27SiMn钢与35钢焊接工艺
2016-12-12 02:42:40杨明轩谢喆淼
电焊机 2016年11期
杨明轩,谢喆淼
(1.南充职业技术学院,四川南充637000;2.西安交通大学能源与动力工程学院流体机械系,陕西西安710049)
27SiMn钢与35钢焊接工艺
杨明轩1,谢喆淼2
(1.南充职业技术学院,四川南充637000;2.西安交通大学能源与动力工程学院流体机械系,陕西西安710049)
液压缸筒由低合金27SiMn和35钢焊装,由于是异种钢焊接,其焊缝及热影响区容易出现高硬度、高脆性、韧性较低的组织和性能,而焊接是油缸生产制造过程中关键工序之一。选用CO2气体保护焊,精选低氢低碳合金焊材和焊接工艺参数,采用焊前预热、焊后缓冷的焊接工艺。经焊后力学性能试验,各项指标合格;经焊接工艺评定,焊缝成形好,焊缝热影响区小,焊接变形小,无气孔、无裂纹、无未熔合、无未焊透等缺陷,焊接质量优良。结果表明,采用合理的焊接工艺,低合金钢27SiMn与35钢焊接性能优良,能满足液压油缸的工作要求。
27SiMn钢;35钢;液压缸筒;CO2气体保护焊
0前言
根据国标GB/T17396-2009规定,液压支柱用热轧无缝钢管可选用优质碳钢也可选合金钢。某液压油缸外缸筒焊接示意如图1所示,外缸体与缸头、缸体与缸底等均为对接环焊缝,采用单面(外圆)施焊而成。额定工作压力16 MPa,试验压力20 MPa,缸体采用27SiMn无缝钢管,缸头、缸底和耳环等采用35、45钢,通过焊接组装。对接环焊缝的质量最为关键,可能导致液压缸泄漏,甚至失效破坏[1]。在此,以低合金钢27SiMn与35钢来对象,研究异种钢的焊接工艺。
127SiMn与35钢特性
1.1钢的化学成分和力学性能
依据国标GB/T3077-1999、GB/T699-2015和GB/T17396-2009,27SiMn钢与35钢的化学成分和力学性能如表1、表2所示。
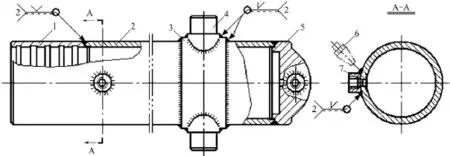
1—缸头(护套);2—缸筒;3—耳轴套;4—耳轴;5—缸底;6—焊枪;7—管接头。图1 某液压油缸外缸筒焊接示意

表1 钢的化学成分%

表2 钢材(管)的力学性能
1.2钢的热处理工艺
27SiMn钢热处理工艺:920℃±20℃保温1.5 h,水淬,450℃±50℃回火,冷却剂为油或水,硬度为HBW240~280。
35钢热处理工艺:正火850℃,淬火840℃,回火600℃,焊后要求焊缝与母材强度接近[2]。
1.3焊前工艺分析
35钢含碳量为0.32%~0.39%,27SiMn钢的碳当量Ceq=0.574%~0.737%,大于临界值0.45%,如此高的含碳量和碳当量会使焊接热影响区容易出现高硬度、高脆性、韧性较低的组织和性能,产生裂纹[3]。为提高抗裂性,须采用低氢型焊丝(条)和焊前预热、焊后热处理工艺。含碳量高和合金元素多的焊缝,偏析倾向大,热裂纹敏感性较大,为防止热裂纹,应采用低碳焊丝和填满弧坑的焊接工艺。在湿度重等弱腐蚀介质中,为降低低合金钢焊接头常发生的应力腐蚀开裂,须采用热量集中和焊接线能量小的焊接工艺,并避免焊件表面焊接缺陷和划伤。因此,通常采用焊前预热来降低焊缝金属和热影响区母材的冷却速度,既有利于焊缝金属区氢的逸出,避免产生裂纹,又能减少焊缝收缩量。焊后回火处理能减少热影响区金属强度,消除焊后应力,防止焊接过程及焊后产生裂纹,消除有害的冷作硬化,改善焊接头的力学性能[4]。
2焊接工艺
2.1焊接设备
选择松下全数字控制CO2/MAG自动焊机,型号YD-350GR3。
2.2CO2气体保护焊
保护气体为φ(Ar)80%+φ(CO2)20%。气体流量12~18 L/min,焊丝伸出长度10~15 mm。
2.3焊接材料
选用直径φ1.2 mm、金桥ER55-G气保焊丝,其化学成分和力学性能如表3所示。采用φ(Ar)80% +φ(CO2)20%气体保护焊,焊接工艺性能良好,焊缝韧性好,适合于550 MPa级碳钢及低合金中高强度钢结构的焊接,对冷裂纹敏感的27SiMn钢很适用[5]。

