
人机工程仿真技术在飞机零组件装配中的应用
2017-05-15 09:58
航空制造技术 2017年9期
(沈阳航空航天大学航空航天工程学部,沈阳 110136)
飞机零组件装配过程逐渐由传统的刚性工装装配产品向数字化、自动化的柔性工装装配产品过程转变。传统飞机零组件装配过程只考虑飞机装配工艺的可行性,通过对飞机零件本身的可装配性以及部装与总装装配协调性的装配方式来评价飞机零部件装配的可达性。飞机零组件装配过程离不开人员操作工装装配产品,在传统的刚性工装到数字化柔性工装装配产品渐变的过程中,飞机零组件装配很少考虑飞机零组件装配的操作者,而操作人员的舒适性及可达性与飞机零组件装配质量和企业效益密切相关。有许多飞机零组件装配工艺存在方案可行但实际上不可行的情况,原因就是没有考虑操作人员可达性,所占空间及工作的安全、健康与舒适的影响。对于飞机零组件装配而言,不管是采用传统的刚性工装装配还是数字化柔性工装装配,都要对飞机装配工艺性仔细考虑,而飞机零组件装配最终检测合格性评价也包含人员操作的因素。因此基于飞机零组件装配工艺,利用DELMIA人机仿真模块虚拟人体模型模拟操作人员真实操作状况,生成可视化工艺文件,帮助装配工艺员与工装设计员制定合理的装配工艺与工装设计,更好地优化装配工艺,提高飞机零组件装配效率具有重要意义。
1 基于DELMIA的人机仿真
DELMIA的Human模块由人机尺寸编辑、任务仿真、活动分析、模型建立、姿势分析等二次开发模块组成。人机工程学仿真包括操作可达性仿真、可视性仿真、工作空间分析仿真、拆装时间模拟计算仿真、作业姿态舒适性及安全性检测与仿真[1]。Human模块可以在虚拟环境里迅速建立人体原型,提供了5、50和95百分位的男女人体模型库、人体作业仿真模块、姿态分析模块、工效分析模块等,适用于对飞机零组件装配虚拟人体作业进行人机工程分析[2]。人机建模模块主要是依据模型创建工具栏建立人物模型,如图1所示。
在DELMIA人机模型中,人的视觉范围由人机工程学视觉范围所规定,人机工程学规定的角度对虚拟人体视觉范围进行调整,当视线中心与工作平面垂直时,人的最佳观察视野为垂直方向上水平视线以下15°~45°,水平方向上人的左右各25°,人机视觉调整范围如图2所示。
