术研究中心,河南471039)
宽V型砧锻造模拟分析及工艺参数选取
秦红付1,2庞庆海1,2孙万通1,2董文斐1,2金 明1孙晓静1
(1.中信重工机械股份有限责任公司,河南471039;2.河南省大型铸锻件工程技术研究中心,河南471039)
通过选取不同的砧宽比和压下率参数,模拟上下宽V型砧拔长变形,运用有限元方法分析坯料截面最大主应力变化,选取合理的上下宽V型砧拔长工艺参数,提高锻件质量。
宽V型砧;砧宽比;压下率;有限元
大型矿山、冶金、发电设备的锻件要获得良好的内部质量,一方面要提高钢水纯净度,降低气体含量及减少非金属夹杂物;另一方面就是通过改进锻造方法,满足坯料变形时的压应力状态,控制缺陷向线性方向发展而引起超声检测的当量超标[1]。在宽平砧拔长方法的基础上,通过改进砧型,改变坯料的应力应变条件,形成上下宽V型砧的拔长方法。宽V型砧工装设计简单、通用性强,工艺参数可以通过数值模拟的方法获取。
1 模拟模型和模拟参数建立
对1400 mm上下宽V型砧建立符合实际情况的有限元模型,见图1。V型砧设置为刚性体,材料选择H13模具钢,坯料选择42CrMo,坯料温度设置为1200℃,型砧预热温度设置为300℃,热交换系数取0.02 N/(s·mm·℃),毛坯与型砧的接触摩擦方式选剪切摩擦,摩擦系数取0.7,上V型砧向下运动,速度选定值20 mm/s。
2 不同砧宽比和压下率拔长的最大主应力分析
设计不同砧宽比和压下率的模拟实验,表1是模拟的具体工艺参数。
沿型砧横向中心线解剖坯料,从中心到表面位置取不同的点,取点位置如图2所示。分析锻件心部到表面的最大主应力变化情况,得出不同砧宽比和压下率的最大主应力曲线,见图3。
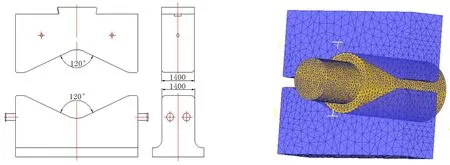
图1 1400 mm上下宽V型砧拔长建模Figure 1 Modeling of drawing out process with upper and lower V shape wide anvils
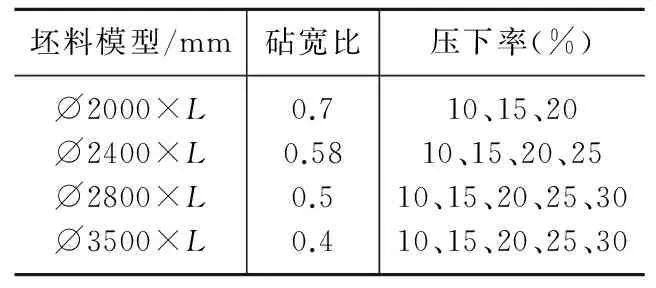
表1 模拟工艺参数Table 1 The simulated process parameters
通过分析图3可得出:
(1)横向拉应力随着砧宽比的增大而上升,随着压下量的增大而降低,横向拉应力存在峰值状态,即在拔长的最初阶段拉应力处于主导地位,随后降低。
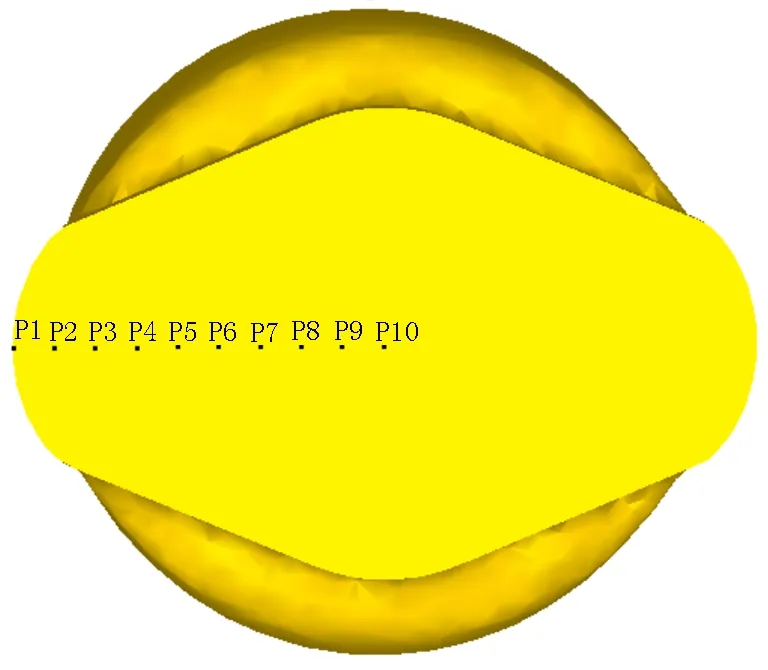
