TA15钛合金电子束焊缝形貌及其组织研究*
2017-05-12 11:35旷小聪卜文德付鹏飞王西昌柯黎明
航空制造技术 2017年5期
旷小聪,卜文德,付鹏飞,王西昌,柯黎明
(1.南昌航空大学轻合金加工科学与技术国防重点学科实验室,南昌 330063;2.中国航空制造技术研究院高能束流加工技术重点实验室,北京 100024)
随着我国航空航天工业的快速发展,钛合金的使用越来越广泛,已成为主要的的结构材料之一,钛合金在飞机以及发动机的使用量也成为衡量飞机先进性的重要标志之一。TA15作为一种常用的近α型中强钛合金,具有良好的焊接性和热稳定性,其名义成分为Ti-6.5Al-2Zr-1Mo-1V。由于TA15钛合金在400~500℃表现出良好的中高温强度,目前,TA15已经大量用于制造飞机和发动机的承力结构及一些工作温度较高、受力复杂的结构件中。
电子束焊接以其极高的能量密度[1-2],可以一次性焊透材料,极大地改善了焊接中的变形,对于中厚板的焊接具有独特的优势,并且电子束焊是在真空环境下进行,对于气孔敏感性较高的钛合金焊接具有良好的保护作用,能较好地保证焊接质量。因此,电子束焊接技术成为中厚板钛合金主要的焊接方法之一。
有关TA15焊缝形貌相关问题已经进行了一系列的研究,并取得一些成果[3-7]。如张庆云等[3-4]比较了“钉形”和“钟罩形”两种典型焊缝形貌的组织与性能,结果表明:“钉形”焊缝组织较细小,而“钟罩形”的接头性能更为均匀;张建伟等[6]研究了不同工艺参数对焊缝形状的影响,对焊缝形貌变化趋势进行了简单描述;赵明书等[7]研究了获得不同平行焊缝的调控方法。以上研究均是对接头横截面形貌简单叙述,并未结合焊缝宏观形貌,且对焊缝形貌的形成机理没有深入分析,对接头的组织也没有进行较为全面的分析。