人的姿态可达性调整根据人机工程学规定可达性范围由Reach Envelope来分析给出[3],根据姿态调整的范围对人体的姿态进行设置,如图3所示。
另外可通过视觉窗口来模拟不同情况下人体模型的视觉范围以检测工人的视觉可达性是否满足要求[4],虚拟人体模型的视觉窗口如图4所示。
飞机零组件装配工艺人员可以根据装配工艺规范与现场操作要求,在人机仿真系统中进行人机交互的飞机零组件装配流程的选择与调整,人机仿真系统将装配工艺人员的工艺装配流程模拟显示出,同时进行相应的干涉等合理性检验,方便工艺员与工装设计人员审查装配的合理性、是否有利于人员的操作,以便对方案进行及时修改与优化。当飞机零组件装配工艺确定并生成可视化人机装配流程仿真视频时,装配操作人员可以直观感受到装配过程,以便用最佳姿态舒适地完成飞机零组件装配。
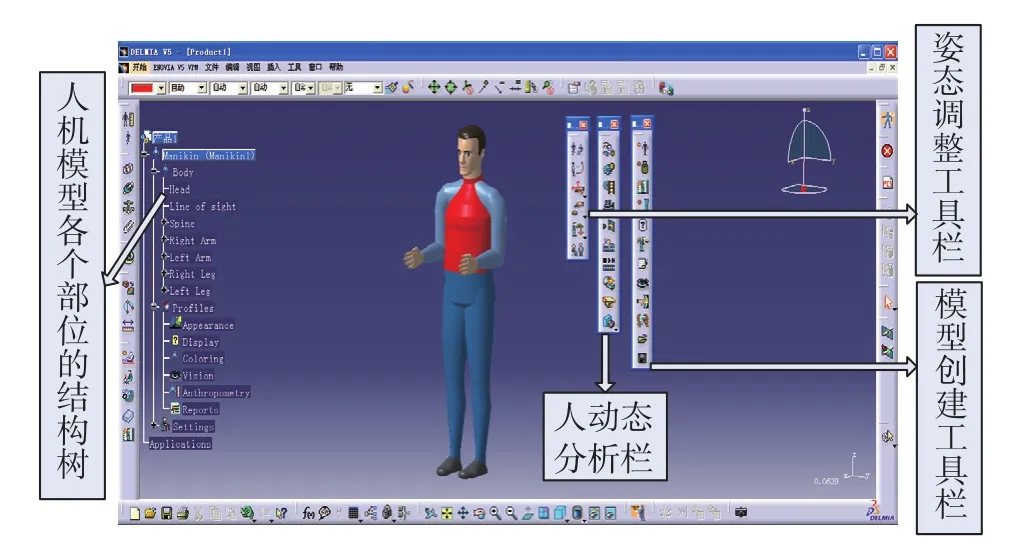
图1 人机模型创建界面Fig.1 Creaing interface of the man-machine model
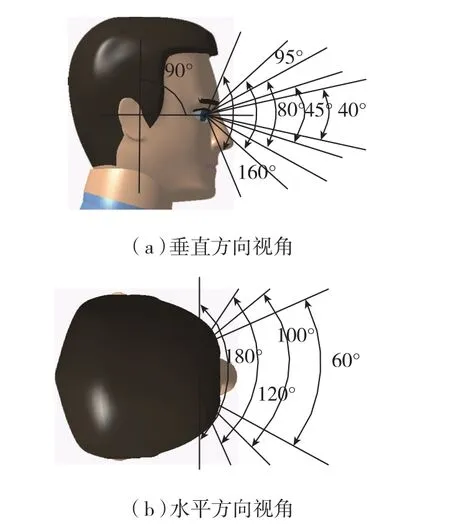
图2 人机视角调整角度Fig.2 Adjusting angle of man-machine angle
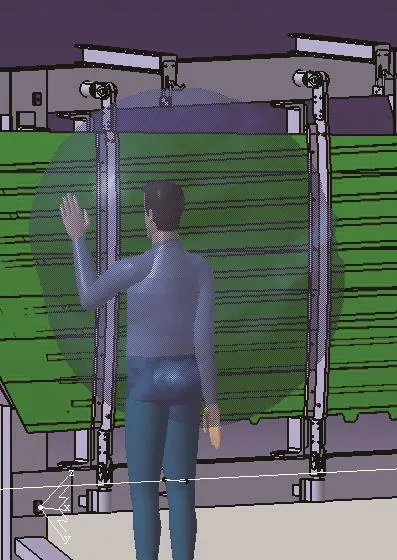
图3 虚拟人体模型的可达范围Fig.3 Reachable range of virtual human model

图4 人体模型视觉窗口Fig.4 Visual window of human model
2 人机仿真在飞机零组件刚性装配中的应用
传统的飞机零组件装配需要操作工人以手工操作完成,在零组件装配工艺和刚性工装结构设计环境中,人员动作过程对零组件装配及工装设计有很大影响,将标准人体的三维模型放入数字化零组件装配三维工艺设计方案中,可按装配工艺设计流程及AO大纲对执行装配的工人进行可视性、可达性、可操作性、舒适性以及安全性进行全方位的模拟仿真,从而改进零组件装配工艺以及刚性工装设计方案满足前期设计时的使用性、协调性、稳定性、经济性、安全性、先进性等设计原则[5]。现以某机型垂尾右壁板零组件装配工装的设计使用性为原则进行应用验证,以身高1755.8mm、手臂长601.5mm人员为仿真参与模型,详细阐述人机仿真技术在飞机零组件装配过程中具体应用。
