
TC4-DT钛合金线性摩擦焊接头组织和力学性能分析
2017-05-14 02:34
航空制造技术 2017年22期
(中国航空制造技术研究院航空焊接与连接技术航空科技重点实验室,北京 100024)
TC4-DT钛合金是为了满足新一代飞机对长寿命、高损伤容限和良好耐久性的设计需求,在TC4钛合金基础上,通过成分设计优化、纯净化熔炼和β热加工工艺等途径,改善合金损伤容限性能,使其成为具有900MPa强度级别和高断裂韧性的损伤容限型两相钛合金[1]。TC4-DT钛合金的断裂韧性超过90(MPa·m1/2),性能与美国第四代战机F-22上用量最大的损伤容限型钛合金Ti-6Al-4V ELI相当,适合制造大型整体化框、梁和接头等航空构件,是未来飞行器主承力结构的重要选择材料之一[2-3]。航空器主承力结构具有尺寸大、结构复杂的特点,传统的铸造、锻造和机加手段难以直接制造此类结构。因此,亟须发展一种高效的焊接与连接技术,利用多个部分分体制造+整体焊接的手段,实现航空飞行器主承力结构的制造。
线性摩擦焊是近年来发展起来的一种新工艺,焊接过程中无须气体保护和真空条件,可实现大尺寸、大截面构件的焊接,并且接头的综合力学性能优良,能够满足高可靠性部件的使用要求[4]。在航空领域中,线性摩擦焊对大多数飞机结构材料具有良好的焊接适应性,尤其适用于承力构件所选用的高强度金属材料焊接过程[5]。
本文针对TC4-DT钛合金材料,开展其线性摩擦焊接头的组织分析和力学性能测试,为TC4-DT钛合金材料在飞机构件线性摩擦焊制造技术的应用中奠定技术基础。
1 试验方法
试验所用材料为TC-DT钛合金材料,其主要化学成分质量分数为:Al 5.6%~6.5%,V 3.4%~4.5%,其余为Ti;试件尺寸为130mm×20mm×75mm,焊接面积为1500mm2。在自行研制的线性摩擦焊设备上进行焊接,焊后进行接头的去应力退火处理,热处理温度为T=700℃,保温 3h。
采用光学显微镜JENAPHOT2000对母材及接头金相组织进行观察,并按照国家标准对TC4-DT母材和线性摩擦焊接头进行拉伸、冲击和低周疲劳性能试验,在Hitachi S-3400N扫描电镜下对性能断口进行观察。