本文系统研究TA15钛合金电子束焊接接头横截面焊缝形貌与工艺参数的关系,结合焊缝宏观形貌,分析影响机理,对TA15接头组织进行研究,为今后钛合金的研究提供理论和数据基础。
1 试验及方法
试验采用20mm厚的TA15板材,状态为退火态,材料的化学成分如表1所示。试验前,使用肥皂水清洗母材,并放入丙酮中清洗,除去材料表面油污。试验采用焊接设备为KS15-PN150KM型中压电子束焊机。焊接试验中,保持加速电压为60kV,研究不同焊接工艺参数(电子束流、焊接速度、聚焦电流、扫描幅值)对焊缝成形的影响,试验主要工艺参数见表2。

表1 TA15钛合金的化学成分质量分数 %
焊后对焊缝成形形貌进行观察,并采用电火花线切割出试样,对试样进行打磨、抛光、腐蚀,腐蚀液所用配比为HF∶HNO3∶H2O=1∶3∶7,腐蚀时间为8s。采用4XB-TV型倒置金相显微镜观察腐蚀后的试样接头显微组织并量取其不同工艺参数下的焊缝形状参数。图1为焊缝形状参数的示意图,其中a表示焊缝宽度,b为熔深,c为半熔深熔宽。
2 试验结果及讨论
2.1 单一工艺参数对焊缝形貌的影响
(1)电子束流。
试验保持中压(60kV)不变,焊接速度600mm/min、聚焦电流520mA条件下,改变电子束流(65~95mA),焊后焊缝形貌如图2所示。从图2宏观形貌中可以看到,当电子束流大于85mA后出现“飞溅”现象,随着束流增大“飞溅”越多,且焊缝成形较差。这主要是由于束流增大导致线能量增大,熔化金属汽化迅速,且焊接速度不变,表面张力变小,导致产生“飞溅”。
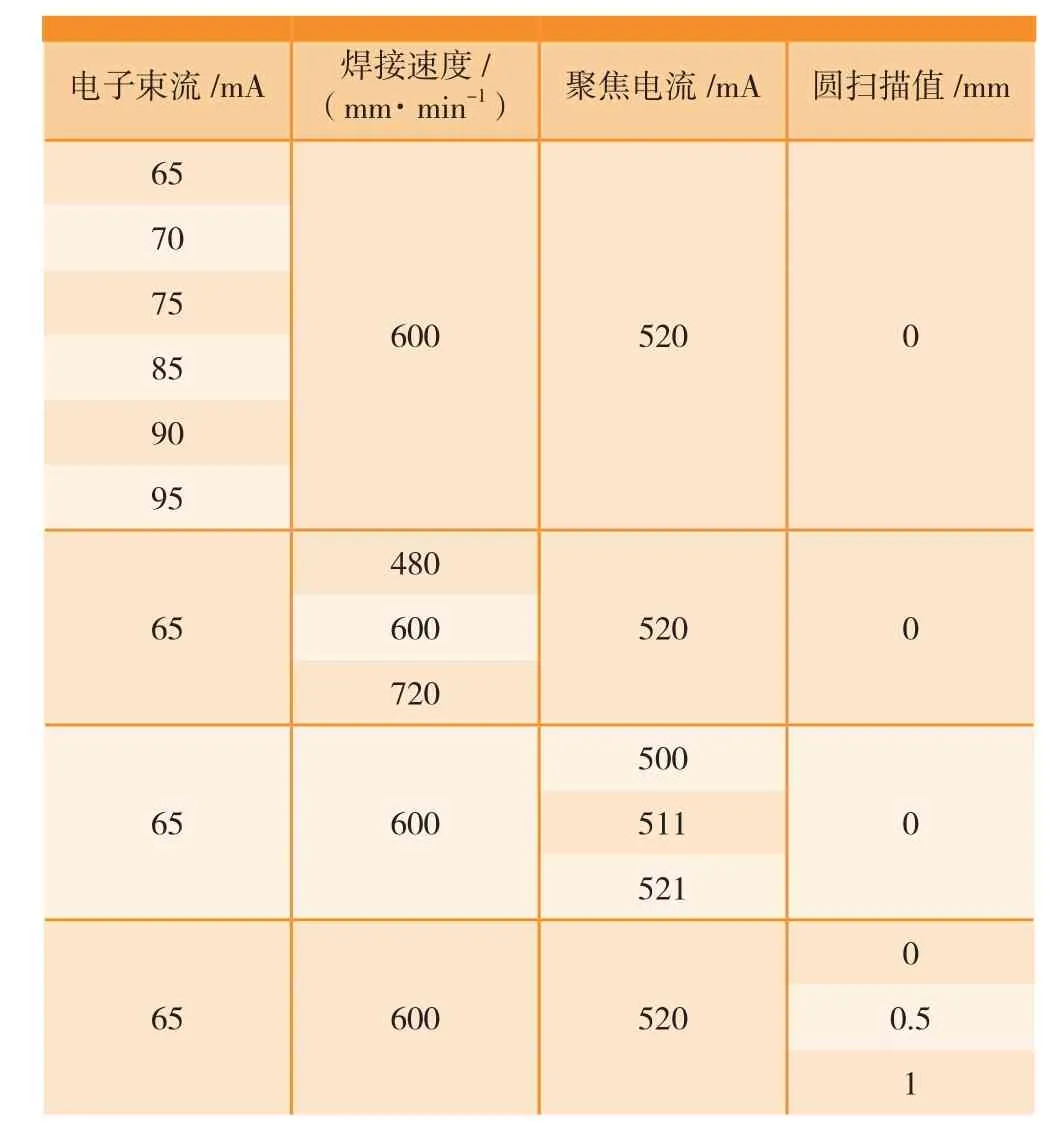