表3 金桥ER55-G气保焊丝的化学成分及力学性能%
2.4工艺参数

表4 焊接工艺参数
2.5焊接试件
试件采用当地液压件公司的产品——材质27SiMn无缝钢管与35钢对焊,钢管尺寸φ108×10,坡口角度60°±5°,钝边1.6±0.4 mm,间隙2±0.5 mm,如图2所示。

图2 焊接试件
3焊接工艺评定和试验
3.1焊后试件
焊件经过线切割后的试件切片如图3所示。
3.2焊后试验及工艺评定
(1)外观检查。采用10倍放大镜检察焊缝表面气孔、裂纹等,用肉眼观察焊缝表面咬边、焊瘤等,用焊接检验尺测量焊缝余高、凹陷等缺陷,均符合质量要求;检测焊件的变形量均在许可范围内,合格。
(2)X射线探伤检查。按国标GB/T3323-2005规定对焊缝用双壁单影法检查,焊缝内部裂纹、未熔合、未焊透及条状夹渣缺陷均达到国标Ⅰ级焊缝要求,合格。
(3)拉伸试验。按异种钢焊接质量要求,接头的抗拉强度不低于两种母材中抗拉强度较低材料的最低允许值,经查焊缝的抗拉强度略大于35钢,拉伸断裂部位在焊缝处,合格,如表5所示。
(4)弯曲试验。用4倍(φ32 mm)壁厚作背弯、面弯弯头直径对试件焊缝作180°弯曲,经检查无裂
纹,合格,如图4所示。

