
TC2薄壁钣金异型环快速制造工艺
2017-05-15 09:58高昌前陈福龙李均红
航空制造技术 2017年9期
高昌前 ,张 涛 ,2,3 , 陈福龙 ,2,3 , 李均红 ,谭 军
(1.北京航空制造工程研究所,北京 100024;2.塑性成形技术航空科技重点实验室,北京 100024;3.数字化塑性成形技术及装备北京市重点实验室,北京100024;4.四川成发航空科技股份有限公司,成都 610503)
航空发动机上的环形件种类较多,其中钣金结构的零件多采用成形、焊接、校形及机械加工等组合工艺制造[1-5]。这类组合工艺能够避免锻造和铸造的组织缺陷,发挥出板材优良的机械性能。但制造流程复杂,多种工艺的叠加使得产品精度难以控制。尤其是制造周期长、生产效率低的特点,制约了部件产量乃至整机的批量生产。本文针对某种薄壁钛合金异型环,利用该类零件平直母线的特点,提出一种不用成形的无余量制造方法。该方法摒弃了传统的焊接、成形机械加工等工序组成的的制造工艺,通过对处于同一平面、不同半径的曲线按同一锥角精确展开,在相切位置依次叠加,并偏置出变直径的扇形坯料,最后对焊成环。此方法实现了钛合金薄壁异型环的低成本、快捷制造。
1 零件特征
某类零件为航空发动机后部的环形零件,其典型特征是变曲率、等锥度、薄壁结构。材料为TC2钛合金,厚度1.2mm,外形尺寸见图1。
这种零件在制造之初采用的是焊接、热校形、机加相结合的传统工艺方法,主要流程见图2。由于零件尺寸较大,使用的成形、机加设备都是大型的专用设备,其中热校形的设备是平台尺寸为2000mm×1500mm的FCC-400t热成形机,机械加工采用2000mm×1800mm台面的大型卧镗/铣机床,仅热校形及机械加工工序就耗时近两周。费用达数千元。传统的制造工艺特点导致该零件的研制成本高昂,而且无法按时批量交付。为解决上述问题,通过传统流程中周期长的工序及零件的外形分析,观察到其母线具有平直的特点,材料不发生塑性变形也可满足该零件的尺寸要求。而成形的毛坯需进行余量加工。如果取消成形可尝试精确计算近净制造。因此提出采用展开叠加并进行对焊的快速制造方法。

图1 薄壁异型环的外形尺寸Fig.1 Sizes of abnormity ring

图2 传统的制造流程(部分)Fig.2 Traditional manufacturing process
2 展开毛坯的确定方法
2.1 展开半径的计算
等径锥面曲线的展开公式为:

通过公式(1)和(2)能够分别计算出R772.4mm及R882.9mm的展开半径R展开及展开向心角θ展开。这样就确定了零件中不同半径曲面的展开尺寸。但这个展开尺寸仅是零件的部分展开尺寸,或者说是分段的、不连续的展开尺寸。如何将这些分段的尺寸正确地组合成完整的毛坯是精确展开的关键。
2.2 曲线相切展开
将零件等效成在中性层位置无厚度的曲面,那么构成这个曲面中的两条线如果在曲面上相切,这个曲面展开后(不发生塑性变形的前提下),两条线仍然相切。基于此,将计算出的2种展开半径在同一直线上重合,中心距为R1展开-R2展开,各自以O1与O2作圆R1展开与R2展开,然后以重合线为起点,分别取角度θ1展开和θ2展开;这样一段展开线段确定,如图3(a)所示。其他展开线段以其中的一段展开半径为基准,方法与前述一致。展开的过程中应按原有的顺序连接,注意圆心的正确偏移,图3(b)中O3'和O3"因为圆心确定错误导致展开曲线相交,这样确定的曲线绕成环后将不在同一平面。因此需保证相邻展开曲线的圆心在同一基准直线上,避免出现展开曲线相交的情况。采用此方法不仅局限于2种相切锥面的展开,可以应用于多种半径相切平直母线的的锥面展开,见图4。
将得出的曲线偏移零件母线高度,并以相应切点和圆心连线,便得到展开料尺寸。然后将毛坯两端对焊,可得到变曲率的锥面环,如图5所示。
由于这种方法采用的是直接精确切割至零件尺寸,因此焊接后无需后续加工。属于近净制造方法,省去了成形、机加工序,可实现该型零件的快速、低成本制造。该方法能否达到预想的目的,下面进行试验验证。

图3 两种相切曲线的展开方法Fig.3 Spreading method of two tangent curves
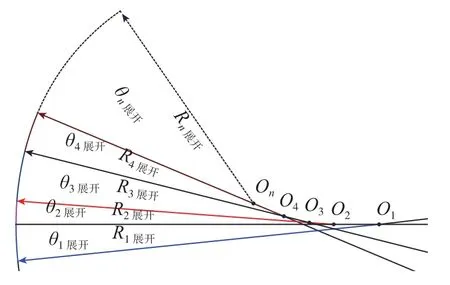
图4 多种直径的相切曲线展开Fig.4 Spreading of variable tangent curves
3 试验验证
试验中采用三坐标高压水切割设备对TC2钛合金板材进行切割,高压水切割设备型号为SQ3018,设备加工精度为±0.1mm(材料厚度≤2mm),切割速度3mm/s。由于板材尺寸为δ1.2mm×2000mm×1000mm,而展开料总长超过5000mm,因此将展开料尺寸分3段切割,为减小变形量,更准确地验证展开料尺寸,应采用变形量小的焊接方式。文献[6-10]中阐述了钛合金薄板采用激光焊可以较好地控制变形。因此,展开料的拼焊采用激光焊接。激光焊设备型号为JKH5106-4000,功率为1200W,焊接速度为600mm/min,氩气流量为10L/min。
焊后试件如图6所示,试验中焊接了4个异形环,采用型面检具检验试件的周长L(内部),万能角度尺测量试件锥角θ,高度尺测量试件高度H,检测结果见表1。
从4个试件的检验结果上看,试件的展开长度、锥角及高度均满足设计值。其中展开长度与理论值偏差≤0.5mm,锥角与理论值偏差≤18°,高度与理论值偏差≤0.1mm。
采用此快速制造工艺后,原有的焊接、成形、机械加工制造工艺的整个周期为21天,现有工艺的周期仅为5天。减少到原来的25%。此外,研制成本也大大减少,仅为原来的20%。取得了良好的技术和经济效益。改进前后的制造周期对比见图7。
该工艺也不仅仅局限于钛合金,也可以应用于其他材料。主要针对薄板、大直径环平直母线环类件,对于厚度在2mm以下,最小曲率半径与厚度比在300以上的平直母线环均可采用此种工艺。但对于厚板、小直径环的零件,由于材料刚性强,在装配或使用时会产生局部应力集中,因此不宜使用。

