螺柱焊旋弧磁场仿真
2016-12-12 02:42:30冯陆洋朱孝祥白立来
电焊机 2016年11期
冯陆洋,刘 嘉,朱孝祥,白立来
(北京工业大学机械工程与应用电子技术学院,北京100124)
螺柱焊旋弧磁场仿真
冯陆洋,刘 嘉,朱孝祥,白立来
(北京工业大学机械工程与应用电子技术学院,北京100124)
利用电磁仿真软件Maxwell对螺柱焊的径向对称旋弧磁场的影响因素进行研究。结果表明:有无磁心、有无外壳、磁心高度、磁心直径以及外壳上延伸与磁心之间的较小间隙,都会对电弧区磁场产生明显影响,而螺线管直径大小对磁场影响较小;磁心高度越小、磁心直径越大或外壳上下延伸间隙越小,磁场越大。并以此来指导旋弧磁场装置的结构设计和材料选择,设计出一种磁场转化效率较高的螺母焊接磁控旋弧装置。
螺柱焊;旋弧磁场;径向对称
0前言
螺柱焊是用螺柱(或类似构件)和焊件表面之间引燃的电弧加热并熔化结合部位,然后快速挤压在一起形成焊接接头的一种电弧焊接方法。螺柱焊在焊接螺母、空心螺柱或大直径螺柱时,常施加旋弧磁场,使电弧沿焊接端面旋转,实现焊接端面受热熔化均匀[1-2]。旋弧磁场有径向对称磁场,螺线管端部的磁场是从中心向圆周发射出的径向对称磁场[3],径向对称磁场受旋弧装置导磁结构部分的影响很大,受螺线管电流和旋弧装置体积的限制,提高径向对称磁场的转化效率尤为重要。本研究利用电磁场仿真软件Maxwell,研究螺柱焊旋弧磁场装置对螺线管端部径向对称磁场的影响规律,用于指导旋弧磁场装置的设计,从而设计出磁场转化效率较高的螺母焊接旋弧磁场装置。
1旋弧磁场原理与模型
假设螺母焊接时在如图1所示的位置起弧,z为纵向,r为径向,电弧电流为I,方向竖直向上;电弧区磁场B可分解为径向分量Br和纵向分量Bz。根据左手定则,Bz与电弧电流方向一致,电弧不受力,
Br与电弧电流方向垂直,电弧受到垂直磁场方向的力(即垂直纸面向外的力),电弧会沿着螺母下端圆环面的切线方向运动,如图2中的箭头1。由于在电弧区产生了一个径向对称磁场,如图2所示,在电弧运动的下一个位置,磁场的方向发生变化,电弧仍受到一个垂直磁场方向的力,电弧继续沿着螺母下端圆环面的切线方向运动。如此随着电弧运动位置的变化,电弧的受力方向也随着变化,电弧一直受到垂直磁场方向的力,电弧一直沿圆环切线方向运动,如图2箭头所示,形成了电弧沿螺母下端圆环面的旋转[4-5]。
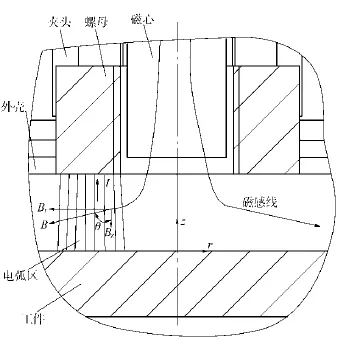
图1 电弧在径向对称磁场作用下的受力示意

图2 电弧区的径向对称磁场的俯视图
电弧的旋转来自磁力,磁力为

式中Br为磁场B径向分量;I为电弧电流;L为电弧的有效长度;θ为磁场B与竖直方向的夹角。
电弧旋转会形成横向电流,此电流在Bz作用下受到沿径向的磁力,不利于电弧的旋转,而径向磁力为

式中Q为带点粒子的电荷量;v是带点粒子的旋转速度。由于带点粒子的旋转速度远小于电子的发射速度,而Q相同,Bz和Br相差不大,Fr远小于F,故Bz对横向电流的径向作用力影响可忽略,Bz可不考虑。
在磁场电流不变的情况下,要增加电弧旋转的力,需增大θ角或增大磁场B。
根据影响电弧区磁场的因素和简化替换原则,设计了如图3所示的仿真模型。