2 结果与讨论
2.1 显微组织分析
图1为TC4-DT线性摩擦焊接试样,可以看出,焊接试样的飞边颜色呈现铁锈色,飞边从接头的四周挤出,沿着试件振动方向的飞边(纵向飞边)长度较长,且飞边呈现波纹状的纹理;垂直于振动方向的飞边(横向飞边)呈现更细微的纹理。
图2为TC4-DT钛合金线性摩擦焊接头的低倍组织形貌,可以看出,焊后两块试样的原始界面消失,接头分为3个明显区域:母材区(BM)、热力影响区(TMAZ)及焊缝区(WZ)。图3为TC4-DT线性摩擦焊接头各区域的显微组织。从图3(a)可以看出,TC4-DT钛合金母材的显微组织为片状组织,具有粗大的β晶粒和较完整的晶界α相。其中α相有两种形态,一种为等轴的初生α相,另一种为β晶粒内存在位向不同的α“集束”(片晶团),同一“集束”内有很多大致平行的α条,且α条也具有一定的长度[6]。TC4-DT的线性摩擦焊接头焊缝以及热力影响区非常狭窄,焊缝区为细小的层片状α相和一些弥散分布细小等轴α相以及残留的亚稳态β晶粒,其晶粒尺寸与热力影响区相比较小。摩擦焊接过程中界面温度超过基体材料的相变温度,焊缝组织发生相变再结晶。热力影响区晶粒严重拉长,拉长的方向沿着试样摩擦的方向,其组织由高度变形的晶粒组成[7]。

图1 焊接试样外形照片Fig.1 Figuration of a sample after welding
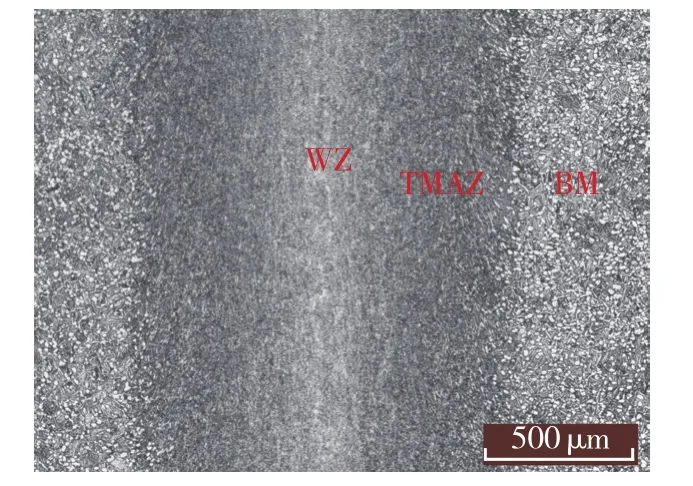
图2 TC4-DT线性摩擦焊接头显微组织Fig.2 Microstructure of the TC4-DT LFW joints
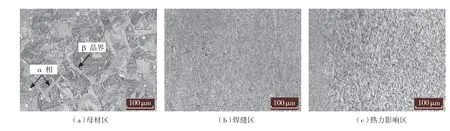
图3 TC4-DT线性摩擦焊接头各区域显微组织Fig.3 Regional microstructure of the TC4-DT LFW joints
2.2 力学性能测试结果
表1为TC4-DT母材和接头在室温、400℃高温拉伸测试结果。可以看出,TC4-DT钛合金线性摩擦焊接头的室温、高温抗拉强度和屈服强度略低于母材,抗拉强度达到母材的97%以上,延伸率与母材相当。高温拉伸试验时,TC4-DT母材和线性摩擦焊接头的拉伸强度和屈服强度较室温试验低,延伸率较室温试验高。