(1)飞机零组件装配主要由工装装配完成,工装型架在数字化工装设计中满足飞机零组件装配要求具有重要作用。型架设计的好坏直接关系到工装零件制造准确度和协调性。飞机零组件装配型架设计基准选择包括型架安装调平,飞机坐标系下的基准孔球座以及零件安装重要坐标系的基准选择,在利用计算机辅助制造设计中还要考虑人的作用,如图5(a)所示。在满足垂尾壁板装配的同时,安装在工装型架上的卡板不仅要满足飞机零组件装配的合理性,还要满足人员在壁板装配允许范围内轻松地将卡板放起,便于人体姿势可达性。在安全性方面,卡板举起的位置标明相应的注意事项。壁板装配时,安装在工装型架底部的定位和夹紧件的设计要符合人体姿势范围内舒适性要求等。
(2)垂尾长桁与壁板装配时定位与夹紧件的设计在保证人员操作时,不发生干涉情况,垂尾壁板与长桁装配进行人机干涉检查如图5(b)所示。人员的身体或肢体能否方便操作长桁定位与夹紧器,操作空间大小能否与人肢体发生干涉,都可通过人机仿真进行碰撞干涉检查分析。如果发生碰撞可在满足装配工艺性,要求的情况下进行装配工艺流程或工装定位与夹紧器的重新设计。
(3)飞机垂尾壁板在型架中装配时,对人员操作的合理性和铆接装配的工作效率都有较高要求。壁板在铆接状态下人手可达性范围和舒适性,通常应使零组件装配操作人员在最有利的工作状态下进行工作,按人机工程的模型大部分制孔和其他作业的高度在1.1~1.4m范围内工作属于最佳姿势。因此,在飞机零组件装配中考虑人员进行制孔作业时的可达性与舒适性来选择是否需要配备有辅助设备(工作踏板、工作梯、托架、起吊装置等)及工艺流程改进方案参考。
(4)在飞机零组件装配工艺流程设计中,在刚性工装上,壁板完成装配后的出架方式较重要,出架方式的好坏直接影响型架结构的复杂程度与工艺流程设计的好坏。而不管在产品出架或上架的过程中,都要考虑人的可视化程度,如图5(c)所示。壁板在出架过程中,人员的可视化范围可以仿真观察出架时各个角落是否能看见,对可见视角按人机工程可视化范围进行设置。当在仿真状态下有看不见的角落或对产品有影响时,可对装配工艺流程进行修改、工装的布局重新设置或增加操作工装人员数量。
在完成某机型垂尾壁板装配工艺流程与人机仿真技术相结合的分析过程中,逐步形成人员对操作工装装配产品姿势的舒适性以及安全性的受力分析报告,并对部分位置碰撞干涉检查得出分析结果,最终完成工装的可行性设计[6]。