图3 磁场仿真实验模型
仿真中螺线管电流300 A,外壳和磁心选用导磁材料iron,螺母和工件选择stainless steel,夹头选择copper。仿真按照单因子变量设计,都是在标准模型基础上改变单个变量设计,参考图3,标准模型参数设置为:磁心下端面距工件上表面的距离h为3 mm,外壳上延伸与磁心之间的间隙圆环的环宽d为1 mm,外壳下延伸内孔半径与磁心半径的差值δ为5.5 mm,螺线管直径20 mm。
因为螺线管磁场在以螺线管为轴心的圆周上对称分布,故可以研究过螺线管轴心的一个截面上的磁场。因为只有电弧区的磁场对电弧有作用,因此
只研究截面上电弧区部分的磁场,放大图3中的电弧区,如图4所示,线1距上表面1 mm,线2过螺母下端面圆环的中心,线1与线2的交点为A。

图4 仿真模型电弧区放大
2仿真
仿真软件Maxwell能以数据的形式输出任一点的磁场大小,而磁场的方向角度采用测角度软件Protractor测出,本研究中的结果都是通过多组数据求平均值的方式给出。
电弧区磁矢量的分布如图5所示,在电弧区磁场的变化不存在突变。由图6可知,电弧区磁场在纵向上从上到下B和θ都减小,在横向上从中心向外B减小、θ增大。通过多种情况下多组仿真可知,电弧区磁场的整体变化规律一致,因此可通过一点的分布规律得出电弧区磁场的变化规律,本仿真选择如图6所示电弧区内的A点做参考。

图5 仿真模型电弧区磁场分布
2.1磁心的影响
有无中心磁心、磁心下端面距工件上表面的高度h和磁心直径s都会对电弧区磁场产生影响。下面分三种情况分别进行仿真,结果如表1~表3所示。

图6 仿真模型电弧区纵向、径向线上磁场分布
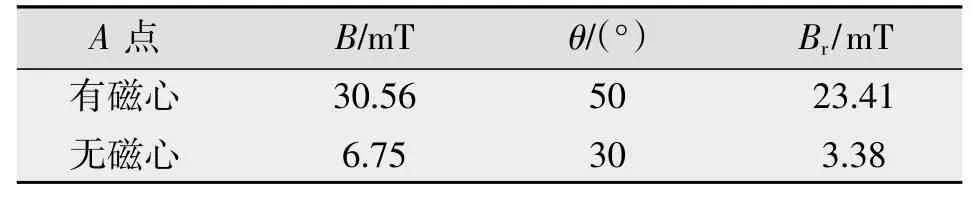
表1 有无磁心时A点的磁场情况

表2 磁心高度h不同时磁场的分布结果

表3 磁心直径s不同时磁场的分布结果
根据仿真结果可知,有无磁心、磁心高度和磁心直径都会对电弧区磁场产生明显影响,磁心高度h越小或磁心直径s越大,径向磁场Br越大。
2.2外壳导磁结构影响
除磁心会影响电弧区磁场的分布外,有无外壳导磁回路与形状也会影响电弧区磁场的分布。下面通过有无外壳、外壳上延伸与磁心之间间隙环宽d(简称外壳上延伸间隙d)和外壳下延伸的内孔半径与磁心的半径差δ(简称外壳下延伸间隙δ)三个方面进行仿真,结果如表4~表6所示。
由表中结果可知,有无外壳对磁场影响明显,
外壳上延伸与磁心之间间隙较小时影响明显,上下延伸间隙增大,磁场Br减小。
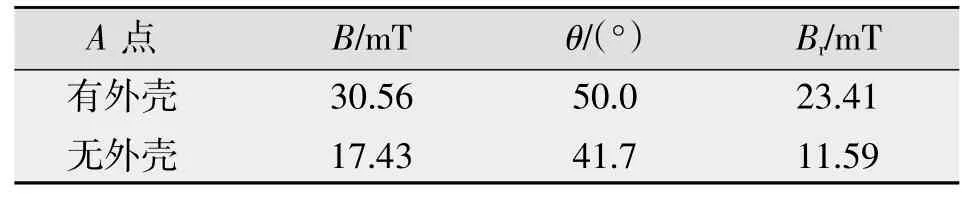
表4 有无外壳时A点的磁场情况

