门座式起重机变幅机构螺母加工工艺的优化
2016-12-13 06:53黄奕东
装备制造技术 2016年10期
黄奕东
(广州文冲船厂有限责任公司,广东广州510725)
门座式起重机变幅机构螺母加工工艺的优化
黄奕东
(广州文冲船厂有限责任公司,广东广州510725)
以门座式起重机变幅机构的变幅螺杆螺母的加工工艺为主线,结合较大型门座式起重机变幅螺杆螺母的加工成本、技术特点,阐述了变幅螺杆螺母在制造加工或者修理中可采取的经济加工方式。
变幅机构;螺母;机械加工工艺
门座式起重机是港口及修造船厂常用的起重设备,变幅机构是其重要的组成部分。我司为某造船厂的32 t门座式起重机的变幅机构的修理工程,其中Φ300螺杆变幅螺杆副设计为双螺母驱动,螺母Ⅰ、螺母Ⅱ与钢套过盈配合连接[1]。由于此变幅机构的润滑油路发生堵塞现象,导致螺杆与钢套铜螺母发生润滑失油出现干磨现象,修理过程中需要更换铜套,而起重机的停车修理时间为18天,如何在短时间内加工钢套两端的螺母,是此次螺杆变幅机构修理的关键环节。
1 难点分析
原设计是螺母Ⅰ和螺母Ⅱ压入钢套(长度为1 546 mm)后,钢套的两端螺母的梯形牙Tr300×88(P44)为整体加工。此加工方式对设备要求是比较大的,必须能够用长刀杆一次车削1 546 mm的双螺母内牙,才能保证螺杆与钢套的装配要求。如图1所示。
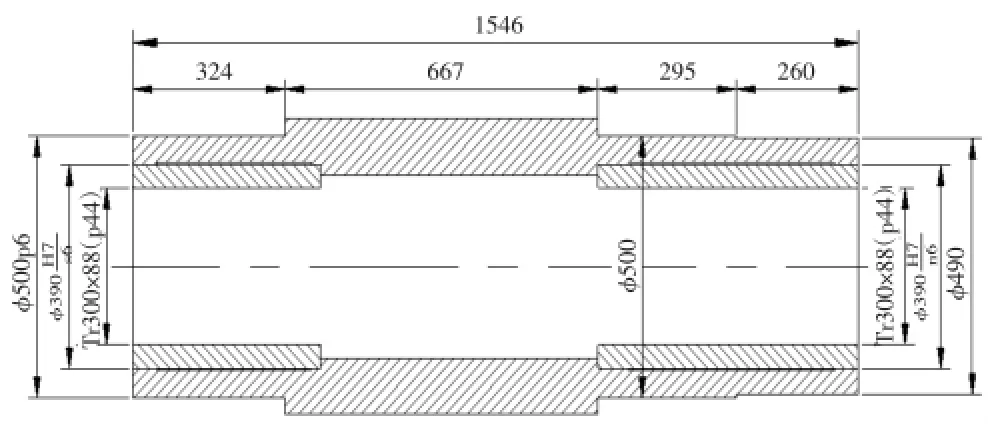
图1 螺母Ⅰ、螺母Ⅱ与钢套配合连接图
难点1:如果等整台变幅机构解体后,将钢套拆出,待测量钢套安装螺母孔位尺寸后,再加工螺母Ⅰ、Ⅱ并将其压入钢套,最后加工梯形牙,如此无法满足对方停车修理的周期要求。
难点2:整个钢套的长度为1 546 mm,目前我司的加工能力尚无法满足此长度的内牙,如果加工过程中,钢套分两次装夹,无法满足螺杆与钢套的装配要求,会出现两个铜螺母无法合扣。
周期短以及加工能力的限制情况下,如何加工Φ300螺杆变幅螺杆副是一个值得思考的工艺问题。
2 解决方法
如果能够单独加工螺母Ⅰ、螺母Ⅱ,并且可以满足装配要求而不出现螺杆与钢套不合扣的现象,那么就可以解决此次的工程的工艺难题。结合我司目前的车床是可以单独加工螺母Ⅰ、螺母Ⅱ,所以此次工艺研究的方向是如何使单独加工的两个螺母在装入钢套后可以保证两螺母的螺纹合扣要求。
对此,将32 t门座式起重机的变幅机构钢套螺母Ⅱ作少许改动(见图2),将其一端做成法兰形式,与钢套端面用8.8级内六角圆柱头螺钉6支M24× 90,6支φ24×80定位销固定连接,并且将螺母Ⅱ与螺杆的装配关系由原来的过盈配合改为过渡配合[2]。而螺母Ⅰ保持原来与钢套的过盈配合关系,如此可以对螺母Ⅰ、螺母Ⅱ先加工内牙,后将螺母Ⅰ装入钢套,过盈配合的装配工艺此次就不展开阐述,然后固定钢套,旋入螺杆,根据螺杆来调整螺母Ⅱ的位置。

图2 螺母Ⅱ修改后加工图
其原理为先固定螺母Ⅰ,后旋入螺杆,根据螺杆调整螺母Ⅱ的位置,此时螺母Ⅱ与螺杆的装配关系为过渡配合,所以在安装过程中,螺母Ⅱ的位置是可调的。以螺杆的螺纹为校正基准,调整螺母Ⅱ的轴向位置,最后通过销来固定螺母Ⅱ.
这样就无需拆除钢套后,再根据钢套螺母的孔位尺寸后最后去加工螺母,可以节省约10天的周期。变幅机构修理完成后,通过了整机试验,实践证明此加工工艺是符合要求的。如图3所示。

图3 螺母Ⅱ装配实图
3 结束语
通过此次项目,结合门座机螺杆机构螺母的技术特点以及我司设备加工能力的情况,通过改进工艺措施,即满足了对方的周期要求,又满足了钢套双螺母螺纹与螺杆螺纹的合扣要求。此次改进措施为后续的变幅机构螺母的加工提供另一种工艺方式的参考,使我司在门座机的制造及修理又累积了宝贵经验。
[1]CB/T8504-2011,船厂门座起重机技术规范[S].
[2]王文斌.机械设计手册[M].北京:机械工业出版社,2004.
Portal Crane Luffing Mechanism Nut Processing Technology Optimization
HUANG Yi-dong
(Guangzhou Wenchong Shipyard Co.,Ltd.,Guangzhou Guangdong 510725,China)
This thesis focuses on the processing technology of luffing screw nut in portal crane luffing mechanism,combining with the processing costs and technical characteristics of luffing screw nut of large portal cranes,to describe the economic processing methods which can be adopted when the luffing screw nut being manufactured or repaired.
luffing mechanism;nuts;machining processes
TH213
A
1672-545X(2016)10-0208-02
2016-07-13
黄奕东(1988-),男,广东揭东人,本科,助理工程师,工艺员,研究方向为机械加工。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
机械工程师(2022年1期)2022-01-22
农业装备与车辆工程(2021年10期)2021-11-03
农业装备与车辆工程(2021年2期)2021-02-27
汽车零部件(2020年8期)2020-11-22
北京航空航天大学学报(2019年8期)2019-09-10
凿岩机械气动工具(2017年2期)2017-07-19
影视圈(2017年3期)2017-07-01
中国塑料(2015年7期)2015-10-14
中国塑料(2014年1期)2014-10-17