图2 坯料横向取点示意图Figure 2 The sketch of transverse test points of blank
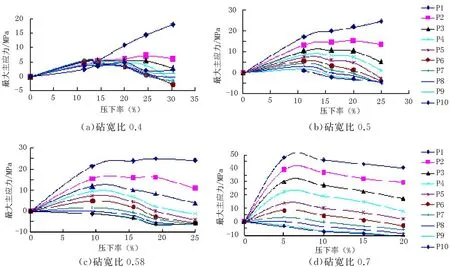
(a)砧宽比0.4(b)砧宽比0.5(c)砧宽比0.58(d)砧宽比0.7
图3 四种砧宽比下最大主应力随压下率变化曲线
Figure 3 The variation curve of maximum principle stress and reduction ratio with four different anvil width ratios
(2)砧宽比0.4,压下率达到20%时,压应力不能完全作用到坯料芯部(P1~P10点最大主应力为正,认为是拉应力状态),受表面拉应力的影响,坯料芯部处于极小的拉应力状态;砧宽比达到0.6左右时,即使是在压下率小于10%的状态下,坯料芯部也满足压应力状态(P8~P10点最大主应力为负,认为是压应力作用);砧宽比达到0.7时,外圆表面横向拉应力达到50 MPa(P1点),产生横向裂纹倾向严重。
(3)分析砧宽比0.6时的拔长状态,压下量小于10%时,拉应力处于上升阶段;压下量超过10%时,拉应力降低,靠近坯料心部逐渐转变为压应力状态。
通过以上分析得出,宽V型砧拔长坯料要获取良好的压应力状态,砧宽比应选择在0.5~0.6的范围内,同时,为获得良好的坯料三向压应力状态,压下量应不小于15%。但是,压下量越大压机的负荷也越大,增大的变形抗力也容易造成V型砧损坏,所以压下率不能太大。宽V型砧拔长时,坯料上越靠近表面位置所受拉应力作用越大,在锻造时容易产生表面裂纹,对较大裂纹要及时清理,以避免裂纹扩张和带入下道工序。
3 WHF锻造法和KD锻造法对比分析
取坯料直径∅3800 mm,平砧宽2200 mm,按砧宽比0.58,压下率20%,模拟WHF宽平砧拔长;取坯料直径∅2400 mm,上下1400 mm宽V型砧,砧宽比0.58,压下率20%,模拟V型砧拔长。两种拔长方法的最大主应力分布对比见图4。
由图4分析得出:
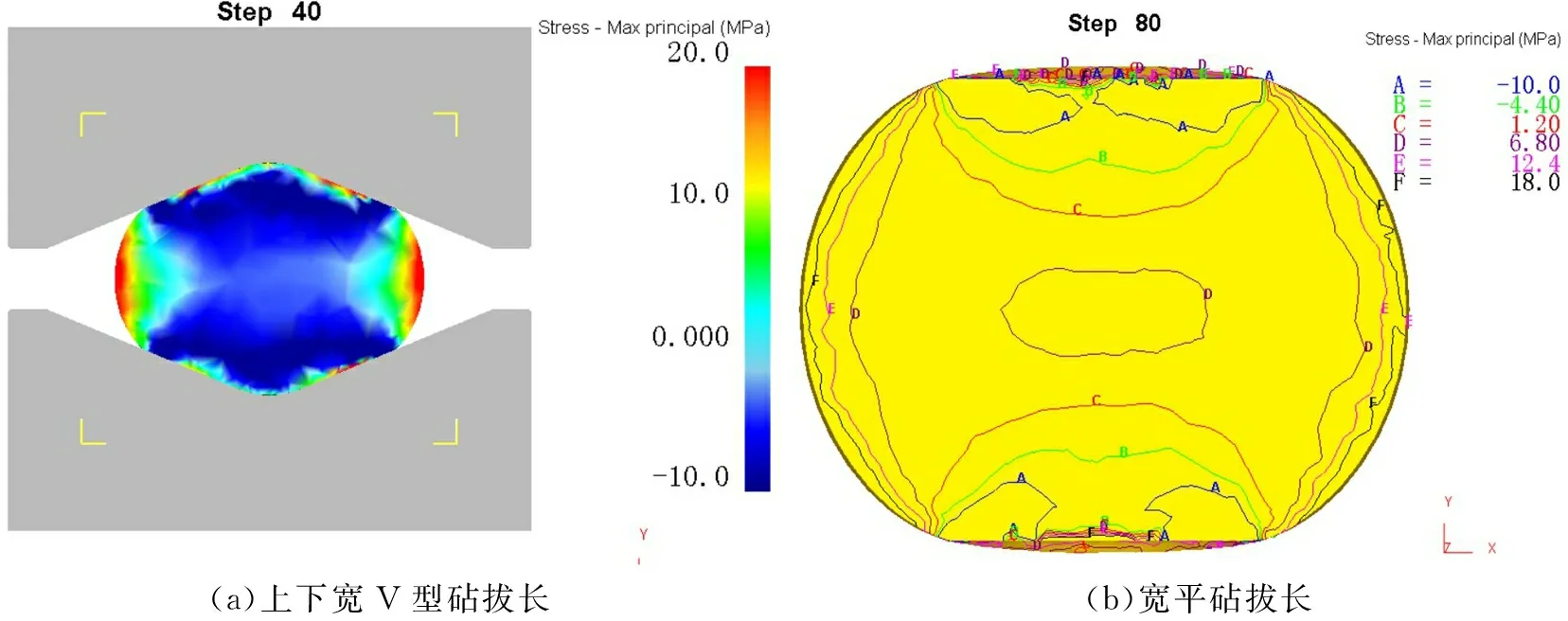
(a)上下宽V型砧拔长(b)宽平砧拔长
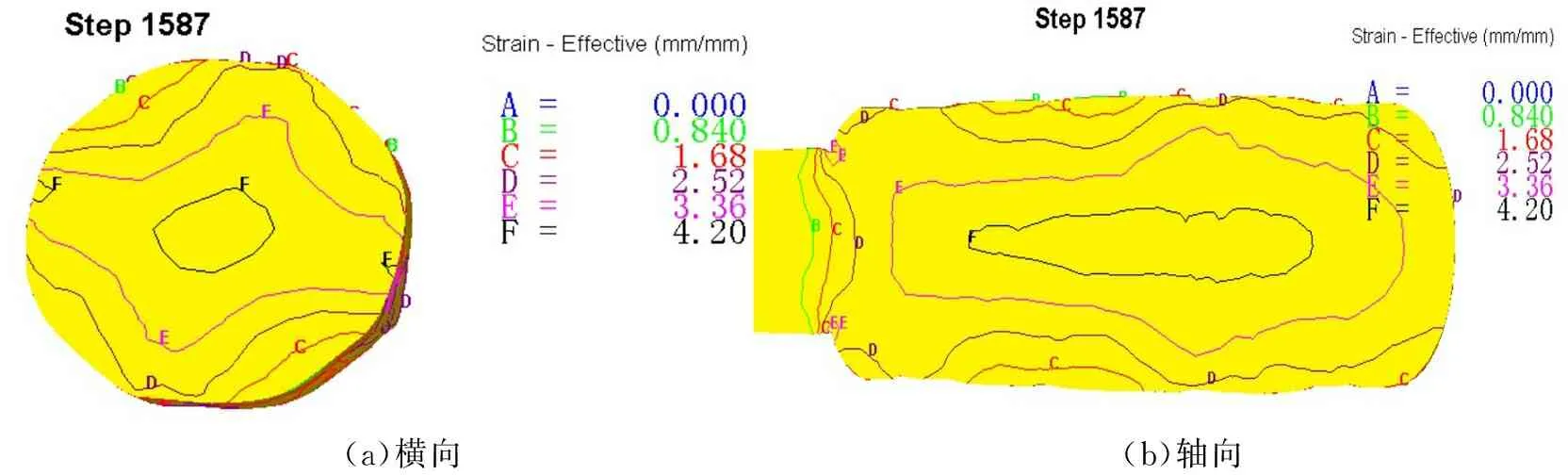
图4 两种拔长方法的最大主应力分布对比Figure 4 The comparison of maximum principle stress distribution with two drawing out processes