表5 外壳上延伸间隙d不同时磁场的情况

表6 外壳下延伸间隙δ不同时磁场的情况
2.3螺线管尺寸的影响
螺线管尺寸也可能对磁场的分布产生影响。考虑到焊接螺母的夹头尺寸、螺线管的保护和散热通气等,选择最小的螺线管内径为16 mm,在此基础上每组内径增大2 mm,共分五组,仿真结果如表7所示。
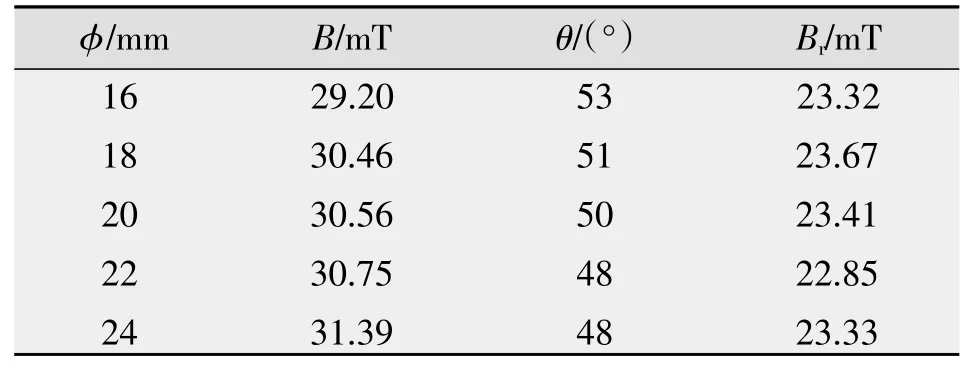
表7 螺线管内径?不同时磁场的情况
由表7可知,螺线管直径大小对磁场影响较小,故设计旋弧装置时作为次要参数。
3仿真结果及分析
有无磁心、有无外壳、磁心高度、磁心直径和较小的上延伸间隙d都会对电弧区磁场产生明显影响,而螺线管直径大小对磁场影响较小。磁通势NI不变的情况下,增加磁心和外壳等导磁结构,使导磁回路的等效磁阻减小,磁通量增大,磁感应强度B也就越大,Br也就越大。导磁结构磁心和外壳的存在改变了磁场的分布,大部分磁感线从外壳上延伸进入磁心,受导磁外壳影响,磁力线出磁心下端后,通过更短的路径快速进入到外壳下延伸,增加磁场与竖直方向夹角θ,导致电弧区内θ变大,Br增大。由于空气介质的磁阻比较大,在间隙较大时,磁路的磁阻大小主要受空气隙影响,间隙的变化对磁通量的影响不明显,而间隙较小时,除空气隙的影响外,导磁结构的磁阻对磁路等效磁阻的影响也表现出来,磁通量变化明显,磁场变化才明显。螺线管直径变大,受导磁结构影响和螺线管内部空间变大,磁场在电弧区基本没有变化。
磁心高度h越小、磁心直径s越大或外壳上下延伸间隙越小,径向磁场Br越大。磁心高度h越小或是磁心直径s越大,相当于电弧区离磁心下端越近,从磁心发散出去的磁感线经过电弧区的也越多,磁场也越强。外壳上下延伸间隙越小,相当于导磁结构在磁回路中所占比例越大,磁路的磁阻越小,磁通势NI相同情况下,磁通越大,磁场强度B越大,径向磁场Br也越大。
根据以上结论可知,要想获得高效的旋弧磁场装置,首先需有磁心和外壳等导磁结构。
其次,磁心下端尽可能靠近工件且磁心直径尽可能大。若是工件上不做焊接孔,磁心下端最多与螺母下端面平齐,考虑到磁心不能导电起弧、与螺母导电和距螺母下端环面越近温度越高,故磁心采用不导电、高居里点的磁性材料做成。
再次,外壳上延伸与磁心之间间隙d尽可能小。若做成内涨式螺母装夹机构,下端需做成空心,还要在表面开缝,缝隙存在会使发散状横向磁场在整个圈上分布不均,影响电弧旋转,因而采用外夹式装夹机构。然而外夹式装夹机构的夹头不能导磁,要想尽可能缩小间隙d,夹头不能直接连接焊枪提升机构,需要有导磁导电的材料连接焊枪提升机构,而磁心又不能用导电材料,因而磁心分成两部分构成,上端部分导磁导电,下端部分导磁不导电。这样螺母装夹机构由上磁心、下磁心和夹头三部分构成。考虑到磁心和外壳上延伸之间不能导电,故上延伸用不导电的导磁材料做成。
最后,外壳下延伸与磁心之间间隙尽可能小。考虑到线圈直径一般比较大,故下部要做成折弯结
构,减小外壳下延伸的内孔直径,尽可能靠近磁心。因电弧区熔池、飞溅和热量的影响,选择高居里点的导磁材料做成喇叭口结构。外壳下延伸靠近夹头,考虑到外壳下延伸和夹头之间导电的影响,故外壳下延伸使用非导电材料。
再考虑到其他非磁场因素,设计的磁控旋弧装置如图7所示。通过实验,A点的磁场B为29.71 mT,角度53°,径向磁场大小23.73 mT,在相同大小电流下,径向磁场较大,磁场转化效率高,证明设计的结构合理。
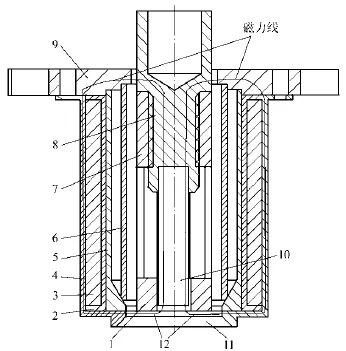
1—连接板;2—磁心上;3—夹头;4—挡气板;5—挡板;6—外壳;7—线圈;8—线筒;9—螺母;10—磁感线;11—电弧区;12—磁心下。图7 磁控旋弧装置结构
4结论
(1)有无磁心、有无外壳、磁心高度、磁心直径以及较小的上外壳延伸与磁心之间间隙,都会对电弧区磁场产生明显影响,而螺线管直径对磁场影响较小。
(2)磁心高度h越小、磁心直径s越大或外壳上下延伸间隙越小,磁场越大。
(3)旋弧磁场装置要有磁心和导磁外壳,磁心高度h以及外壳上下延伸与磁心之间间隙尽可能小,磁心直径尽可能大。
[1]郑石雄.柱旋转电弧焊接方法与工艺研究[D].江苏:南京理工大学,2008.
[2]王克鸿,张德库,郑石雄,等.空心螺柱旋弧焊接方法[J].焊接学报,2008(12):101-103,108,118.
[3]Cramer,Heidi.SRM stud welding—A new arc stud welding variant[J].Welding and Cutting,2014,13(5):298-302.