表2 试验过程的工艺参数
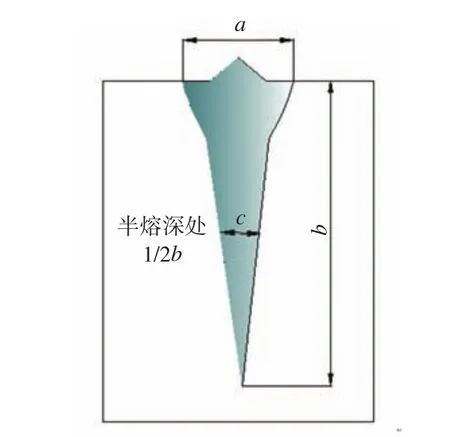
图1 焊缝形状参数示意图Fig.1 Schematic diagram of weld shape parameters
从图2焊缝横截面形貌中可以发现,改变电子束流可以改变焊缝形状。当电子束流为65mA时,焊缝形状为“钉形”,随着电流增大,焊缝中下部分宽度逐渐增大,当束流大于85mA,焊缝变成“钟罩形”(焊缝上中下宽度接近)。焊缝的形状参数见表3,电子束流增大,熔深、半熔深熔宽、焊缝宽度都增大。分析认为:这主要是因为电子束流增大,其他参数不变,线能量增大,增加了金属的汽化,有利于“小孔效应”作用,因此电子束可以轰击更深处的金属,导致熔深增大;束流增大,功率增大,使得半熔深熔宽和焊缝宽度增大。
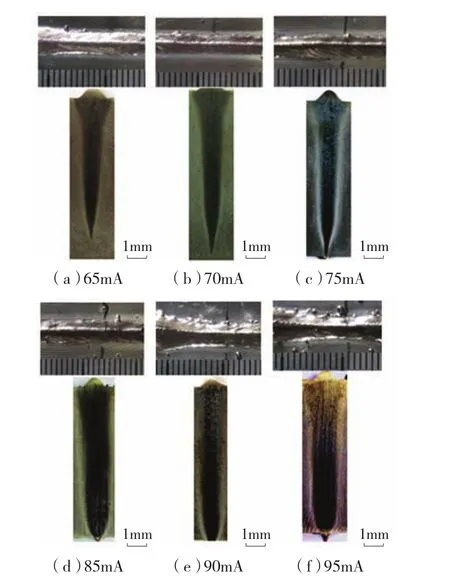
图2 不同电子束流下的焊缝形貌Fig.2 Morphology of weld under different electron beams
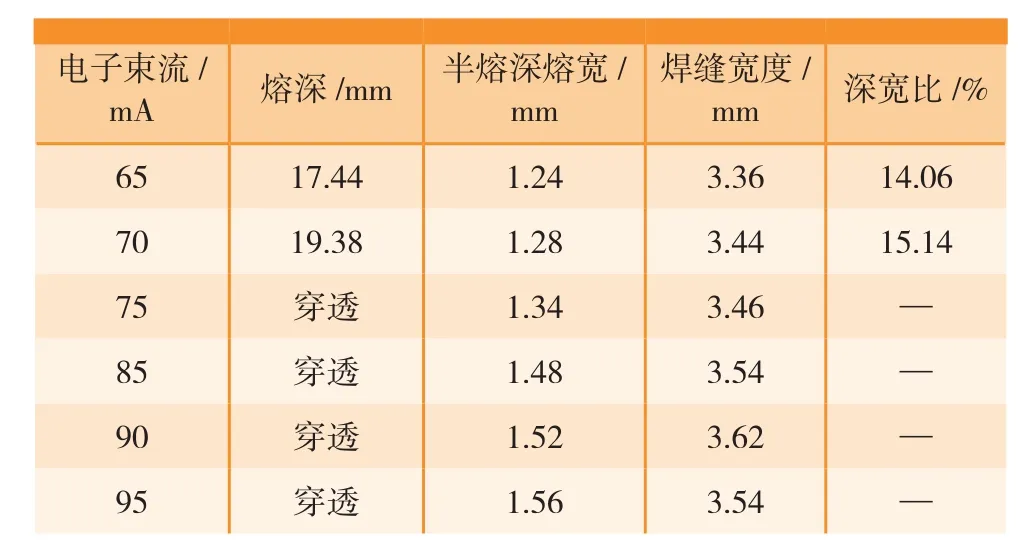
表3 不同电子束流下的焊缝形状参数
(2)焊接速度。
在保持加速电压(60kV),电子束流(65mA)和聚焦电流(520mA)不变,改变焊接速度(480~720mm/min),焊后焊缝形貌如图3所示。随着焊接速度的增大,焊缝宏观形貌中焊缝宽度逐渐变小,余高增大,焊接速度过快会引起“飞溅”现象,如图3(c)所示。