图5 V型砧拔长等效应变分布
Figure 5 The equivalent strain distribution of drawing out process with V shape anvil
(1)在相同的压下率和砧宽比下,采用两种锻造方法,沿坯料横向中心线由里向外的拉应力值增大,坯料横向外圆表面受最大拉应力,容易产生裂纹区,两种锻造方法的横向拉应力水平接近。
(2)受摩擦力影响,锤头和坯料接触面产生最大压应力,压应力沿着接触面向坯料芯部发展。比较两种拔长方法,V型砧拔长的压应力作用到坯料心部,形成压应力的X形区;宽砧拔长的压应力未完全作用到坯料心部(D线区域最大主应力为6.8 MPa的拉应力状态)。因此,宽砧拔长需要更大的砧宽比才能达到压实心部的目的,即增加宽砧拔长道次。
4 低压转子V型砧拔长模拟
在实际生产中,可以结合两种砧型的拔长优势,运用WHF和KD锻造法联合的锻造工艺。对于直径大的镦粗坯料,先采取WHF锻造法拔长,再将KD锻造法作为WHF后的补充拔长,有效避免漏压区。以锻造300 MW低压转子用的200 t级钢锭为例,其镦粗直径达到∅3800 mm,若直接采用1400 mm宽V型砧拔长,则砧宽比只有0.36,即使压下率达到20%,心部也不能形成压应力状态。而投入更大的型砧来满足砧宽比要求,就需要更大规格的压机,显然不切实际。
采用两种砧型联合锻造工艺,坯料经WHF拔方后,四方体倒棱成八方,滚圆,形成V型砧拔长坯料规格。V型砧拔长模拟按两道次拔长,第一道压下量按坯料高度的15%计算,第二道适当调整压下量,锤与锤按10%的砧宽搭接,第二道错半砧拔长。V型砧拔长等效应变分布见图5。
经WHF拔方、V型砧拔长两道次的坯料心部范围的等效应变值达到4.2以上,可以达到有效的锻造压实目的。
5 300 MW汽轮机低压转子锻造工艺试验
350 MW低压转子锻件,尺寸∅1900 mm×9600 mm,锻件重120 t,采用210 t钢锭锻造。锻造工艺步骤为:Ⅰ火加热→倒棱、冒口压钳口→Ⅱ火加热→镦粗、WHF法拔方→采用1400 mm上下V型砧拔长→锻出成品→锻后热处理。采取此工艺锻造的350 MW汽轮机低压转子超声检测合格,交付用户。
6 结论
上下宽V型砧拔长比宽平砧拔长在应力应变分布和锻合孔穴能力上更有优越性,砧宽比选取0.5~0.7,压下率应不小于15%,使用合理的工艺参数能够有效压实锻件,同时降低坯料表面开裂,提高锻件质量。
[1] 马庆贤,张国伟,等.大型锻件内部夹杂性缺陷产生机理研究[J].中国机械工程,2001,12(8):943-946.
