
Q345R和S30408异种钢焊接接头组织与性能分析
2016-12-12 02:42魏礼运
电焊机 2016年11期
辛 伟,张 艳,魏礼运
(1.江苏省特种设备安全监督检验研究院张家港分院,江苏张家港215600;2.江苏科技大学冶金与材料工程学院,江苏张家港215600)
Q345R和S30408异种钢焊接接头组织与性能分析
辛 伟1,张 艳2,魏礼运2
(1.江苏省特种设备安全监督检验研究院张家港分院,江苏张家港215600;2.江苏科技大学冶金与材料工程学院,江苏张家港215600)
异种钢焊接在各工程领域中应用广泛,但由于异种钢在冶金相容性、物理和化学性能方面差异较大,接头组织不均匀,力学性能较差,因此有必要研究其组织及性能。选用A302焊条,采用焊条电弧焊(SMAW)对Q345R和S30408异种钢进行焊接,并进行焊后热处理,利用微观金相组织观察,冲击、弯曲及拉伸等力学测试分析焊接接头的组织和力学性能。实验结果表明:Q345R和S30408异种钢焊接接头具有优良的力学性能,抗拉强度达到569 MPa以上,-20℃低温平均冲击功达到48 J以上,材料最佳热处理温度为550℃。
Q345R;S30408;焊接接头;热处理
0前言
异种金属焊接既能满足耐高温、耐腐蚀和耐磨损的要求[1],又能节约贵重金属,降低成本,减轻质量,因此异种钢焊接在航空航天、石油石化、电站锅炉、机械等领域应用越来越多[2]。但由于异种钢在化学成分、冶金相容性、物理和化学性能方面存在较大差异[3],导致接头的化学成分、金相组织不均匀,易出现焊接裂纹等问题[4]。针对S30408和Q345R异种钢焊接接头,选择合适的焊接方法和焊接材料,并进行焊后热处理,分析异种钢焊接接头的组织和力学性能。
1实验材料和方法
试件母材选用S30408和Q345钢板各一块,钢板尺寸650mm×110mm×38mm,加工成X型坡口,如图1所示;焊接材料选用奥氏体不锈钢焊条A302,焊条直径4mm,母材和焊材的化学成分如表1所示。采用焊条电弧焊(SMAW),焊接工艺如表2所示,平焊,多层多道焊接,层间温度150℃以下。
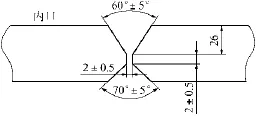
图1 接头坡口形式Fig.1Weld joint groove type

表1 母材和焊材的化学成分Tab.1The chemical composition of base metal and consumables %

表2 焊接工艺参数Tab.2Welding procedure parameters
焊后试件平均切割成5等分,尺寸120 mm× 50 mm×38 mm,其中4组分别进行550℃、575℃、600℃、625℃焊后消应力退火热处理,热处理采用箱式电阻炉,热处理时间1.5 h。采用蔡司显微镜(型号为Axio Scope.A1)观察焊接接头微观组织形貌,腐蚀液采用王水及3.5%硝酸酒精;采用显微硬度计(型号Verson 1.1.25)进行显微硬度实验;采用WE-1000D万能试验机、JBN-300C型239半自动冲击试验机进行力学性能和冲击试验。
