CAP1400建设期间焊接质量控制
2016-12-12 02:42:36李汉胜
电焊机 2016年11期
李汉胜,唐 识
(国核示范电站有限责任公司,山东荣成264312)
CAP1400建设期间焊接质量控制
李汉胜,唐 识
(国核示范电站有限责任公司,山东荣成264312)
核电厂建安期间焊接质量管理直接影响核电厂的安全性和经济性,安装期间主要活动的过程控制,如焊接材料的管理、焊接工艺评定、焊接过程控制、无损检验及记录的真实性、完整性、有效性是保证物项最终质量的基础,CAP1400示范工程作为世界首台核电机组,设计创新规范标准复杂多样,焊接质量管理方法备受关注。针对此问题进行研究探讨,以期为后续工程项目提供借鉴。
建造;焊接工程;质量管理
0前言
CAP1400型压水堆核电机组是在消化、吸收、全面掌握我国引进的第三代先进核电AP1000非能动技术的基础上,通过再创新开发出的具有我国自主知识产权、功率更大的非能动大型先进压水堆核电机组,并对反应堆冷却剂系统、专设安全设施、主要核岛辅助系统及主设备等进行重新设计与系统性优化,设计寿命60年,单机容量140万kW。
核安全法规明确规定,在核电厂设备制造、安装及检修过程中,焊接是一项不可或缺的特殊工艺过程,同时也是备受关注的安全质量相关活动。由于焊缝自身的力学性能不均匀性、材料不均匀性以及焊缝设计、焊接质量控制等多种因素的影响,焊接接头容易发生缺陷,并在随后的电厂运行中,在诸如应力、温度、辐照、氢吸附、腐蚀、振动和磨损等各种因素的作用下,引起接头材料性能的变化,甚至造成缺陷的萌生和扩展,成为核电厂部件、设备和系统的薄弱环节。
CAP1400由上海核工程研究设计院作为设计总包院,承担总的技术与设计责任,工程总承包由国核工程有限公司与上海核工程研究设计院(以下简称“上海核工院”)、国核电力规划设计研究院(以下简称“国核电力院”)组成的联合体共同承建,项目控制上缺少了美国西屋公司的技术支持与管理指导,对工程项目管理是一个新的挑战。
CAP1400工程参考了美国ASME规范标准,同时由上海核院依据国内生产水平重新设计了完整的技术标准体系;电站常规岛由国核电力院承担技术与设计责任,设计大量参考电力行业规范。因此,CAP1400示范工程面临着参考标准多、体系复杂、物项控制重点难以掌握等困难。
为了更好地开展焊接管理工作,在此着重归纳示范项目在焊接管理领域里进行的主要管理工作及其工作流程。
1CAP1400示范项目焊接工程概况
CAP1400焊接工程标准体系包括设计技术规格书与ASME、国标、电力行业标准等,技术管理复杂。另外,工程总包与建设单位人力资源状况无法满足核电工程项目快速发展的需求,相应技术能力储备不足,给工程管理带来极大的风险。示范项目现场参建单位质保体系和管理体系多有不同,开展前期工作过程中出现一定数量的违反技术与管理规范的事件,焊接工程质量管理事件占一定比例。对此,各方积极探索,制定了一套行之有效的管理方法,规范现场施工活动。
设计总包方给出的焊接规范主要分为以下方面,每一类技术条件有细分多个技术规格书,如有关焊材、板材、管材等,其中技术要求和管理层次均有不同:
主设备类焊接技术条件;机械模块类焊接技术标准;结构模块类焊接技术标准;管道类焊接技术条件;钢结构类焊接技术规范。
工程总承包方为国核联队,涉及焊接工程的参建单位主要有中核华兴、中核二三公司、江苏电建三公司、山东电建二公司等多个施工承包商,必须把各单位统一纳入示范工程项目的管理体系中。
2焊接工程管理
CAP1400示范工程焊接质量监督分五个层次进行,以达到对焊接质量的全面监督管理:施工承包商两级QC,施工班组QC及质检部门独立QC,对焊接最终质量及相关文件资料全过程进行检查验收;总承包管理单位对焊接质量负有全面管理责任,设置独立的QC工程师;监理单位受业主委托对承包商焊接的全过程进行独立监督;业主人员对焊接质量做最后抽查验证,对各级承包商、监理人员的质量监督情况进行独立监督验证;最后是国家核安全局监管部门对整个工程中的重点施工项目及可能存在的安全隐患进行抽查监督。
