
浅析汽轮机转子热稳定性试验的双金属特性
2017-05-15 03:24潘飞燕方章法
大型铸锻件 2017年3期
潘飞燕 陈 涛 方章法
(杭州汽轮机股份有限公司,浙江310022)
试验研究
浅析汽轮机转子热稳定性试验的双金属特性
潘飞燕 陈 涛 方章法
(杭州汽轮机股份有限公司,浙江310022)
根据汽轮机转子3次热稳定性试验数据,作出挠度、温度随时间变化的曲线,分析挠曲类型得出:某些转子热稳定性试验中存在双金属特性,即转子挠度随温度上升而增大,最高温度时达到最大值,冷却时随温度降低而降低;第1次热稳定性试验不合格的转子,若存在明显的双金属特性,可降低试验温度至进汽温度再次进行热稳定性试验。
转子;热稳定性试验;双金属
热稳定性试验,又叫热跑试验,是汽轮机转子锻件的基本检测项目。通过以2 r/min~4 r/min的速度慢慢转动转子,加热到规定温度后保温一定时间,然后重新冷却,测量此过程中的径向跳动,来判断转子热稳定性试验是否合格。其目的在于保证汽轮机转子在高温条件下能稳定运行,以提高汽轮机整机运行时的安全性、可靠性和稳定性。
转子锻件的热稳定性很大程度上取决于材料特性的轴对称性。通常都会要求转子锻件的轴线尽可能与钢锭轴线重合,以保证钢锭中偏析和夹杂物的分布是近似于轴对称的。同时要求转子锻件在竖直状态下进行热处理,以保证最后得到轴对称分布的微观组织,且残余应力也近于轴对称分布。然而,实际生产中不可避免会出现热稳定性试验不合格的转子,对于不合格转子,往往只简单地采取重复去应力处理(或开槽)后再次进行热稳定性试验,而事实上转子热稳定性不合格并非完全因残余应力引起。本文结合热稳定性试验数据和挠度曲线,对热稳定性试验中存在的双金属现象作一定探讨,为热稳定性试验结果不合格的转子提供解决方案。