图5 改进后的制造流程Fig.5 Improved manufacturing process

表1 异型环的外型尺寸

图6 拼焊后异型环Fig.6 Abnormity ring after welding

图7 传统及现有详细制造流程对比Fig.7 Comparison of traditional and existing complete manufacturing processes
4 结论
(1)采用精确展开计算,直接裁切拼焊的方法制造的异型环周向、锥角、高度等主要尺寸精度均满足设计及装配要求,而且减少了成形工序、节省了大量的工装及设备使用费用,显著提高了零件研制周期,表明该方法是加工TC2薄壁钣金异型环的优异制造工艺。
(2)该方法也适用于其他金属材料的薄壁钣金异型环制造,使用时建议壁厚小于2mm、最小曲率半径与壁厚比在300以上为宜。
参 考 文 献
[1]曾元松.航空钣金成形技术[M].北京:航空工业出版社,2014:404-406.
ZENG Yuansong.Aeronautical sheet metal forming technology[M].Beijing: Aviation Industry Press,2014:404-406.
[2]姚少非,谢兰生,郭刚.TC4 钛合金筒形件热校形工艺研究[J].中国制造业信息化,2012,41(11):72-75.
YAO Shaofei,XIE Lansheng,GUO Gang.Research on hot sizing technology of TC4 titanium alloy cylindrical workpiece[J].Manufacture Information Engineering of China, 2012,41(11):72-75.
[3]陈荣平,黄瑞,王勇超,等.大直径钛合金薄壁筒形件制造工艺研究 [J].航空制造技术, 2013(16):100-102.
CHEN Rongping,HUANG Rui,WANG Yongchao,et al.Research on manufacturing process of large diameter titanium alloy thin walled tube[J].Aeronautical Manufacturing Teahnology,2013(16):100-102.
[4]周兆锋,董小飞,祝小军,等.TC4钛合金环热应力校形的实验研究[J].机械设计与制造, 2010(12):71-73.
ZHOU Zhaofeng,DONG Xiaofei,ZHU Xiaojun,et al.Hot sizing experiment study of titanium alloy ring[J].Machinery Design &Manufacture,2010(12):71-73.
[5]郎利辉,王永铭,段新民,等.复杂薄壁微小截面环形件的充液成形技术研究[J].锻压技术,2011(2):34-38.
LANG Lihui,WANG Yongming,DUAN Xinmin,et al.Research on multi-step hydroforming of complicated thin wall circular part with small section[J].Forging & Stamping Technology,2011(2):34-38.
[6]温鹏, 张旭东, 陈武柱,等.薄板激光焊时失稳变形及其控制 [J].焊接学报,2006(9):99-102.
WEN Peng,ZHANG Xudong,CHEN Wuzhu.Buckling distortion of laser welded thin plates and its control by dynamic cooling[J].Transactions of the China Welding Institution,2006(9):99-102.
[7]何小东,史交齐,冯耀荣.BT20钛合金激光焊接残余应力场及热处理研究[J].热加工工艺,2005(5):45-47.
HE Xiaodong,Shi Jiaoqi,Feng Yaorong.Study on residual stress field in laser beam welding joints of BT20 titanium alloy and its heat treatment[J].Hot Working Technology,2005(5):45-47.
[8]程东海,黄继华,林海凡,等.TC4钛合金激光拼焊接头显微组织及力学性能分析[J].焊接学报,2009(2):103-106.
CHENG Donghai,HUANG Jihua,LIN Haifan,et al.Microstructure and mechanical analysis of Ti-6Al-4V laser butt weld joint[J].Transactions of the China Welding Institution,2009(2):103-106.
[9]梁春雷,李晓延,巩水利,等.TC4 钛合金薄板激光焊接头疲劳性能研究 [J].材料工程,2006(4):48-51.
LIANG Chunlei,LI Xiaoyan,GONG Shuili,et al.Study on fatigue property of Laser welded joints of TC4 titanium alloy sheet[J].Journal of Materials Engineering,2006(4):48-51.
[10]张建,杨锐.激光焊接钛合金薄板时的功率控制[J].中国激光,2012(1):71-74.
ZHANG Jian,YANG Rui.Control of laser power during titanium alloy thin plate welding[J].Chinese Journal of Lasers,2012(1):71-74.
猜你喜欢
汽车工程(2021年12期)2021-03-08
航空发动机(2020年3期)2020-07-24
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
模具制造(2019年7期)2019-09-25
中国自行车(2018年8期)2018-09-26
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年3期)2017-06-23
滇池(2017年5期)2017-05-19
凿岩机械气动工具(2015年3期)2015-11-11