焊接工程管理主要包括:焊接工艺评定监督管理、施工方案焊接技术审查、现场产品焊接。在产品的焊接过程中重点关注:焊接工艺卡实施情况、焊工/焊接操作工的资质监督管理、焊接设备和工器具的有效性监督管理、材料(包括焊材和母材)的监督管理、焊接施工环境监督、与焊接相关的变更监督管理等,每个方面均可以从“人、机、料、法、环”五个环节进行审查监督,形成一套完整的焊接质量监督管理机制。
2.1焊接工艺评定管理
焊接工艺评定试验实施过程中的焊接要求与工程实际焊接施工要求相一致,从“人、机、料、法、环”方面严格控制。
人:焊接工艺评定是对拟定焊接工艺参数的验证,焊工选择本着“平均先进”的原则,要求选用操作熟练的焊工,代表多数焊工的技能操作水平,应尽量避免选用操作技能过于优秀的焊工进行工艺评定。
机:评定过程中使用的工机具与产品焊接一致,主要是焊机,所有工机具均要求处于检定有效期内,并连续使用,保证工机具的实际有效性。
料:主要指评定用母材及焊材(包括焊条、焊丝),两者必须验收合格,具有有效的材质证明书。同时焊材的存放必须按照相关技术条件的要求进行分类标识,存放环境的温度不小于20℃、湿度小于等于65%。此外,焊条使用前按照供货商的要求在一定温度下进行烘干。焊条领用后应立即放置在个人便携式保温桶内,保温桶内温度保持在75℃~150℃,焊条严禁长时间暴露在空气中。
法:主要是拟定的焊接工艺参数和焊接工艺纪律。整个焊接工艺评定过程中必须根据拟定的工艺参数进行焊接试验件的制作,不得超出拟定规范参数,并遵守焊接工艺纪律。
环:指焊接工艺评定环境,场地要求通风良好,环境湿度不得大于90%。焊接位置与操作空间模拟现场实际情况进行,必要时设置障碍以提高操作难度。
施工承包商收到施工图纸并审查完毕后,组织规划焊接工艺评定项目,至少在焊接作业开始前45天实施焊接工艺评定,各级管理单位对焊接工艺评定过程进行监督管理,焊接工艺评定管理流程如
图1所示。
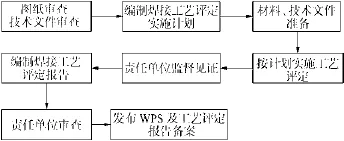
图1 工艺评定流程
2.2焊工与焊接操作工管理
施工承包商组织焊工与焊接操作工考试及取证,核安全级与核安全相关级物项实施焊接作业的人员必须满足HAF603要求,经核安全监管部门认可颁发证书。
取得焊工资格证的进场焊工必须进行技能评定,以验证其操作技能是否满足施工需求,技能评定结果需经各级管理单位的认可,焊工技能评定合格后,由施工承包商提出焊工进场申请,经管理单位批准。
对焊工考核及一次合格率每月进行统计,动态掌握焊工实际焊接过程中的水平,对合格率低的焊工及时进行再培训,根据培训情况决定是否重新上岗。
各施工承包商所有持证焊工、无损检测人员、焊接质量检查人员在作业过程中必须随身携带资质证明文件,便于有效管理人员,防止无证作业的情况发生。
2.3焊接材料管理
工程承包商必须保证使用在工程实体上的焊接材料进场验收合格,确保焊接材料按照设计文件及相关标准的要求进行复验;验收合格的焊接材料,承包商应有正确的标识标记,做好储存、烘干、发放及回收记录。各级管理单位对焊接材料的验收、储存及使用进行监督管理;承包商每月向提交焊接材料进场验收情况。
焊接材料控制重点:
(1)择优选择重要原材料及其供货厂家。通过材料性能试验比较,选择最优秀的原材料和供货厂家,是工程建设阶段焊接施工管理中的重要手段。
(2)严格控制核级焊材的采购。为保证焊接质量,防止热裂纹的产生,对核级焊材的关键指标如S、P、Ni、Cr、铁素体含量等进行严格控制。
(3)依据是设计院的材料采购技术规格书对QSA3及其以上级别的焊接材料进行现场复验。
(4)质量监督人员对某一材料的质量有怀疑时进行现场复验。
(5)加强焊接材料的使用管理:依据设计院技术规格书对现场焊材的储存烘焙、发放回收、使用标识等进行严格控制管理,不定期对各施工单位的一级、二级焊材库进行监督检查,内容包括焊材存放是否规范、烘培是否按照要求温度进行、发放与回收是否严格按照程序规定进行、各项记录是否完整规范等方面。
2.4焊接及热处理设备