3 人机仿真在飞机零组件柔性装配中的应用
随着现代化工艺装备制造技术的发展,在飞机零组件装配中,柔性工装技术得到了快速发展,柔性工装一般具有柔性化、数字化、模块化和自动化的特点[7]。飞机零组件柔性工装装配技术是利用数字化技术形成一套先进的飞机装配新技术,也是数字化技术在飞机制造装配过程中更深层次的应用和延伸。使用柔性工装装配技术是基于标准专用刚性工装的协调与定位技术、自动化柔性制孔技术、数字化柔性检测技术、虚拟装配仿真技术、自动化随动定位控制技术等多种先进技术的综合集成工艺装备技术[8]。
3.1 人机仿真的影响
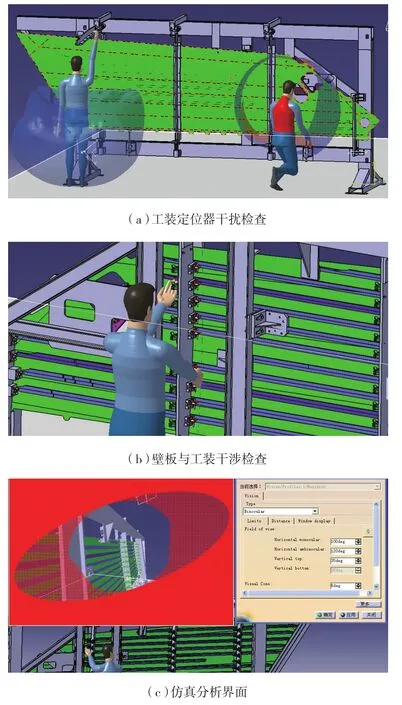
图5 某机型垂尾壁板工装人机仿真分析过程Fig 5 Man-machine simulation analysis process of a type of vertical tail wall plate tooling
在利用柔性工装装配产品工艺流程设计过程中,为满足产品装配过程的整个周期性和经济性,除了工装、型架的品种数量和自动化、数字化程度的影响,同时要考虑人机工程的影响,如图6所示。纵横向分别代表柔性工装数字化程度和零组件装配准备费用与时间。在零组件柔性装配工艺流程设计时,考虑人机工程的影响最佳结合点在A点,没有考虑人机工程的影响最佳结合点偏后B点,因此为提高飞机零组件柔性装配数字化、自动化的程度,应充分结合人机工程的影响,从而减少工装的数量[6]。人机仿真技术在零组件柔性装配中的应用使得图6中的最佳结合点越来越向左移动。
3.2 人机仿真的考虑因素
飞机零组件的柔性装配需要操作人员来完成,因此在装配仿真过程中要按照工艺要求考虑工人操作过程中的可视性、可操作性、可达性、舒适性以及安全性,同时依据人体行为与装配工艺设计合理的零组件柔性装配仿真工艺流程[9]。图7所示为零组件柔性装配优化流程。
(1)零组件柔性装配定位技术。在零组件柔性装配定位时,不仅要考虑零组件本身结构的定位位置对飞机组件及部件柔性装配的影响,还要考虑飞机零组件在定位的同时,定位器位置保证人员工作时的可操作性及安全性,如面向自动钻铆机的飞机壁板柔性装配工装。