从图3焊缝横截面形貌中可以知道,焊接速度对焊缝形状影响不大。焊缝的形状参数如表4所示,增大焊接速度后,熔深、半熔深熔宽及焊缝宽度均减小,深宽比先增大后减小。分析认为:焊接速度增大会减少单位时间内的热输入量,因此熔深、半熔深熔宽及焊缝宽度均随着速度的增加而减小。
(3)聚焦电流。
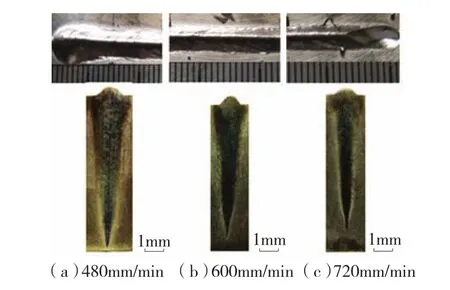
图3 不同焊接速度下的焊缝形貌Fig.3 Morphology of weld under different weld speeds
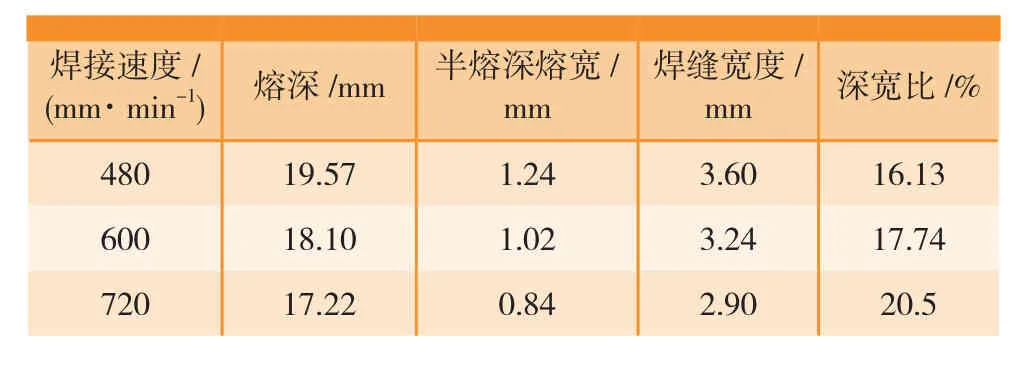
表4 不同焊接速度下的焊缝形状参数
焊接过程中,聚焦电流也是影响焊缝形貌的一个重要因素。图4是在加速电压(60kV)、电子束流(65mA)、焊接速度(600mm/min)不变条件下,改变聚焦电流(500~521mA)的焊缝形貌。随着聚焦电流增大,焊缝宏观形貌由“圆滑”的焊缝变成“鱼鳞纹”状,且逐渐产生飞溅现象。
在图4横截面形貌中,焊缝均为“钉形”,表5为焊后测得的焊缝形状参数。由图4和表5可以明显看出,随着聚焦电流的增大,熔深增大比较明显,而半熔深熔宽变化和焊缝宽度不明显,这说明聚焦电流对熔深的作用比半熔深熔宽要大。分析认为:这是因为聚焦电流增大,表面聚焦点位置不变,焊接时的工作距离大大减小,从而在相同功率下的电子束流冲击力增大,使得在熔深方向的作用力增大而造成的。
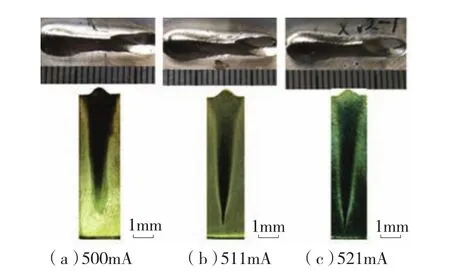
图4 不同聚焦电流下的焊缝形貌Fig.4 Morphology of weld under different focusing currents
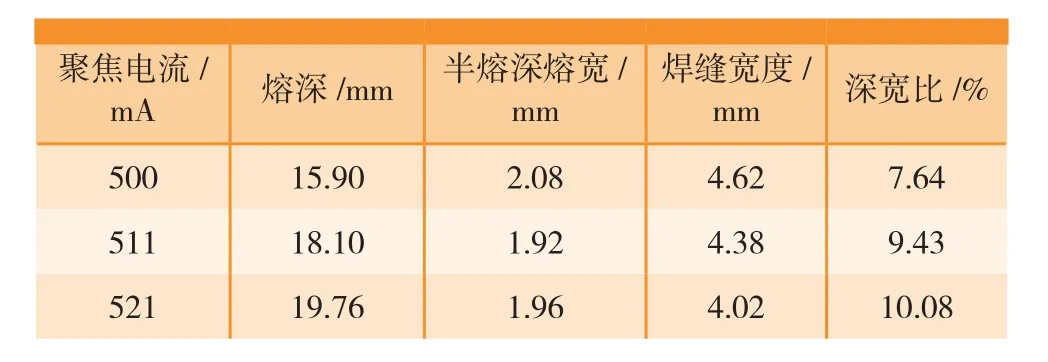