焊接及热处理设备进场前必须经过有资质的单位检定合格,并在明显处贴合格标识;承包商必须建立设备管理台账,根据相关要求定期对焊接活动所用计量工器具进行标定,同时做好焊接及热处理设备的维护并形成维护记录,各级管理单位监督检查进场焊接及热处理设备的有效性。
2.5无损检验
施工承包商无损检验人员必须持证上岗,核安全级与核安全相关级物项焊缝无损检验人员资格必须满足HAF602的要求;实施无损检验的单位需按照规范设立无损探伤室,并制定相应管理程序及工作程序。
为确保CAP1400工程焊缝质量,邀请独立第三方对施工承包商无损检测过程及结果进行监督检查,无损检测监督检查活动与RT、PT、LT、UT四种方法相关,具体操作方式如下:
RT报告(含底片)复查;重新对焊缝进行PT复检;PT检验过程跟踪监督见证;LT检验过程跟踪监督见证;重新对焊缝进行UT检验。
2.6现场焊接施工管理
SNPDP、监理公司对工程承包商和施工承包商的焊接施工活动及其管理体系的有效性和规范性进行检查验证;现场焊接质量管理主要方式为质量计划见证、日常巡检和专项监督,焊接质量管理检查监督内容包括但不限于以下几点。
2.6.1焊接前检查
(1)焊接作业文件有效性,焊接作业文件包括但不限于:施工图纸、焊接方案/程序、技术安全交底、焊接工艺卡(WPS)、热处理工艺卡(必要时)、无损检验程序/工艺卡、焊接工艺评定报告(必要时)、
质量计划ITP、动火证。
(2)满足规定项目资格的焊工或焊接操作工、热处理人员及无损检验人员。
(3)合格的焊接设备和工具、热处理设备、无损检验设备。
(4)检查焊材,确认焊材牌号、批号和焊材状态。
(5)检查环境温湿度、环境清洁度是否符合要求。
(6)检查焊接特殊耗品(主要对不锈钢),如Ar气。
(7)焊接前对坡口或待焊邻近表面检查。
(8)检查焊接是否对设备的不可接受的热影响。
(9)焊缝标识是否符合要求。
2.6.2焊接过程检查
(1)防止在坡口外起弧。
(2)焊接过程中,对焊接电流、Ar气流量检查,确认其在工艺卡范围内。
(3)对不锈钢焊接,打磨用的工具应为不锈钢专用打磨工具。
(4)焊接过程中,对焊接施工记录检查。
(5)对层间温度进行测量(若有要求)、每层焊缝应进行打磨清理。
(6)检查是否有违反工艺纪律情况,常见情况:保温筒使用不当、用完的焊条头/焊丝头随意丢放,不能回收控制。
2.6.3无损探伤过程检查
(1)旁站监督:如PT/LT/MT/VT的操作人员资格、操作时机、规范操作、耗材等。
(2)文件审查:文件报告的符合性及可追溯性检查。
2.7焊接文件资料的审查
根据施工逻辑顺序,按流程进行记录资料的检查:原材料采购(母材、焊材)→材料复验→存储标识→发放/回收记录→焊接工艺评定→焊工资格→设备标定→焊接工艺卡→焊接过程记录→相关无损检测→见证件的设置→焊缝返修记录(若有)→不符合项报告(若有)以及其中牵涉到对外接口所需要的合格供方评审报告(采购、外委项目等)。
有针对性的审查过程资料:记录的真实性、签字人员的资格、资料记录的符合性、填写的规范性、文件的可追溯性。
在施工过程中,要求对施工记录及施工文件的控制做到以下方面:在产品(构件)工序交接的过程中,质量记录必须同步规范形成;对各项作业、各道工序形成的记录或检测报告,确保质量记录的完整性和及时性。
3结论
核电站焊接施工管理是一项庞大且复杂的系统工程,属于核电厂建造的关键环节,质量要求严格,施工难度大,为了实现对工程质量更好的监督控制,需要以高度的责任心,严谨的工作态度,通过不断的总结经验教训,提高焊接施工管理水平,必须做好以下几方面工作:
(1)质量管理和质量文化建设,在工程建设过程中应不断地、定期地对参与施工的人员进行质量管理、核安全文化理念的培训,提高质量意识。质量就是核电的生命,进一步完善质量管理体系的薄弱环节,提高质量文化水平,建立现代的质量管理意识,落实质量责任制。
(2)施工过程控制。施工过程控制是工程质量控制的重要方面,必须严格进行控制。特别对影响工程质量的重要工序,关键材料的到货验收,尤其是在工艺参数接近标准、规范上下限值的情况更要严格把关。对施工过程的控制应从事先、事中和事后三个方面进行。