[2] 张景利,王少鹏,马庆贤. FM法拔长工艺中合理砧宽比和变形量研究[J]. 大型铸锻件,2010(2):5-8.
[3] 刘助柏,王连东,刘国辉,等. 大型锻件锻造工艺理论与技术的进展[J]. 大型铸锻件,1998(2):8-13.
[4] 刘助柏,王连东,李兆夫. 液压机上镦粗与拔长新理论与新工艺的研究[J]. 大型铸锻件,1999(3):48-54.
编辑 杜 敏
Simulation Analysis and Parameter Selection of Forging Process with V Shape Wide Anvil
Qin Hongfu, Pang Qinghai, Sun Wantong, Dong Wenfei, Jin Ming, Sun Xiaojing
By selecting different anvil width ratio and reduction ratio, the deformation of drawing out process with upper and lower V shape wide anvils has been simulated, and the variation of maximum principle stress on the section of blank has been analyzed by the finite element method. The quality of forgings can be improved by selecting the rational parameters of drawing out process with upper and lower V shape wide anvils.
V shape wide anvil; anvil width ratio; reduction ratio; finite element
2016—10—19
TG316.1+2
A
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
矿冶工程(2022年1期)2022-03-19
一重技术(2021年5期)2022-01-18
河南工学院学报(2021年3期)2021-09-27
世界有色金属(2019年7期)2019-06-11
文化交流(2019年3期)2019-03-18
山东工业技术(2019年1期)2019-02-08
智富时代(2018年10期)2018-01-30