图1 热稳定性试验装置示意图Figure 1 The sketch of thermal stability test device
1 试验装置
图1是热稳定性试验装置的示意图。转子用带轴承的支架支撑,由电动机减速后拖动旋转,中间部分是组装式加热炉。用千分表测量转子的径向跳动,千分表由触杆传动,触杆穿过炉壁与转子的测试带表面相接触。
2 试验转子及准备
转子材料为30CrMoNiV。在热稳定性试验前完成转子全部性能热处理,包括去应力处理,并按订货图样完成相应的机加工。转子轴颈支撑部位表面粗糙度Ra≤1.6 μm。转子轴身处以同样的精度加工出3个测试带,测试带分布如图1所示。在转子锻件发电机端的圆周上,按逆时针方向相距90°分别标出A、B、C和D四个点。清理转子表面,以除去油脂、污垢和其他异物。
3 试验过程
试验方法按JB/T 9021—2010《汽轮机主轴和转子锻件的热稳定性试验方法》进行。
3.1 准备和调试
将转子轴颈的支撑部位置于滚子上,并在加热炉中3个测试带附近放置3支监视热电偶,热电偶尽可能靠近锻件毛坯表面,然后以2 r/min~4 r/min的速度缓慢转动转子。
3.2 读数方法
A、B、C、D四个方位通过触点时由千分表进行读数,读数精度为0.5 μm。对应每条测试带每次获得一组4个读数,将其中最大值与最小值(考虑正负号)相减得到径向跳动值,径向跳动值之半则为挠曲度。为便于计算,将每组读数中最小值调为零。
3.3 第1次冷测
测试各测试带的各点径向跳动,直到径向跳动小于0.050 mm,正式记录各组数据,并以此作为第一次冷测值,记为C1。
3.4 热测
以50℃/h的速度加热至640℃后(第3次热稳定性试验中增加了540℃的热测),保温,直到锻件加热均匀。在该温度下每小时测定1次跳动值,如果连续3次测得的跳动值的分散度都在0.015 mm以内,以此3次测定的平均值作为正式热测值,记为H(第3次热稳定性试验中540℃的热测值记为H′)。
3.5 第2次冷测
记录热测值后,以不大于20℃/h的速度开始降温,在降温过程中继续以2 r/min~4 r/min的速度缓慢旋转,每小时记录1次千分表读数。当转子体表面温度降到260℃时,可以打开加热炉冷却,直到冷却至接近38℃。
当转子体表面温度低于38℃时,每小时测定1次千分表读数,如果连续3次测得跳动值的分散度都在0.015 mm之内时,则将此3次测定的平均值作为正式的第2次冷测值,记为C2。
4 试验结果与分析
4.1 热稳定性试验结果
表1为转子第1次热稳定性试验结果,由于试验结果不合格,在对转子锻件进行去应力处理后再次进行了热稳定性试验。表2和表3分别为该转子第2次和第3次热稳定性试验的结果。
JB/T 9021—2010规定,热稳定性合格的条件包括以下三项:
(1)测试带上各测试点正式热测值与第2次冷测值的差值(H-C2)均不大于0.025 mm;
(2)各测试带的4个差值(H-C2或H′-C2)中最大正值和最大负值不考虑符号相加不大于0.05 mm;
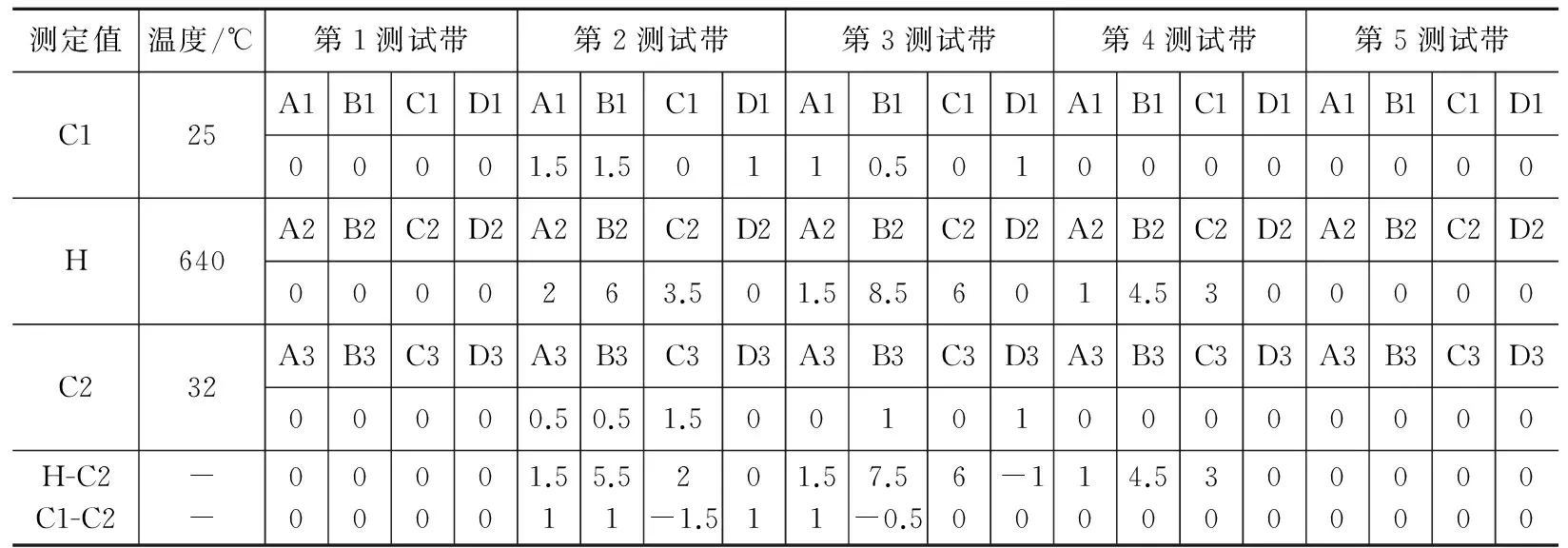
表1 第1次热稳定性试验结果Table 1 The results of first thermal stability test 单位为10-2 mm