表5 不同聚焦电流下的焊缝形状参数
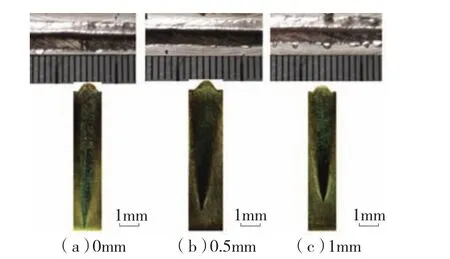
图5 不同扫描幅值下的焊缝形貌Fig.5 Morphology of the weld under different scanning amplitudes
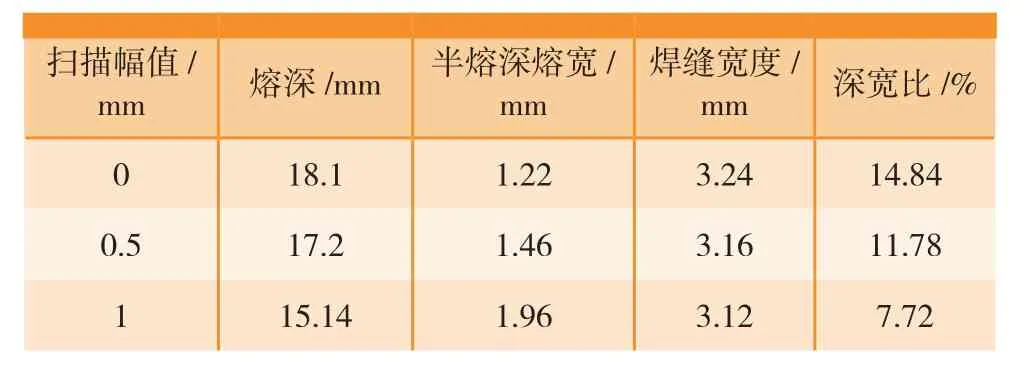
表6 不同扫描幅值下的焊缝形貌参数
(4)扫描幅值。
试验中采用圆扫描方式,保持加速电压(60kV)、电子束流(65mA)、聚焦电流(520mA)和焊接速度(600mm/min)不变,改变扫描幅值(0mm、0.5mm、1mm)焊接后的宏观形貌图如5所示。从图5可以看到,添加扫描后,出现焊缝熔化金属向焊缝两侧“溢出”现象,并且发现幅值越大,“溢出”现象越明显。这是因为添加圆扫描对熔池具有搅拌作用,在焊接速度不变的情况下,熔池产生振荡并向两侧溢出。
在图5横截面形貌中,焊缝形状由“细长”状随幅值的增大变成“短粗”状。具体的焊缝形状参数见表6,可以知道半熔深熔宽随着幅值的增大,增加较为明显。添加扫描已经成为增大焊缝半熔深熔宽的重要手段之一,在工程中运用比较广泛。
2.2 接头组织
试验所用的TA15母材组织主要由初生等轴状α相及转变β相组成,如图6所示,母材组织中初生α相分布较为密集。
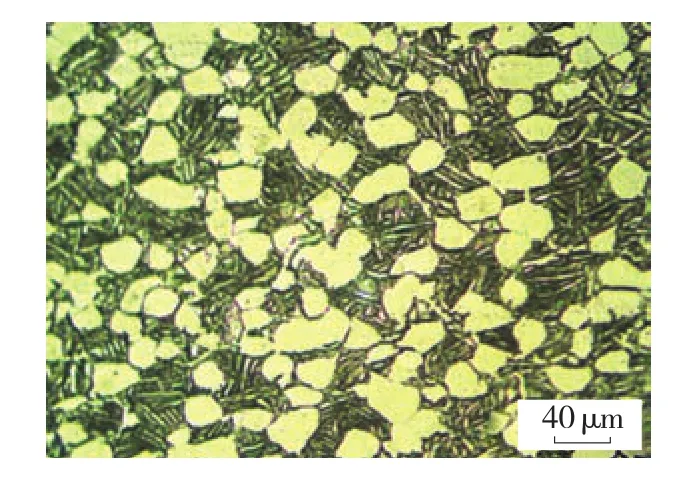
图6 TA15母材显微组织Fig.6 Microstructure of TA15 parent mental