[4]Soyer Heinz.Bolt welding method with magnetic light arc rotation using electromagnet on opposite side of carrier to workpiece welding point[P].Germany:DE10143220(C1),2003-01-30.
[5]Soyer Heinz.Process and system for welding a stud with conical contact surface with a support,with a lifting height from 1 to 2.5 mm and an angle for the conical surface of 4 DEG+-2.5 DEG[P].Germany:DE102004051389(A1),2006-05-04.
Simulation of stud welding rotary arc magnetic field
FENG Luyang,LIU Jia,ZHU Xiaoxiang,BAI Lilai
(College of Mechanical Engineering and Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China)
Using electromagnetic simulation software Maxwell,the factors of weld stud radially symmetrical rotation arc magnetic field were studied.The results show that with or without the magnetic core and magnetic shell,the height of magnetic core,the diameter of magnetic core and the smaller gap between extending magnetic shell and magnetic core have significant impact on magnetic field,but the diameter of the solenoid has less impact on magnetic field.The smaller the height of the core,the larger the core diameter or the smaller the extending gap,the greater the magnetic field.The result guides the structural design and material selection of rotary arc magnetic field apparatus,and thus a high conversion efficiency rotary arc magnetic field apparatus is designed.
stud welding;rotary arc magnetic field;radial-symmetric
TG453+.3
A
1001-2303(2016)11-0060-05
10.7512/j.issn.1001-2303.2016.11.12
献
冯陆洋,刘嘉,朱孝祥,等.螺柱焊旋弧磁场仿真[J].电焊机,2016,46(11):60-64.
2016-02-16;
2016-05-23
冯陆洋(1991—),男,河南周口人,硕士,主要从事嵌入式控制和螺柱焊装置的研究。
猜你喜欢
电工电能新技术(2023年2期)2023-03-05 03:08:16
电工电能新技术(2022年3期)2022-04-01 02:05:18
初中生学习指导·中考版(2021年2期)2021-09-10 07:22:44
装备制造技术(2021年4期)2021-08-05 07:39:44
物理通报(2017年11期)2017-11-16 05:31:04
课程教育研究·学法教法研究(2017年2期)2017-04-26 20:44:36
电工技术学报(2016年17期)2016-09-27 00:57:51
焊接(2016年5期)2016-02-27 13:04:48
焊接(2015年4期)2015-07-18 11:02:48
电工电能新技术(2014年10期)2014-06-08 03:41:46