新型定位抓纱手爪及控制方法的研究
2016-12-23 02:59:18王丽丽杨富宏曹晓燕刘艳明
制造业自动化 2016年7期
徐 慧,王丽丽,杨富宏,曹晓燕,刘艳明
(北京机械工业自动化研究所,北京 100120)
新型定位抓纱手爪及控制方法的研究
徐 慧,王丽丽,杨富宏,曹晓燕,刘艳明
(北京机械工业自动化研究所,北京 100120)
以具体项目为依托,主要介绍新型可定位抓纱手爪的研制,解决了丝卷二次定位,丝卷中心距调整等关键技术难点,解决了智能物流生产线丝卷上线的难题,并获批使用新型专利一项。
定位;变距
0 引言
目前中国是世界上主要的涤纶长丝生产国,“十二五”期间,我国化纤涤纶工业将进一步转变生产方式,逐步从劳动密集型向技术密集型转变,大量采用自动化、智能化的物流成套设备与系统,将会成为本行业企业的必然选择。
化纤生产智能物流系统取代了人工分级、拣选、包装等作业,实现丝卷从落筒、输送、储存、检验分类、包装到码垛的自动化。在此过程中,用工业机器人携带抓纱手爪,替代人工将丝卷从丝车上取下,放置到辊道线置纱盘上,并确保信息准确传递,是整个智能物流系统的关键步骤。
1 研究内容分析
本设备操作对象为丝卷,重量为5.5公斤(具体尺寸如图1所示),手爪需要将其从96锭纱车(具体尺寸如图3所示)取下,一次抓取6锭,放置到小托盘线体的置纱盘(具体尺寸如图2所示)上,并将每锭丝卷的产品信息,正确与置纱盘条码绑定,以支持生产线后续对丝卷的分拣处理。
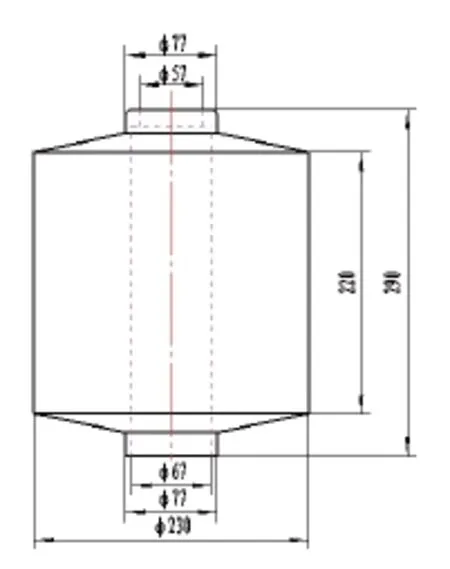
图1 丝卷图
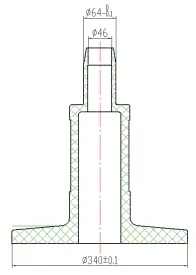
图2 置纱盘
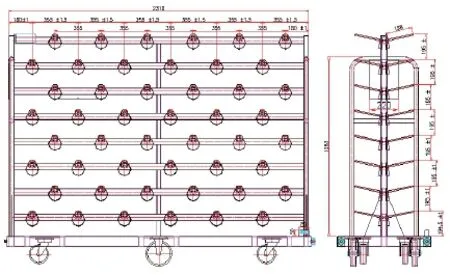
图3 纱车图
2 机械性能分析及研制难点
本系统研发的重点及难点在于,要对焊接纱车上放置的丝卷进行二次定位,以确保抓纱的可靠性;以及在满足定位功能后,如何协调定位、变距、抓取、放置功能部件的空间占用问题,换句话说,就是如何控制以上功能部件的协调动作。
2.1工作流程
根据生产要求,制定定位抓纱手爪工作流程如图4所示。

图4 工作流程图
2.2解决的技术难点和创新点
新型定位抓纱手爪的研制,首先要解决以下关键问题。
1)丝卷定位机构
本系统工作的一个关键步骤,是要将丝卷从纱车上抓取至机械手爪上,主要存在的问题是,纱车为焊接工艺,无法保证置纱杆之间的间距误差在毫米级,中心距的不规律,是造成丝卷抓取失败的主要原因。所以我们采用了定位装置,在抓纱前,用定位V型块先托住纱锭的纸管端头,对纱锭进行二次校正定位,然后再进行抓取,保证抓取成功率。由于抓取纱团后要进行中心距变化,为了不影响丝卷的运动,特别使用定位气缸,在定位时伸出,抓取后改变间距前收回定位V型块,满足丝卷间距改变时的空间要求。并增加导杆机构,左右两个小导杆是利用气缸前端的螺纹孔,安装与定位气缸输出轴平行的导向轴,起导向作用,一方面防止V型定位块转动,另一方面防止气缸轴侧向受力),结构图如图5所示。
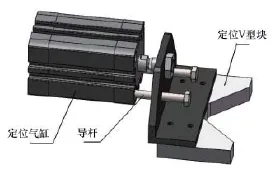
图5 纱锭定位装置示意图
2)变距机构
新型定位抓纱手爪从抓取到放置丝卷的过程中,需要先按照纱车上置纱杆的中心间距355mm进行抓取,然后改变丝卷间距,按照置纱盘中心间距340mm放置。并且,由于纱车的焊接偏差比较大,置纱盘在使用过程中也会有磨损,所以需要改变间距的装置具有一定的调节余量。经过三维仿真设计,研制出一种可调节定位拉杆机构,如图6所示,拉杆合拢时定位螺钉顶住拉杆挡块的A面,得到小的中心距340mm,拉杆拉开时,定位螺钉顶住拉杆挡块的B面,得到大的中心距355mm。同事用于定位的螺钉是可以微量调整距离的,做到柔性变距。