表2 第2次热稳定性试验结果Table 2 The results of second thermal stability test 单位为10-2 mm

表3 第3次热稳定性试验结果Table 3 The results of third thermal stability test 单位为10-2 mm
(3)第1次冷测值与第2次冷测值的差值(C1-C2)不大于0.05 mm。
但判定条件(1)存在一定问题。因为测试带上各测试点正式热测值与第2次冷测值的读数是将A、B、C、D四点的某一点取零后或相减的相对数值,四点中取零点不同,会得到不同的读数,故其相减后的差值并非锻件的实际挠度,而应根据条件(2)来确定锻件挠度。因此,实际判定时,仅按照条件(2)和(3)执行。
因此,转子第1次和第2次的热稳定性试验结果均为不合格。第3次热稳定性试验(包括540℃和640℃两个温度)的测试结果均合格。
4.2 挠度曲线分析
根据热稳定性试验的实际记录数据(包括各测点温度和实际跳动记录值),将各测试带每一时间点A、B、C、D四个方位的记录数值中最大值和最小值(考虑正负号)相减,得到径向跳动值,径向跳动值之半为挠度。
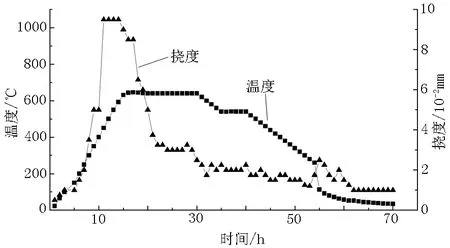
以第2测试带为例,图2为3次热稳定性试验的挠度、温度随时间变化的曲线。
从图2(a)和图2(b)可以看出,第2测试带的挠度、温度随时间变化的曲线具有以下共同的特点:升温阶段,转子挠度随温度上升而增大,增大到某一最大值后开始下降,而后在640℃保温阶段,挠度保持在一稳定值。冷却阶段,挠度随着温度的降低而减小,在260℃左右打开试验炉后,转子挠度出现一定的波动,而后随着温度的进一步降低而逐渐减小,直至趋于稳定。与图2(a)和图2(b)不同的是,图2(c)中增加了540℃的保温热测,在640℃挠度趋于一稳定值后,随着温度的下降,挠度减小,在540℃保温阶段,又趋于一稳定值,此后挠度的变化趋势与前两次热稳定性试验结果类似。
根据上述曲线的变化特点,基本可忽略残余应力非对称分布对转子的影响,因为因残余应力导致转子跳动过大的特点是加热到一定温度后,挠度保持恒定值,即使冷却到室温挠度也不再变小,而3次试验均没有表现出该特征。升温阶段和冷却阶段,转子挠度表现出较大的波动,主要是由于加热或冷却速度较快或由于锻件本身吸热或放热条件不同,使转子心部和外部产生较大的温差,致使转子发生变形而产生较大的挠度。随着保温的进行或冷却至室温后,锻件内外温差逐渐消失,挠度值也趋于稳定。如果去除以上影响因素,不难发现,3次试验的挠度曲线均表现为:随着加热温度的升高,挠度增加;保温阶段,挠度基本不变;随着温度的降低,挠度下降。转子挠度依赖于温度的跳动,呈现双金属特性。理论上分析,这种双金属特性主要是由于转子锻件的组织不均匀引起热膨胀系数不一致,并且随着温度的升高,热膨胀系数差异引起的转子径向尺寸变化也越明显,从而表现为转子各个测点跳动值依赖于温度的变化。

(a)第1次热稳定性试验

(b)第2次热稳定性试验
(c)第3次热稳定性试验
通常,这种呈现双金属特性的转子锻件而造成的热稳定性试验不合格,一般是由于锻件组织不均匀所引起的,后续处理很难消除,通过重新热处理可能会得到一定的改善。但本文的试验转子,在经过3次去应力处理和两次热稳定性试验后,第3次热稳定性试验结果为合格,这与转子在较高温度(640℃左右)长时间的保温有密切关系。长时间的高温保温使得转子的材质均匀性有所改善,从而使原本较弱的双金属特性表现得较前两次热稳定性试验更为微弱,以至于不足以引起转子超出标准要求的跳动。参照德国钢铁行业标准SEP 1950:1997《涡轮机轴的热稳定性试验》,转子锻件的双金属特性往往是以比较弱的形式显现,对具有双金属特性的转子,可将热稳定性试验温度控制到进汽温度进行。图2(c)中的540℃试验就是按照轮室温度加50℃进行,结果显然优于640℃。因此,对于第1次热稳定试验不合格转子,可结合挠度曲线分析,如果具有明显的双金属特性,可通过降低试验温度至进汽温度进行试验,如果仍不能满足要求,再考虑重新热处理或者报废。
5 结论
(1)某些转子锻件热稳定试验中表现双金属特性:随着加热温度的升高,挠度增加;保温阶段,挠度趋于稳定;随着温度的降低,挠度下降。
(2)双金属特性主要是由于转子锻件的组织不均匀引起热膨胀系数不一致。
(3)对于热稳定试验不合格的转子,可结合挠度曲线分析,若具有明显的双金属特性,可降低试验温度至进汽温度再次进行试验。
[1] 于秀平,王群,孙煜伟,等.转子热稳定性测试方法分析[J].大型铸锻件,2012(3):20-21.
[2] 鲜勇.关于汽轮机主轴和转子体锻件“热跑”及打中心孔问题的讨论[J].大型铸锻件,2002(1):51-53.
编辑 杜青泉
Analysis of Bimetallic Property in Thermal Stability Test of Steam Turbine Rotor
Pan Feiyan, Chen Tao, Fang Zhangfa
Based on the data of three thermal stability tests of steam turbine rotor, the variation curve of deflection and temperature with time has been figured out. By analyzing the type of deflection, the results show that the bimetallic property appears in the thermal stability test of rotor. In other words, the deflection of rotor increases as the temperature rises. The deflection reaches the maximum value at the maximum temperature, and reduces as the temperature falls down during cooling. For the rotor whose first thermal stability test is failed, if the bimetallic property appears obviously, the thermal stability test can be performed again after the test temperature falls down to the inlet temperature.
rotor; thermal stability test; bimetallic
2016—10—10
潘飞燕(1982—),女,工程师,硕士,从事汽轮机材料开发与标准化。
TK263.61
B
猜你喜欢
化工管理(2022年13期)2022-12-02
热处理技术与装备(2022年5期)2022-10-26
一重技术(2021年5期)2022-01-18
航天工业管理(2020年9期)2020-12-28
重型机械(2020年2期)2020-07-24
世界有色金属(2019年7期)2019-06-11
陶瓷学报(2019年5期)2019-01-12
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
中国塑料(2016年7期)2016-04-16