(3)标准变化的检查。标准是衡量事物的准则,焊接标准主要包括设计技术规格书,标准规范,施工方案,在施工和检查的过程中应严格按照相关标准的要求进行施工和检查,做到每一道工序都有据可查。
(4)质量过程记录的控制。核电厂各参建单位应建立和完善记录系统,在施工过程中及时收集、保存、整理和移交记录,并定期实施检查,保证记录的及时性、完整性、真实性和有效性,为机组生产运行留下可追溯的有效记录。
Welding quality control during construction of CAP1400
LI Hansheng,TANG Shi
(State Nuclear Power Demonstration Plant Co.,Ltd.,Rongcheng 264312,China)
During the nuclear power plant construction and installation,the quality of welding management directly affects safety and economy of nuclear power plants,the main activities during the installation process control,such as management of welding materials,welding procedure qualification,welding process control,non-destructive testing and record authenticity,integrity,effectiveness are the foundationtoensurethefinalquality ofthe items,CAP1400 demonstration projectsasthe world'sfirstnuclearpowerplant,design innovation complex and diverse normative standards,welding quality management methods will be keenly watched.This article studies and discusses this problem,in order to provide a reference for future projects.
construction;welding works;quality management
TG47
B
1001-2303(2016)11-0114-04
10.7512/j.issn.1001-2303.2016.11.25
献
李汉胜,唐识.AP1400建设期间焊接质量控制[J].电焊机,2016,46(11):114-117.
2016-03-30;
2016-09-06
李汉胜(1983—),男,河南濮阳人,工程师,主要从事焊接施工管理工作。
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
节能与环保(2022年3期)2022-04-26 14:32:36
山东冶金(2019年6期)2020-01-06 07:45:54
世界农药(2019年2期)2019-07-13 05:55:12
上海建材(2019年1期)2019-04-25 06:30:52
中国公路(2017年18期)2018-01-23 03:00:35
铜业工程(2015年4期)2015-12-29 02:48:39
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
石油化工应用(2014年8期)2014-03-11 17:40:03
中国工程咨询(2014年5期)2014-02-16 06:27:12