图6 拉杆定位示意图
由于同时要完成6个丝卷中心距的改变,将拉杆组合使用,得到图7中的全套定位拉杆机构。从而解决本系统中丝卷中心距变化的要求。

图7 全套拉杆定位装置示意图
3)抓纱上下伸缩机构
在解决丝卷定位和丝卷间距改变的问题后,我们还需要解决两个功能装置空间位置相互干涉的问题,抓纱气爪在抓纱前,需要退到丝卷位置以外,本设备采用上下运动气缸及导轨带动抓纱手指上行,让定位机构先进行定位,之后下运动气缸下行,抓纱手指进入纸管,抓取丝卷,随后,定位气缸退回,让出空间,允许变距机构完成变距动作。机构如图8所示。
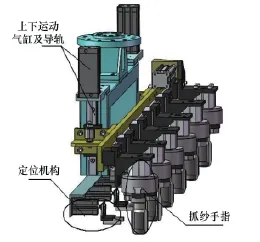
图8 上下伸缩机构示意图
3 设备详细结构及系统运行说明
3.1设备详细结构
主要技术难点解决后,研制出定位抓纱机械手爪具体结构如图9和图10所示。
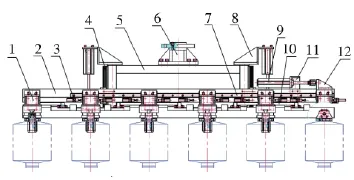
图9 定位抓纱变距机械手主视图
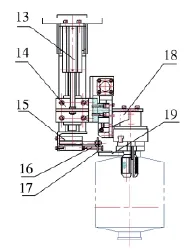
图10 定位抓纱变距机械手左视图
3.2系统运行控制说明
纱车经链式机,运行至抓纱工位,纱车定位气缸升起,挡住纱车,纱车端头接近开关有信号,代表纱车到位,定位准确后PLC给机器人信号,可以允许定位抓纱手爪抓取。
机器人带动手爪运动到抓纱位置,13上下运动气缸收回,通过14上下气缸推动支架带动2移动安装板使1抓纱手指气缸全部收到19V型定位块位置以上。(此时13上下运动气缸上升到位磁性开关信号为1,确保定位机构有动作空间,9横向伸缩气缸伸出,伸出磁性开关信号为1,确保抓纱手指间距与纱车丝卷中心距一致)。PLC给信号允许15定位气缸动作,气缸伸出到位后,磁性开关信号均为1,6个气缸如果有一个被干涉,没有到位,那么PLC报警提醒。
如果6个气缸同时到位,PLC执行下一个动作,由机器人带动手爪轻微抬起,由17纱团支撑架带着19V型定位块把纱车上的一排6个纱团端口微微抬起,达到自动对中、二次定位作用,让13上下运动气缸伸出,使1抓纱手指气缸认进纱团纸管中,如果6个气缸同时伸出到位,磁开同时有信号,如果有任何一个发生干涉,则13上下运动气缸无法到位,则系统报警提醒。
当1抓纱手指气缸运动到位后,PLC控制它打开,撑住纱团,然后15定位气缸收回,取消19V型定位块对纱团纸管的定位。由机器人带动这个手爪微微上抬,使丝卷离开置纱杆,并按照置纱杆的倾斜角度退出,之后按照程序规定路径,运动到放纱工位(此位置抓纱,有可能有空位置,没有纱锭,那么气缸到位的磁开有无信号均可继续动作,有信号代表有纱,无信号代表无纱)。
之后,9横向伸缩气缸收回,使1抓纱手指气缸间距合拢,符合辊道线体上小托盘上各丝卷间距(间距位置通过10挡钩调节)。当接到PLC允许放置纱团信号后,机器人带着定位抓纱变距手爪运动到小辊道线体放纱位置,将纱团对准置纱盘,缓慢下降,1抓纱手指气缸收回,纱团落到置纱盘上,放置完成后,机器人抬起到安全位置,给PLC信号,允许6个置纱盘放行。
随后,13上下运动气缸上升到位磁性开关有信号,9横向伸缩气缸伸出磁性开关有信号,开始下一个周期的抓取。小辊道线上6个空置纱盘继续运输过来到位。
与此同时,纱车上1~96个纱团相对应的信息,在每一次放置丝卷的时候,与辊道线上的置纱盘依次绑定,完成信息的下传。
4 结束语
本研究成果已成功申请实用新型专利一项。现场投入使用近10套,功能完全满足设计要求,为整个智能化物流系统在企业中的使用奠定了坚实的基础。
[1] 何鸿强,徐慧.新型气胀手爪的研制[J].制造业自动化,2012,34(16):149-151.
Research of new type position yarn gripper and control methods
XU Hui, WANG Li-li, YANG Fu-hong, CAO Xiao-yan, LIU Yan-ming
TP273
A
1009-0134(2016)07-0122-03
2016-05-06
徐慧(1981 -),女,山东人,工程师,硕士,主要从事机械卡具的研制工作。
猜你喜欢
青少年科技博览(中学版)(2023年1期)2023-03-17 00:44:38
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
装备制造技术(2021年1期)2021-05-21 07:55:14
模具制造(2019年4期)2019-06-24 03:36:42
电子制作(2018年24期)2019-01-03 02:30:30
荣誉杂志(2017年7期)2017-08-23 08:05:59
铁道机车车辆(2016年3期)2016-10-25 09:02:43
科技创新导报(2016年9期)2016-05-14 09:12:16
机械工程师(2014年12期)2014-12-23 06:44:04
振动、测试与诊断(2014年4期)2014-03-01 01:14:03