热影响区的显微组织如图7所示,在图7(a)中焊缝熔合线清晰可见,发现从母材至焊缝,初生α相逐渐变少,且熔合线附近组织球化程度较高。靠近母材的热影响组织和母材组织相近,由等轴状α相及转变β相组成,并出现针状(α+β);距熔合线较近的热影响区,组织主要为α相和针状(α+β)相,且出现α'马氏体附着在等轴β晶粒上,如图7(b)所示。分析认为:在电子束焊接过程中,靠近母材的热影响区,受热影响较少,只有部分组织发生α→β相变,由于β相不稳定,在冷却速度慢的情况下,转变为针片状的α+β相[8-9],因此其组织为大量的初生α相+转变β相+少量针状(α+β);靠近熔合线的热影响区温度出现极热区域,发生大量相变,β受热长大并形成等轴晶,在快速冷却的过程中,β发生无扩散马氏体相变β→α',但等轴β相的晶粒外形保留下来,针状α'附着在其上。
电子焊熔合区显微组织如图8所示,在图8(a)可见粗大的柱状晶垂直于熔合线成对生长,并且在焊缝中心处形成单列或者多列等轴晶,与文献[10]研究结果类似。这主要是因为焊缝凝固过程中,通过联生结晶、外延生长形成柱状晶,晶粒择优生长,保持与散热最快(即与熔合线垂直方向)的方向一致持续生长至焊缝中心,由于在焊缝中心温度最高,过冷度较高,同时向两侧散热,柱状晶还未生长到中心,焊缝中心区域液态金属便开始形核并长大,形成单列或多列等轴晶。焊缝组织由针状α'相组成,在图8中,可以看到α'马氏体呈网篮状密集地分布在焊缝中,图8(b)为单侧向柱状晶内生长的α'马氏体,图8(c)为等轴晶内的网篮状α'马氏体。
3 结论
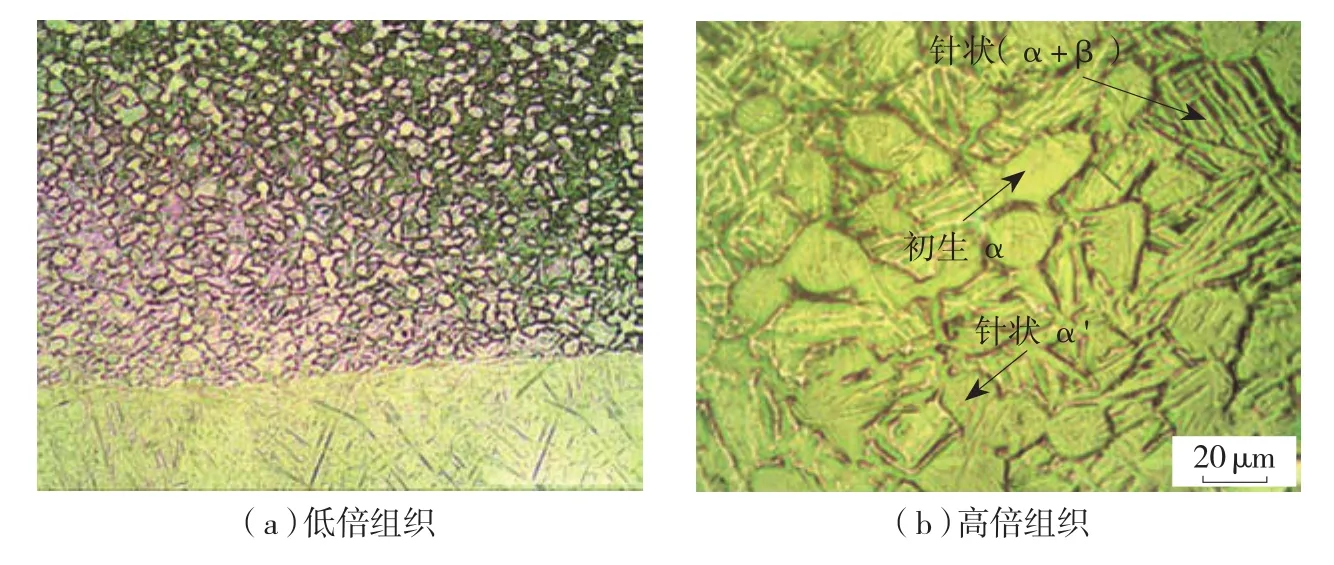
图7 热影响区显微组织Fig.7 Microstructure of heat affected zone
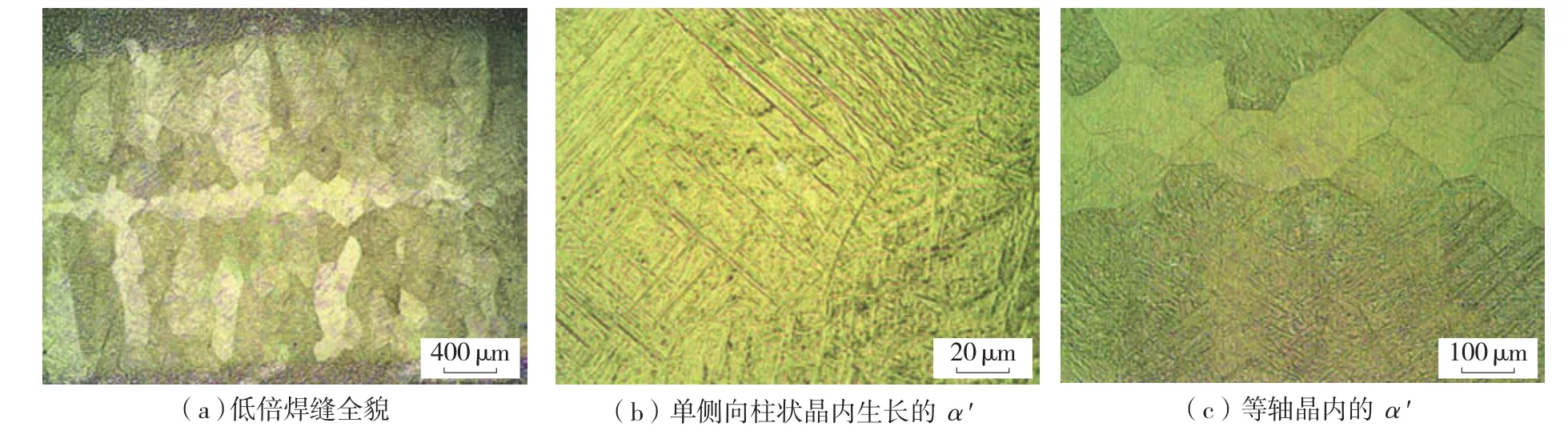