图3 焊后试件切片

表5 焊接接头拉伸试验
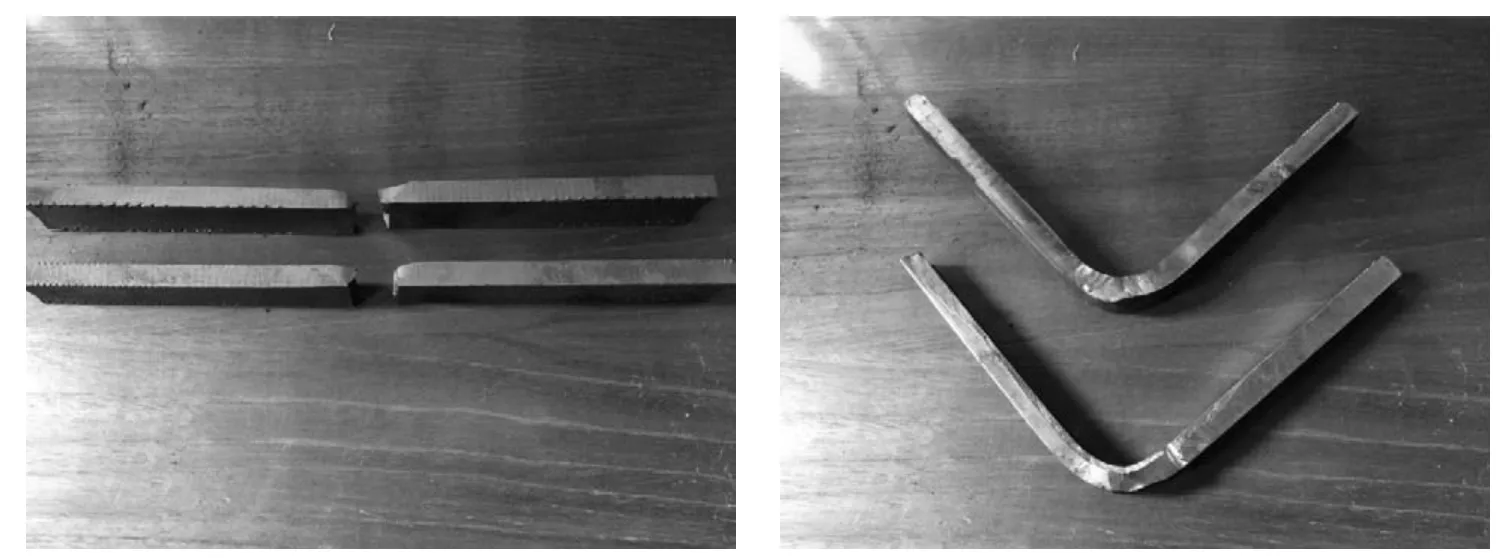
图4 焊后试件拉伸和弯曲试验
(5)液压试验。按设计规范要求,试验压力为公称(额定)压力的1.25~1.50倍水压,额定工作压力16 MPa,加载20 MPa的试验压力,保压30 min以上,检查焊缝是否有泄露,经查无泄露,合格。
4结论
焊接质量直接影响支架液压油缸的工作性能,从外缸筒异种钢27SiMn与35钢焊接工艺研究中可知,采用CO2气保焊,通过焊前预热焊后缓冷可避免马氏体生成,以降低热影响区的淬硬性;焊后需消氢处理能有效防止焊接冷裂纹。经焊后力学性能试验,各项指标合格;经焊接工艺评定,焊缝成形好,焊缝热影响区小,焊接变形小,表面及内部缺陷少,焊接质量优良,因此焊接工艺性能良好。
[1]杨明轩,刘秋皓.工程液压油缸外缸筒焊接技术与工装设计[J].电焊机,2014,44(9):72-76.
[2]印波,邱望.27SiMn焊接工艺的研究[J].机械,2010,37(11):72-75.
[3]贾建涛,郑淑娟,姜学寿.27SiMn钢焊接工艺参数的研究[J].中国水运,2010,12(10):146-148.
[4]郑国政.CO2自动焊在液压缸生产中的应用[J].山西科技,2010,25(4):80-81,83.
[5]程鹏波.27SiMn与35CrMo的焊接工艺对比[J].电焊机,2012,42(12):102-103.
[6]李宏策,李文芳,冯培淑.25Mn和27SiMn材料焊接性对比研究[J].煤矿机械,2013,34(5):147-149.
Study on welding technology of 27SiMn steel and 35 steel
YANG Mingxuan1,XIE Zhemiao2
(1.Nanchong Professional Technic College,Nanchong 637000,China;2.School of Energy and Power Engineering,Xi'an Jiaotong University,Xi'an 710049,China)
The hydraulic cylinder can be made of low alloy 27SiMn and 35 steel welding,because of dissimilar steel welding,the weld and heat affected zone is prone to the microstructure and properties of high hardness,high brittleness and low toughness,welding is one of the key cylinder manufacturing processes.In this regard,the selection of CO2gas shielded arc welding,low hydrogen low carbon alloy welding material and welding parameters by preheating before welding,after welding,cold welding process of corrosion. Through the test of mechanical properties after welding,the qualified index;evaluation of welding process,weld forming and weld heat affected zone is small,small welding deformation,without porosity and cracks,lack of fusion,no welding defects,the welding quality is excellent.The results show that the welding performance of low alloy steel 27SiMn and 35 steel is excellent and can meet the requirement of hydraulic cylinder.
27SiMn steel;35 steel;hydraulic cylinder;CO2gas shielded arc welding
TG457.11
B
1001-2303(2016)11-0135-04
10.7512/j.issn.1001-2303.2016.11.29
献
喆杨明轩,谢淼.27SiMn钢与35钢焊接工艺[J].电焊机,2016,46(11):135-138.
2016-11-05
杨明轩(1964—),男,四川南部人,副教授,硕士,主要从事从事于机械方面的设计、加工与管理等工作。
猜你喜欢
云南化工(2021年11期)2022-01-12 06:06:14
冶金设备(2020年2期)2020-12-28 00:15:26
重型机械(2020年2期)2020-07-24 08:16:20
山东冶金(2019年3期)2019-07-10 00:54:00
石油化工建设(2015年6期)2015-12-01 04:17:35
焊接(2015年9期)2015-07-18 11:03:53
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
组合机床与自动化加工技术(2014年10期)2014-03-01 02:22:13