利用柔性工装与自动钻铆机组合使用情况下机身壁板柔性钻铆装配,当用激光跟踪仪调整自动钻铆机动态定位器到飞机壁板装配理论位置,要对飞机壁板与自动钻铆机柔性工装进行人工连接,此时不仅要考虑柔性工装本身结构刚度、对接位置的精度、壁板的可装配性,还要考虑壁板装配时操作人员对连接位置的可达性、飞机壁板柔性装配定位器与夹紧器结构开场性、人员作业时的舒适性、在多个人员同时作业时装配协调可视性。因此,零组件装配柔性定位技术要考虑人员的位置便于对装配流程确定的准确考虑。
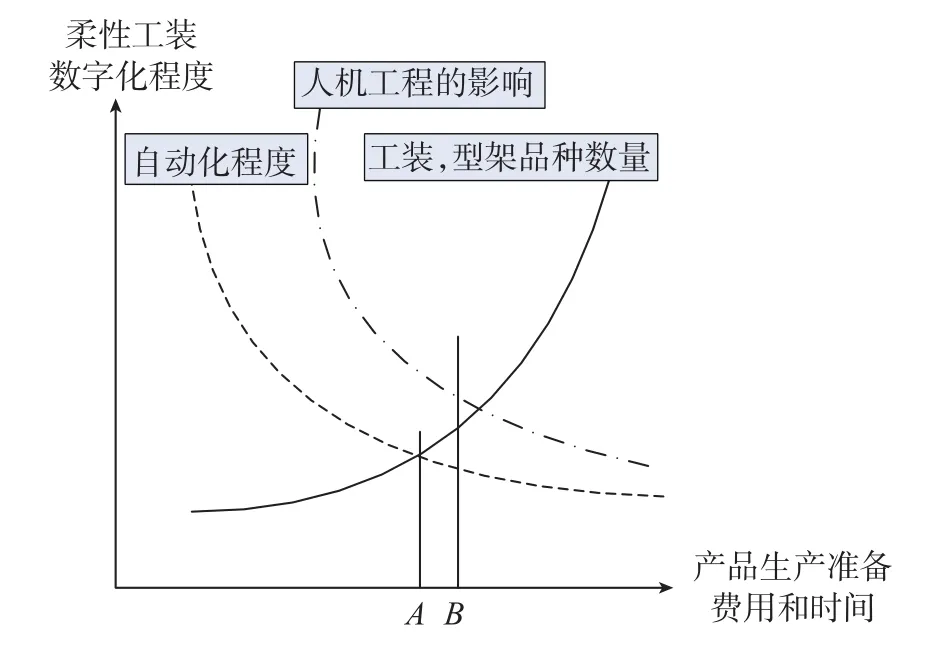
图6 柔性工装数字化程度对经济性影响Fig.6 Influence of flexible tooling digitalization on economy
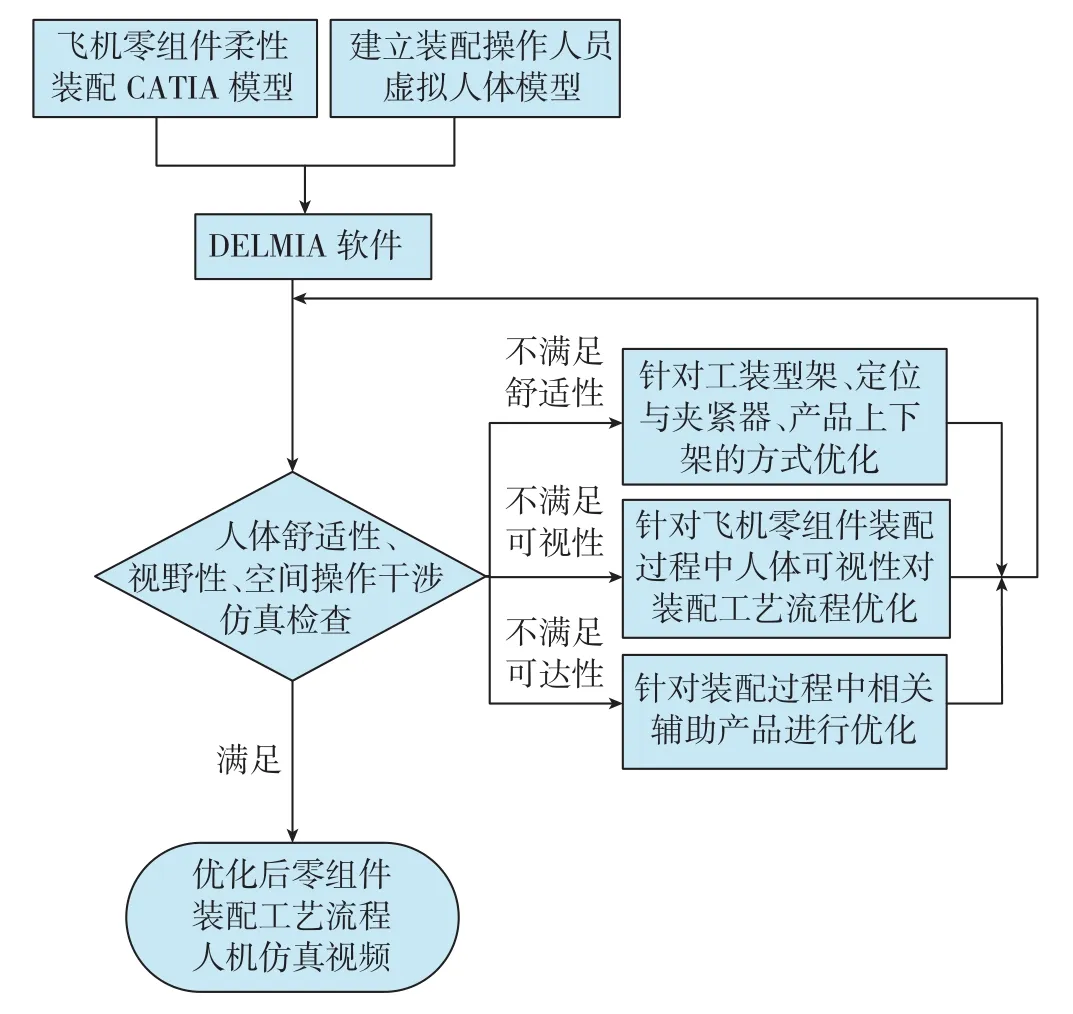
图7 零组件柔性装配优化流程Fig.7 Flow of component flexible assembly optimization
(2)零组件柔性装配自动化柔性制孔技术。飞机零组件精密制孔与铆接装配都配备有自动制孔与自动铆接设备,多数情况下为多自由度关节结构的机械壁机器人与全自动钻铆设备。机器人关节能够灵活地以多种姿态到达空间某一点[10],使机器人非常适用于具有复杂形面与干涉情况下飞机零组件装配的加工环境。在进行飞机零组件柔性装配工艺流程设计时,人的位置要保证与机器人的位置不发生干涉。在大型自动钻铆机设备操作时人的视觉所到达的范围及人活动观察位置,都要进行人机仿真前期观察确定,保证设备的正常运行。
(3)零组件数字化柔性检测技术。在零组件柔性装配时需要合理安排零组件装配自动测量与检测工艺流程,要求保证测量与检测在布局过程中要达到产品测量的最佳位置。布局测量设备的同时,人员是测量与检测设备运行的操作者,合理安排操作人员的位置对产品产生后期测量的影响较重要。同时,对于地面检测设备的布置要充分考虑人员的可达性和视觉的影响。
(4)零组件柔性装配虚拟仿真技术。零组件虚拟装配仿真技术是数字化柔性装配的关键技术之一,在DELMIA中工装是以使用资源的形式插入仿真界面中,以某机型垂尾方向舵柔性装配工艺流程仿真布局为例,如图8所示。