表2为TC4-DT母材和线性摩擦焊接头的低温(-70℃)和室温冲击性能测试结果。可以看出,在低温和室温条件下,TC4-DT线性摩擦焊接头各区域的冲击性能均达到母材水平,室温冲击性能高于低温冲击性能。
图4对比了TC4-DT母材和线性摩擦焊接头低周疲劳性能曲线,其中红色线为TC4-DT线性摩擦焊接头的低周疲劳曲线,黑色线为TC4-DT母材低周疲劳曲线。可以看出,两条曲线基本重合,表明TC4-DT线性摩擦焊接头的低周疲劳性能与母材相当。
2.3 试验断口分析
图5为TC4-DT线性摩擦焊接头的拉伸断口形貌,断裂位置为母材。从图5(a)、(c)中可以看出,在相同倍数下,随着试验温度的升高,断口横截面积减小。从图5(b)、(d)中可以看出,TC4-DT线性摩擦焊接头的拉伸断口含有大量的韧窝,断裂形式为韧性断裂。随着试验温度的升高,材料中的晶界和相界对位错的阻碍作用减弱,使得试样强度下降,延伸率上升,断口周围的颈缩现象更加明显。
图6为TC4-DT母材和线性摩擦焊接头冲击断口纤维区形貌。可以看出,在不同的试验温度条件下,母材和接头断口纤维区都可以观察到大量的韧窝存在,断裂方式为韧性断裂。-70℃试验条件下,断口韧窝尺寸与韧窝深度略小于23℃条件下的断口,且存在较多的撕裂棱,撕裂棱周围存在大量由细小韧窝构成的区域,说明在-70℃试验条件下,试样出现一定脆性。由于线性摩擦焊接头的焊缝区和热力影响区组织相对母材细小,在相同冲击试验温度条件下,焊缝区和热力影响区的韧窝形貌较母材细小[8]。

表1 拉伸性能测试结果
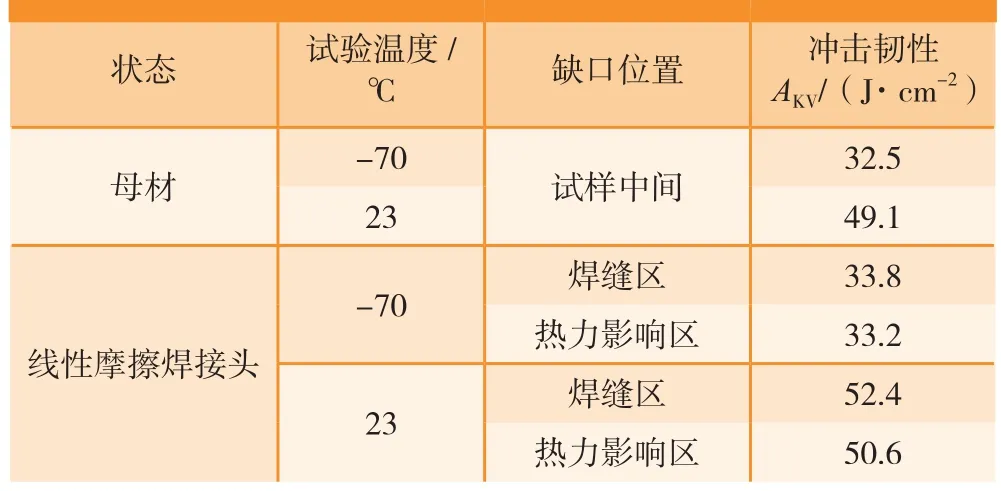
表2 冲击性能测试结果
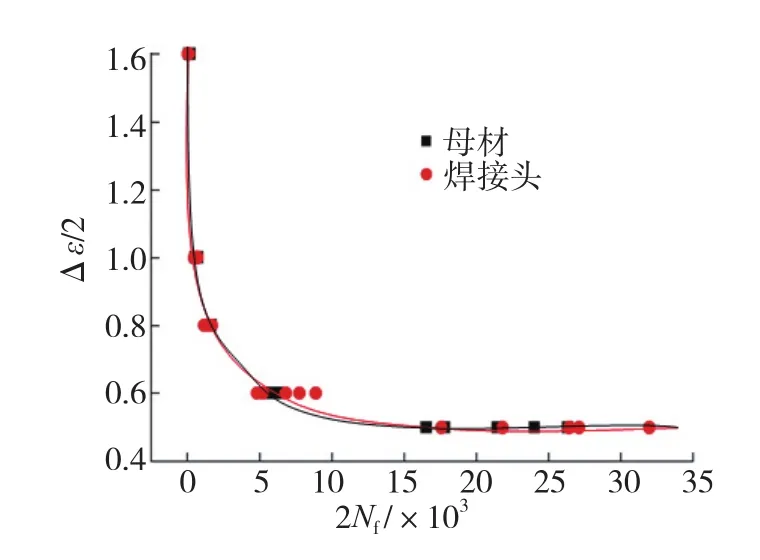
图4 TC4-DT母材和线性摩擦焊接头低周疲劳性能曲线(应变-循环周次)对比Fig.4 Comparison of the low-cycle fatigue curves(Δε/2-2Nf)for TC4-DT base metal and LFW joints