图8 接头显微组织Fig8 Microstructure of weld joint
(1)随着电流增大,焊缝形状由“钉形”逐渐被拉长,当束流大于85mA后焊缝形状变成“钟罩形”,熔深、半熔深熔宽、焊缝宽度都增大,电子束流过大时焊缝外观成形差,同时会产生飞溅。
(2)增大焊接速度,对焊缝形状影响不大,熔深、半熔深熔宽及焊缝宽度均减小,深宽比先增大后减小;焊缝表面形貌由“宽胖”逐渐变成“窄高”的焊缝。
(3)聚焦电流的增大对熔深作用较明显,半熔深熔宽及焊缝宽度变化不大;随着聚焦电流增大,焊缝表面形貌由“圆滑”的焊缝变成“鱼鳞纹”状。
(4)扫描幅值的增加使焊缝熔深减小,半熔深熔宽增大,出现焊缝熔化金属向焊缝两侧“溢出”现象,并且发现幅值越大,“溢出”现象越明显。
(5)焊接接头的母材主要由初生等轴状α相及转变β相组成;靠近母材的热影响区组织与母材组织相近,并出现针状(α+β),靠近熔合线的组织由α相和针状(α+β)相构成,并出现α'马氏体;熔合区组织为α',熔合线周围柱状晶垂直于焊缝中心生长,并在焊缝中心形成单列或多列的等轴状晶。
[1]陈国庆, 张秉刚, 冯吉才,等. 电子束焊接在航空航天工业中的应用[J]. 航空制造技术, 2011(11):42-45.CHEN Guoqing, ZHANG Bingang, FENG Jicai, et al. Application of electron beam welding technology in aerospace industry[J]. Aeronautical Manufacturing Technology, 2011(11):42-45.