通常飞机零组件柔性装配可行性要进行仿真优化,对于柔性装配操作人员在虚拟装配仿真中较重要。人机的可达性检验、柔性装配位置的可见性检验、在大型飞机零组件柔性装配作业中空间的合理性与舒适度检验,可检查柔性装配作业空间是否符合人体作业需要,总体布局是否合理,装配操作是否舒适。对柔性装配仿真结果生成可视化的视频,为现场工人及工艺员提供零组件柔性装配操作培训,提高安全生产水平和意识。
(5)柔性装配计算机数字控制技术。数字化控制技术在零组件柔性装配中的应用主要是通过驱动柔性工装定位与夹紧器来实现,在定位与夹紧器运行时,运行的路径对产品装配过程中人员的影响较大。控制技术是由人工进行操作,柔性装配自动控制机构的运行范围要满足飞机零组件装配要求,同时要保证柔性装配过程中不会影响到人员的操作。通过人机仿真技术与柔性工装设计相结合的方式,改进了零组件装配工艺方案,加快新机型的研制进度。

图8 某机型垂尾方向舵柔性装配仿真布局Fig.8 Flexible assembly simulation layout of vertical tail
4 结束语
在飞机零组件装配中,零组件装配通过使用刚性工装装配与柔性工装装配进行必要的人机工程仿真分析,减少装配工艺更改与工装设计时间,避免出现装配工艺流程与工装设计不合理导致飞机产品装配人员无法作业的不足,及时发现装配问题并纠正装配过程中出现的设计错误,缩短装配周期并提高快速装配效率。相对刚性装配,在对柔性装配进行人机工程仿真时需要考虑到的不仅是装配人员与工装及装配流程,在对飞机零组件柔性装配进行人机工程仿真时,定位器的位置需要进行仿真以保证人员的可操作性,工人对柔性工装链接装置的可达性,以及工人与柔性装配中使用的机器人等辅助设备不发生干涉,定位器与夹紧器在运动过程中不与其他装置发生干涉且不影响工人的工作路径,同时需要考虑人与柔性设备中的计算机数字控制系统之间的仿真。在人与工装夹具发生干涉时,刚性装配需要采取的措施是对装配工艺或工装进行重新优化设计,而对于柔性装配而言,仅需对工艺进行改进。
通过DELMIA人机工程仿真功能在零组件装配中应用,虚拟计算出人的作业域,从而可以直观评估人机仿真在飞机装配工艺流程设计体系、对产品装配的合理性与操作人员的可达性,体现了基于DELMIA人机仿真技术在未来工装设计中有很大的应用前景。
参 考 文 献
[1]范玉青,梅中义,陶剑.大型飞机数字化制造工程[M].北京:航空工业出版社,2011.