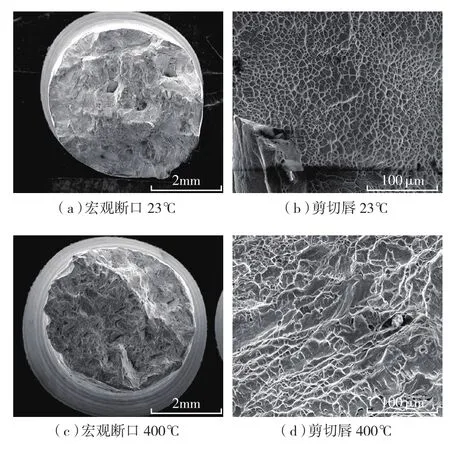
图5 TC4-DT线性摩擦焊接头拉伸断口形貌Fig.5 Fracture surface of the tensile samples for TC4-DT LFW joints

图6 TC4-DT母材和线性摩擦焊接头冲击断口形貌Fig.6 Fracture surface of the impact properties for TC4-DT alloy and LFW joints
图7为TC4-DT线性摩擦焊接头低周疲劳试样断口形貌,断裂位置为母材。图7(a)所示为低周疲劳断口的宏观形貌,从中可以分辨出疲劳裂纹扩展区和瞬断区;图7(b)所示为裂纹从试样的表面或近表面萌生,向试样中部扩展,扩展区较平整;图7(c)所示为裂纹扩展区断口的微观形貌,为典型的疲劳断口,断口中存在明显的细小疲劳条纹和二次裂纹[9];图7(d)所示为试样发生断裂时的剪切唇形貌,剪切唇存在着拉长韧窝和等轴韧窝两种形态,表明其受到了剪切力和拉伸力的交互作用[10]。
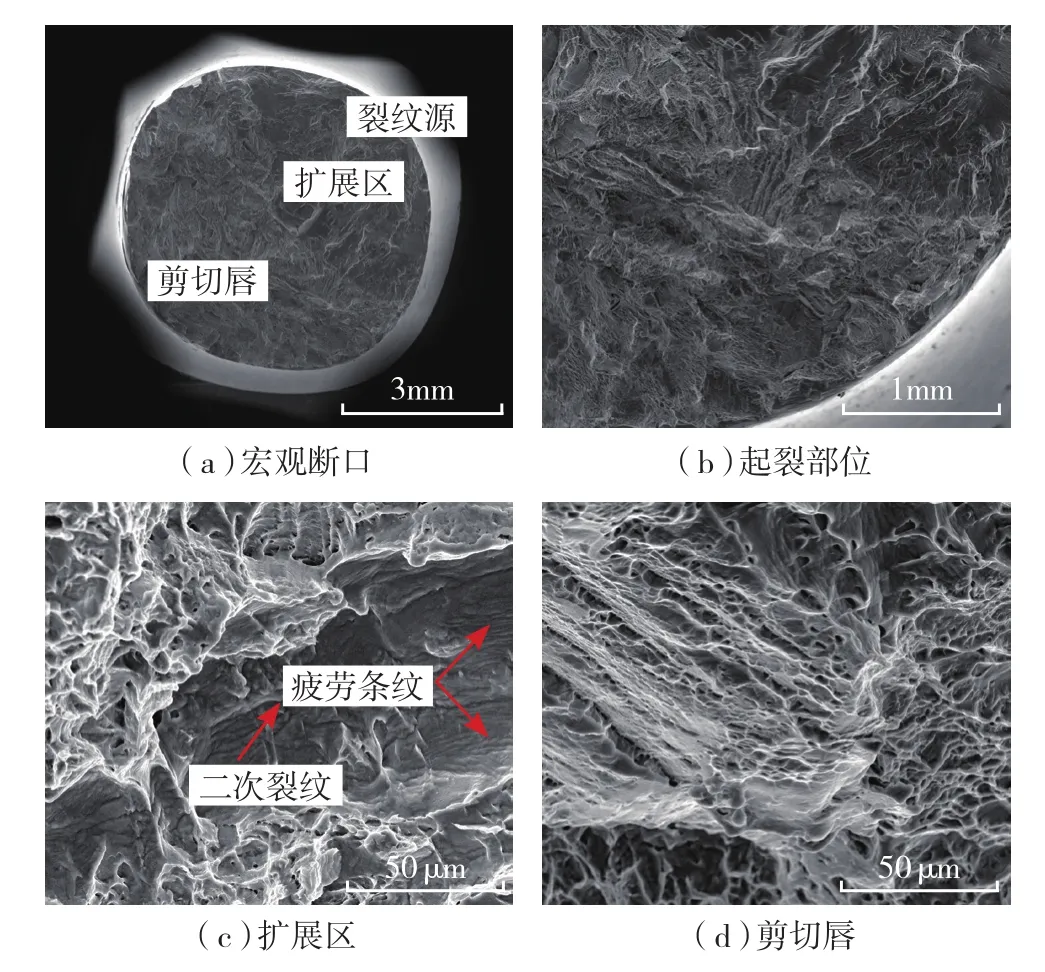
图7 TC4-DT线性摩擦接头低周疲劳试样断口Fig.7 Fracture surface of low-cycle fatigue for TC4-DT LFW joint
3 结论
(1)TC4-DT线性摩擦焊接头可明显观察到3个区域:母材区(BM)、热力影响区(TMAZ)和焊缝区(WZ)。母材区为粗大的β晶粒和片状α相,焊缝区为细小的层片状α相和一些弥散分布细小等轴α相以及残留的亚稳态β晶粒,热力影响区晶粒严重拉长。
(2)TC4-DT钛合金线性摩擦焊接头具有良好的综合力学性能,其室温和高温(400℃)抗拉强度达到母材的97%以上;在低温(-70℃)和室温条件下,TC4-DT线性摩擦焊接头冲击性能与母材相当;室温条件下接头的低周疲劳性能与母材相当。
(3)TC4-DT线性摩擦焊接头在拉伸试验、冲击试验和低周疲劳试验中均表现为韧性断裂。
[1]袁鸿, 余槐, 王金雪, 等. TC4-DT钛合金电子束焊接接头的损伤容限性能[J]. 材料工程, 2007(8): 17-19.