[2]刘金合.高能密度焊[M].西安:西北工业大学出版社,1995.LIU Jinhe. High energy density welding[M]. Xi’an: Northwestern Polytechnical University Press,1995.
[3]张庆云, 李晋炜, 陆业航, 等. TA15钛合金电子束焊平行焊缝形貌及显微组织研究 [J].航空制造技术,2011(16):105-110.ZHANG Qinyun,LI Jinwei,LU Yehang,et al. Research on morphology and microstructure of parallel welding seam of TA15 titanium alloy EB welding [J]. Aeronautical Manufacturing Technology, 2011(16):105-110.
[4]张庆云, 李晋炜, 陆业航,等. TA15钛合金电子束焊缝形貌及显微组织[J]. 理化检验:物理分册, 2012,48(1):11-14.ZHANG Qingyun,LI Jinwei,LU Yehang,et al. Welding shape and microstructure of TA15 titanium alloy welding joint welded by electron beam[J]. Physical and Chemical Examination: Physical Sciences,2012,48(1):11-14.
[5]刘昕, 唐振云. TA15钛合金电子束焊缝形状对疲劳性能的影响研究[J]. 航空制造技术, 2012(13):119-121.LIU Xin,TANG Zhenyun. Investigation of effect of weld shape on fatigue performance of TA15 electron beam welded joint[J]. Aeronautical Manufacturing Technology, 2012(13):119-121.
[6]张建伟, 毛智勇, 邢丽,等. TA15钛合金电子束焊接工艺参数对焊缝形状的影响[C]//中国机械工程学会. 中国机械工程学会焊接学会第十八次全国焊接学术会议论文集. 北京:中国机械工程学会, 2013.ZHANG Jianwei, MAO Zhiyong, XING Li, et al .Influence of welding parameters on weld shape of TA15 titanium alloy by electron beam welding[C]//China Mechanical Engineering Society. Proceedings of the eighteenth National Symposium on Welding Society of China Mechanical Engineering Society. Beijing: China Mechanical Engineering Society, 2013.
[7]赵明书, 郭福, 毛智勇,等. TA15钛合金电子束焊平行焊缝的获得方法[J]. 热加工工艺, 2009(2):105-107.ZHAO Mingshu, GUO Fu, MAO Zhiyong, et al. The method to obtain parallel TA15titanium alloy electron beam welding seam[J]. Hot Working Process, 2009(2):105-107.
[8]张旺峰, 王玉会, 李艳,等. TA15钛合金的相变、组织与拉伸性能[J]. 中国有色金属学报,2010,20(1):523-527.ZHANG Wangfeng, WANG Yuhui, LI Yan, et al. Phase transformation,microstructure and tensile properties of TA15 titanium alloy[J]. Chinese Journal of Nonferrous Metals, 2010,20(1):523-527.
[9]王锋. TA15合金热变形组织和性能研究[D].合肥:合肥工业大学,2008.WANG Feng. Microstructure and properties of hot deformation of TA15 alloy[D]. Hefei: Hefei Polytechnic University, 2008.
[10]赵明书. TA15钛合金电子束焊缝成分调控与接头力学性能研究[D].北京:北京工业大学, 2009.ZHAO Mingshu. Study on the composition regulation and mechanical properties of TA15 titanium alloy electron beam welding[D]. Beijing:Beijing University of Technology, 2009.
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
焊接(2020年9期)2020-12-28
航空制造技术(2020年11期)2020-07-01
制造技术与机床(2019年12期)2020-01-06
电子制作(2019年10期)2019-06-17
制造技术与机床(2018年11期)2018-11-23
中国特种设备安全(2018年2期)2018-03-14
制造技术与机床(2017年3期)2017-06-23
中国塑料(2016年7期)2016-04-16