FAN Yuqing,MEI Zhongyi,TAO Jian.Large aircraft digital manufacturing engineering[M].Beijing : Aviation Industry Press,2011.
[2]李冬屹,陈波.基于CATIA V5的钻机司钻控制房人机分析[J].石油机械,2008,36(4):58-61.
LI Dongyi,CHEN Bo.Analysis of drill the man-machine based on CATIA V5[J].Petroleum Machinery,2008,36(4):58-61.
[3]尹良.基于虚拟装配仿真的人机工效分析[D].武汉: 华中科技大学,2012.
YIN Liang.Ergonomics analysis based on virtual assembly simulation[D].Wuhan: Huazhong University of Science and Technology,2012.
[4]陈浩.产品设计中的计算机辅助人机工效学研究[J].信息与电脑(理论版),2011(8):134-135.
CHEN Hao.Study on computer aided ergonomics in product design[J].Information and Computer (Theory),2011(8):134-135.
[5]李景新,郑国磊.DELMIA 系统在飞机装配模拟中的应用研究[J].航空制造技术,2008(11):90-93.
LI Jingxin,ZHENG Guolei.Research on application of DELMIA system in aircraft assembly aimulation[J].Aviation Manufacturing Technology,2008(11):90-93.
[6]周凤.基于人机工程的产品可装配性评价技术研究[D].南京:南京航空航天大学,2011.
ZHOU Feng.Research on the technology of product assembly evaluation based on human machine engineering[D].Nanjing: Nanjing University of Aeronautics & Astronautics,2011.
[7]李晓枫,王仲奇, 康永刚.基于DELMIA的装配过程仿真及其在飞机数字化柔性工装设计中的应用[J].锻压装备与制造技术,2012(6):92-95.
LI Xiaofeng,WANG Zhongqi,KANG Yonggang.Assembly process simulation based on delmia and its application in aircraft digital flexible tooling design[J].Forging Equipment and Manufacturing Technology,2012(6):92-95.
[8]谭慧猛, 朱文华.DELMIA人机工程在支线飞机概念总装仿真中的应用[J].机械工程师,2009(2):89-90.
TANG Huimeng,ZHU Wenhua.Application of DELMIA man-machine engineering in the simulation of the concept of regional aircraft assembly[J].Mechanical Engineer,2009(2):89-90.
[9]佟立杰,刘春,郭希旺.DELMIA在某机尾椎装配仿真中的应用[J].沈阳航空工业学院学报,2009,8(4):11-14.
TONG Lijie,LIU Chun,GUO Xiwang.Application of DELMIA in the tail assembly simulation of vertebra[J].Journal of Shenyang Institute of Aeronautical Engineering,2009,8(4):11-14.
[10]陈萌,陈立平.基于人机工效学的人体建模和运动仿真[J].机械科学与技术,2001,20(4):597-602.
CHEN Meng,CHEN Liping.Human modeling and motion simulation based on ergonomics[J].Mechanical Science and Technology,2001,20(4):597-602.
猜你喜欢
青少年科技博览(中学版)(2022年6期)2022-08-31
南都周刊(2021年3期)2021-04-22
民用飞机设计与研究(2020年1期)2020-05-21
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
海外星云(2016年7期)2016-12-01
太空探索(2016年5期)2016-07-12
海峡科技与产业(2016年6期)2016-04-17
航空学报(2015年4期)2015-05-07