2试验结果和分析
2.1力学性能
对焊接接头进行拉伸试验和冲击试验,拉伸试验发现焊态异种钢焊接接头塑性断裂在热影响区,其抗拉强度平均值分别为574 MPa、569 MPa,均大于材料标准GB 713规定的理论下限值510 MPa。焊接接头冲击值如表3所示,最小平均冲击值48 J,满足NB47014-2011标准值31 J[5],说明焊接接头具有良好的综合性能。
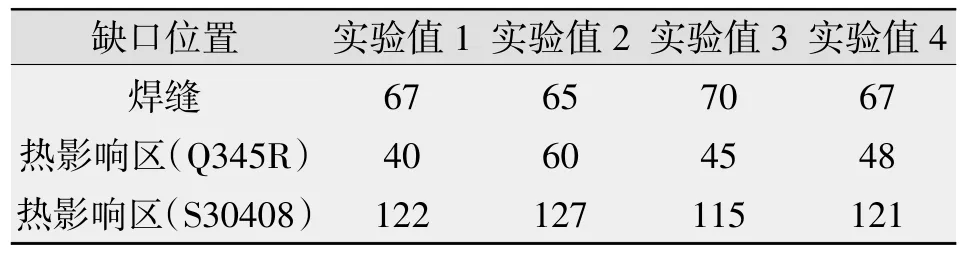
表3 V型冲击功值Tab.3Impact value of V sharp Akv/J(-20℃)
2.2组织分析
Q345R与S30408焊接接头焊态显微组织如图2所示。图2a为Q345R母材区,其组织为珠光体+铁素体,沿轧制方向呈带状分布。随着向焊缝热影响区方向靠近,基体出现再结晶,组织呈现细小白色铁素体均匀弥散分布在灰白共析珠光体上,如图2b所示;图2c为Q345R侧熔合区显微组织,可以看到碳钢热影响区与不锈钢焊缝分界线明显,碳钢热影响区呈现粗大针状珠光体/铁素体结构,相比图2b晶粒明显长大,主要是离焊缝较近,焊接热输入大导致温度较高所致。由图2f可知,碳钢侧的碳化物向熔合线处聚集并逐步向焊缝扩散,熔合线附近出现脱碳层,造成局部强度下降。图2d为焊缝组织,白色的奥氏体基体上分布着线状黑色铁素体、渗碳体,割裂了奥氏体晶间的联系,造成了焊缝冲击韧性的下降。由图2e可知,S30408侧熔合区金相组织为奥氏体固溶组织,相比焊缝区,晶粒大小较为均匀
并伴有孪晶结构,塑性较好(见表3),再相比碳钢熔合区,不存在组织差异,其力学性能相比以上两者更优良,这也是异种钢焊接主要研究焊缝及碳钢侧熔合区的原因。

图2 异种钢焊接接头显微组织Fig.2Microstructure of dissimilar steel welding joint
2.3热处理实验结果分析
不同热处理温度下异种钢焊接接头高倍显微组织形貌如图3所示。由图3可知,随着热处理温度的升高,碳原子扩散能力不断增强,碳原子由珠光体一侧越过熔合线向奥氏体焊缝侧迁移,固溶入γ-Fe,形成间隙固溶体,产生强化作用或是与焊缝内合金元素(主要是Cr)以铬的碳化物形态析出,降低焊缝韧性,硬化焊缝组织,形成黑色增碳层,推动异种钢分界面向焊缝靠近,尤其当热处理温度升高到575℃以上时,分界线开始变宽,并向深度发展,当热处理温度升高至625℃时,增碳层界面进一步向不锈钢焊缝内迁移,熔合线分界线宽度达到最大值,进一步削弱了熔合界面的剪切强度,在角接焊缝形式中,这通常是焊接接头开裂的主要原因。
热处理后焊接接头硬度曲线如图4所示。由图4可知,随着Q345侧向焊缝的不断过渡,硬度值也不断增高,在熔合线附近(即增碳层附近)出现硬度突变,达到最大值240~280 HV,随后向不锈钢焊