YUAN Hong, YU Huai, WANG Jinxue, et al. The damage tolerance properties of the EBW joint for TC4-DT titanium alloy[J]. Materials Engineering, 2007(8): 17-19.
[2]王新南, 朱知寿, 童路, 等.锻造工艺对TC4-DT和TC21损伤容限型钛合金疲劳裂纹扩展速率的影响[J]. 稀有金属快报,2008(7): 12-16.
WANG Xinnan, ZHU Zhishou, TONG Lu, et al. The influence of forging processing on fatigue crack propagation rate of damage-tolerant titanium alloy[J]. Rare Metal Letters, 2008(7): 12-16.
[3]《中国航空材料手册》编辑委员会. 中国航空材料手册. 第4卷. 钛合金、铜合金、粉末冶金及无机涂层材料[M]. 北京: 中国标准出版社, 2002.
Editorial Board of China Aviation Materials Handbook. China aviation materials handbook. Volume 4. Titanium alloy, copper alloy powder,metallurgical and inorganic coating materials[M]. Beijing: Standards Press of China, 2002.
[4]VAIRIS A, FROST M. Modelling the linear friction welding of titanium blocks[J]. Materials Science and Engineering: A, 2000, 292(1):8-17.
[5]刘颖,张田仓,张传臣. 热处理制度对TA15线性摩擦焊接头组织和性能的影响[J]. 航空制造技术, 2013(16): 85-86.
LIU Ying, ZHANG Tiancang, ZHANG Chuanchen. Effects of heattreatment on mechanical properties of TA15 linear friction welded joints[J].Aeronautical Manufacturing Technology, 2013(16): 85-86.
[6]周伟, 曲恒磊, 赵永庆, 等. TC4-DT合金不同热处理后的组织与性能[J]. 金属热处理,2006, 31(6): 56-57.
ZHOU Wei, QU Henglei, ZHAO Yongqing, et al. Microstructure and mechanical properties of TC4-DT alloy after different heat trentments[J].Heat Treatment of Metals, 2006, 31(6): 56-57.
[7]朱知寿, 马少俊, 王新南, 等. TC4-DT损伤容限型钛合金疲劳裂纹扩展特性的研究[J]. 钛工业进展, 2005, 22(6):10-13.
ZHU Zhishou, MA Shaojun, WANG Xinnan, et al. Study on fatigue crack propagation rate of TC4-DT damage tolerance titanium alloy[J].Titanium Industry Progress, 2005, 22(6): 10-13.
[8]马铁军, 张学军, 杨思乾, 等. TC4钛合金线性摩擦焊接头的冲击韧性及断口特征[J]. 航空材料学报, 2007, 27(6): 40-44.
MA Tiejun, ZHANG Xuejun, YANG Siqian, et al. Impact toughness and fracture characteristics of linear friction welded TC4 joint[J]. Journal of Aeronautical Materials, 2007, 27(6): 40-44.
[9]李辉, 赵永庆, 曲恒磊, 等. 损伤容限型TC4-DT合金疲劳裂纹扩展行为研究[J]. 稀有金属材料与工程, 2007, 36(6): 963-965.
LI Hui, ZHAO Yongqing, QU Henglei, et al. Fatigue crack growth behavior of TC4-DT alloy in damage tolerance type[J]. Rare Metal Materials and Engineering, 2007, 36(6): 963-965.
[10]WANJARA P, JAHAZI M. Linear friction welding of Ti-6Al-4V: processing, microstructure, and mechanical-property interrelationships[J]. Metallurgical and Materials Transactions A, 2005, 36(8):2149-2164.
猜你喜欢
机电元件(2022年6期)2023-01-18
环境技术(2022年3期)2022-07-21
宁夏电力(2022年1期)2022-04-29
航空发动机(2020年3期)2020-07-24
航空制造技术(2020年11期)2020-07-01
山东科学(2019年3期)2019-06-27
中国自行车(2018年8期)2018-09-26
中国特种设备安全(2018年2期)2018-03-14
制造技术与机床(2017年3期)2017-06-23