缝递减至200~270 HV。热处理后,熔合线处硬度值降低,硬度突变现象缓和。这是因为随着热处理的进行,熔合线处聚集的碳逐渐向焊缝扩散,从而升高焊缝硬度。但随着热处理温度的升高,熔合线珠光体侧脱碳层区域不断扩大,在625℃时达到最大值(见图3),由于温度过高,其母材硬度值最低为150 HV,平均值小于160 HV,材料出现明显软化,强度下降。550℃热处理之后,熔合线处突变得到缓和,同时焊缝处与热影响区硬度升高,硬度曲线变化相对平稳,因此确定最佳热处理温度为550℃。
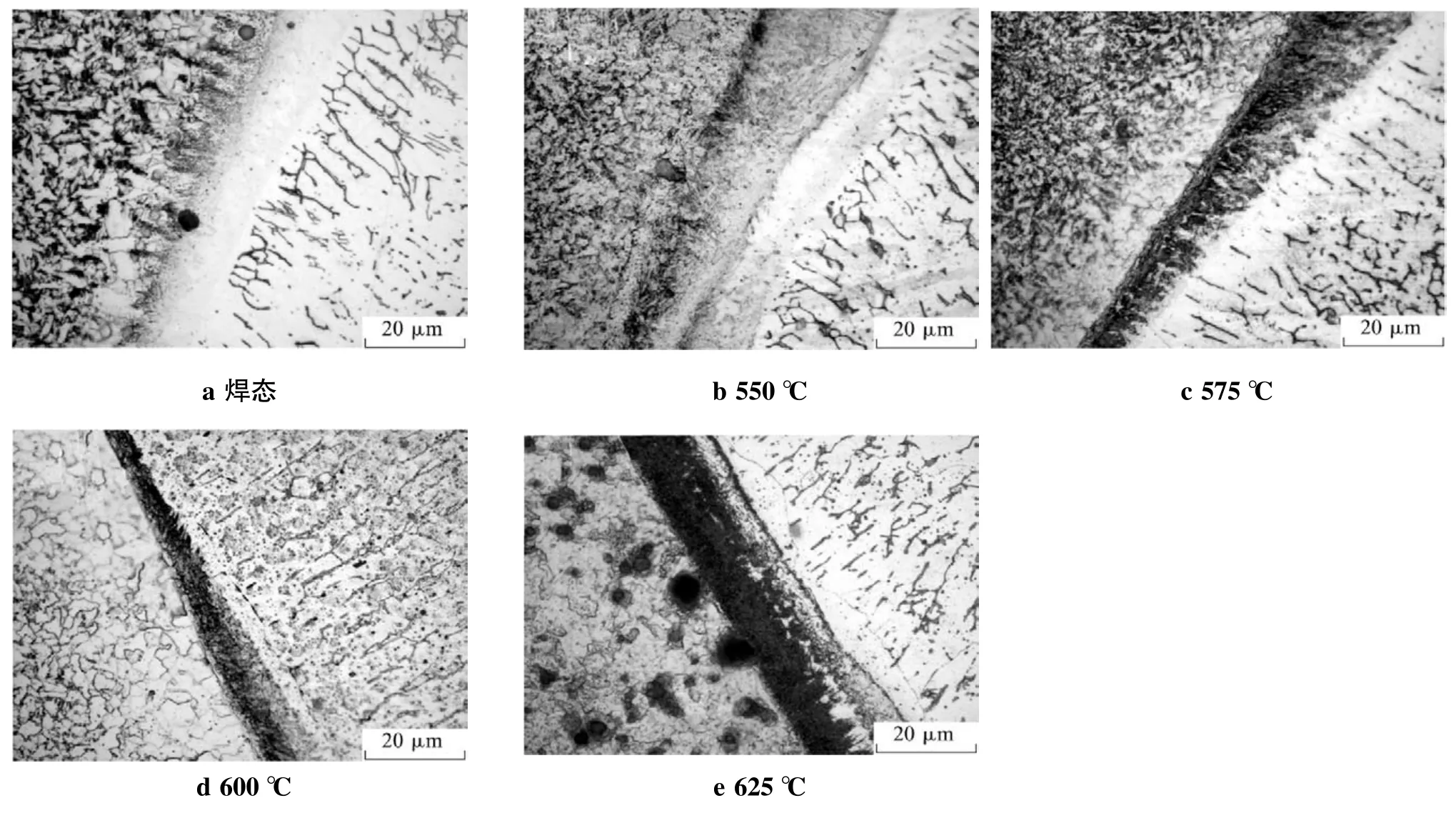
图3 热处理温度下焊接接头熔合区显微组织Fig.3Microstructure with heat treatment of different temperatures
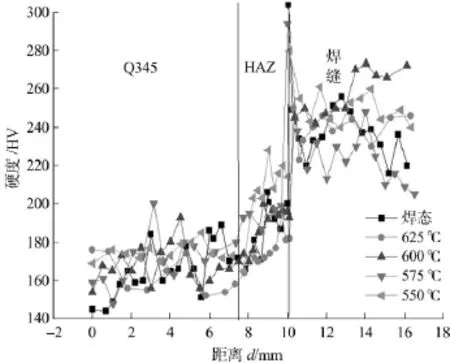
图4 碳钢侧显微硬度分布Fig.4Micro hardness distribution of carbon steel
3结论
(1)采用A302焊条获得的焊接接头力学性能良好。
(2)随着热处理温度的升高,碳由Q345侧向焊缝处加剧扩散,使Q345侧脱碳层和焊缝处增碳层变宽,焊后热处理最佳温度为550℃。
[1]韩炜.低碳钢与不锈钢异种钢焊接性分析及应用[J].宁夏机械,2005(3):10-13.
[2]王可,郑振太,薛海涛,等.254SMo/Q235B异种钢焊接接头显微组织[J].焊接学报,2013,34(2):105-108.
[3]孙占.核电站中奥氏体不锈钢与碳钢异种钢焊接[J].金属加工,2011(4):25-27.
[4]崔勇,秦华,胡传顺,等.13MnNiMoNbR与00Cr19Ni10异种钢焊接接头的组织与性能[J].理化检验-物理分册,2011,10(47):605-607.
[5]戈兆文.NB/T47014~2011承压设备焊接工艺评定[S].国家能源局,2011.
Analysis about the microstructure and properties of the welded joint of dissimilar steels between Q345R and S30408
XIN Wei1,ZHANG Yan2,WEI Liyun2
(1.Special Equipment Safety Supervision and Inspection Institute of Jiangsu Province,Zhangjiagang Branch,Zhangjiagang 215600,China;2.School of Metallurgy and Materials Engineering,Jiangsu University of Science and Technology,Zhangjiagang 215600,China)
Dissimilar steel welding is widely used in various engineering fields.However,due to the differences in metallurgical compatibility,physical and chemical properties,the microstructure of the dissimilar steel joint is easy to be uneven,and the mechanical properties are poor.It is necessary to carry out research on its organization and performance.In this paper,welding of Q345R and S30408 dissimilar steels was carried out by using A302 electrode.The microstructure was observed,impact,bending and tensile tests were carried out.The microstructure of welded joints was investigated by means of mechanical welding.And mechanical properties were analyzed.The experimental results show that the welding joint with excellent mechanical properties,of which tensile strength is above 569 MPa,the average value of impact energy at the temperature below 20℃is above 48 J,the best heat treatment temperature is 550℃.
Q345R;S30408;welded joint;heat treatment
TG457.11
A
1001-2303(2016)11-0131-04
10.7512/j.issn.1001-2303.2016.11.28
献
辛伟,张艳,魏礼运.Q345R和S30408异种钢焊接接头组织与性能分析[J].电焊机,2016,46(11):131-134.
2015-12-30;
2016-06-20;
辛伟(1984—),男,江苏镇江人,高级工程师,主要从事焊接设备研制及生产管理等工作。
猜你喜欢
华人时刊(2021年17期)2021-12-02
煤气与热力(2021年4期)2021-06-09
化工管理(2021年7期)2021-05-13
曲艺(2021年1期)2021-01-15
重型机械(2020年3期)2020-08-24
山东冶金(2019年6期)2020-01-06
中国特种设备安全(2019年1期)2019-03-13
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
华人时刊(2017年13期)2017-11-09
大众考古(2015年11期)2015-06-26
