
High-efficiency Gas Shielded Multi-arc Welding Technology
2016-12-12 02:42TANGYingyingZHUZhimingYANGZhongyuYUYingfei
电焊机 2016年11期
TANG Yingying,ZHU Zhiming,2,YANG Zhongyu,YU Yingfei
(1.Department of Mechanical Engineering,Tsinghua University,Beijing 100084,China;2.Key Lab.for Advanced Materials Processing Technology,Ministry of Education,Tsinghua University, Beijing 100084,China)
High-efficiency Gas Shielded Multi-arc Welding Technology
TANG Yingying1,ZHU Zhiming1,2,YANG Zhongyu1,YU Yingfei1
(1.Department of Mechanical Engineering,Tsinghua University,Beijing 100084,China;2.Key Lab.for Advanced Materials Processing Technology,Ministry of Education,Tsinghua University, Beijing 100084,China)
Gas shielded multi-arc welding has a more reasonable distribution of arc heat and force than conventional gas shielded single-arc welding by means of the interaction between different arcs,and thus can get better weld quality.It has become an important way to achieve high efficiency for gas shielded arc welding at present.Moreover,compared with other new types of high efficiency welding methods,such as laser welding,laser-arc hybrid welding,electron beam welding,friction stir welding,etc.,gas shielded multi-arc welding has lower welding cost,more complete auxiliary facilities and stronger adaptability,so it has significant industrial application value and broad development prospect.In this paper,according to the process modes of single-sided or double-sided welding and the different combinations of electrodes,the principles,characteristics and applications of typical gas shielded multi-arc welding technologies are first introduced,then their existing problems are analyzed,and finally their future development directions are discussed briefly.
gas shielded arc welding;high efficiency;multi-arc;heat-force distribution;deposition efficiency
0Introduction
As the rapid development of modern manufacturing industry has an increasing requirement for high efficiency welding,developing high quality and high efficiency welding technology has become one of the key issues which need to be solved urgently at present by welding researchers[1-2].
Conventional gas shielded single-arc welding,including Gas Metal Arc Welding(GMAW or MIG/MAG),Gas Tungsten Arc Welding(GTAW or TIG),Plasma Arc Welding(PAW),etc.,is widely used for metal joining in industrial production because of some obvious advantages,such as low welding cost,good applicability,convenient to monitor the open arc,easy to achieve automatic welding.If its welding efficiency could be improved further,it will bring in considerable economic benefits.However,restricted by the single arc,conventional gas shielded single-arc welding cannot constantly improve its welding efficiency to achieve high efficiency welding by unlimitedly increasing the welding current.This is because the distribution of single-arc heat and force will become over-centralized when the welding current is too high,which easily causes such weld defects as burning through,undercut,and even humping bead in high speed welding of the thin plate.In addition,when the welding current is too high,the mode of the droplet transfer in GMAW will turn into uncontrollable rotating spray transfer,which deteriorates seriously the stability of the welding process[3].In order to solve these problems,some scholars have developed various types of gas shielded multi-arc welding technologies with the method of multiple electrodes instead of the single electrode in recent years.By means of the interaction between multiple arcs,gas shielded multi-arc welding can improve the distribution of arc heat and force,the fluidity of liquid metal in molten pool,increase the deposition efficiency of the welding wire.As a result,the welding efficiency of gas shielded multi-arc welding can be increased further[1-2,4].
In this paper,according to the process modes of single-sided or double-sided welding and the different combinations of electrodes,the principles,characteristics and applications of typical gas shielded multi-arc welding technologies are first introduced,then their existing problems are analyzed,and finally their future development directions are discussed briefly for the expectation to have some positive effects on the development and generalization of gas shielded multi-arc welding technology.
1Single-sided multi-arc welding
For single-sided multi-arc welding,there are the combinations of same types of electrodes,such as multielectrode TIG welding[5],multi-wire GMAW[6],and the combinations of different types of electrodes,such as DEGMAW[7],Plasma-MIG hybrid welding[8]and TIG-MIG hybrid welding[9],etc..
1.1Multi-electrode TIG welding
The main features of multi-electrode TIG welding are that multiple mutual insulated tungsten electrodes(instead of the single tungsten electrode)are installed in one welding torch,and each of them is connected to an independent power supply.The welding parameters of each power supply can be adjusted independently,because each tungsten electrode is in the different welding circuit loop.Therefore,multi-electrode TIG welding has good flexibilityand adaptability[5].Accordingtothe number of tungsten electrodes,multi-electrode TIG welding isclassified into dual-electrode TIG welding(Fig.1)and tri-electrode TIG welding[10].By contrast,dual-electrode TIG welding has more research and application due to relatively simple system structure.
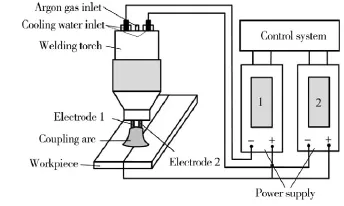
Fig.1Schematic illustration of dual-electrode TIG welding
In dual-electrode TIG welding,two tungsten electrodes have the same polarity,(that is,the welding currents flowing through two arcs have the same direction),so a stable coupling arc can be formed by electromagnetic attractive force between arcs.It can be seen that dual-electrode TIG welding retains the advantages of conventional single-arc TIG welding,such as good arc stability and high welding quality.Moreover,dual-electrode TIG welding can also get different coupling-arc shapes and the distribution of arc heat and force to match different welding requirements by adjusting the space and angle between two tungsten electrodes,and the welding current flowing through each arc,as shown in Table 1.It can be found from Table 1 that,when the welding currents flowing through two tungsten electrodes are equal,the coupling-arc shape is symmetric;otherwise,the coupling arc deflects to the side of the arc with the lower welding current[11].
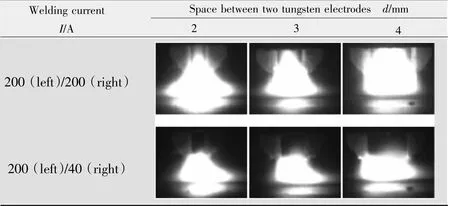
Table 1Coupling-arc shape of dual-electrode TIG welding
Compared with conventional single-electrode TIG welding,when their welding currents are equal,dualelectrode TIG welding not only has less burning loss of tungsten electrodes by the shunting action of two tungsten electrodes,but also has smaller change gradient of arc cross-section area,which greatly reduces arc pressure acting on the surface of the molten pool(Fig.2).Therefore,dual-electrode TIG welding can improve its welding speed further.In other words,when their arc pressures are equal,dual-electrode TIG welding can increase its welding current to improve the deposition efficiency of the filling wire[11].In a word,dual-electrode TIG welding has the advantages of less burning loss of tungsten electrodes,higher welding heat input,welding speed and deposition efficiency of the filling wire.So it is suitable for high speed welding or high deposition efficiency welding,and can be used for the welding of metal materials with bigger thickness than conventional singleelectrode TIG welding.The previous research has shown that the maximum welding speed,deposition efficiency and weld penetration of dual-electrode TIG welding have reached 1.5 m/min[12],5.4 kg/h[5]and 6~8 mm[11],respectively. Besides,theweldingefficiencyofdual-electrodeTIGweldinghasbeenat least1.2 timesmore than that of conventional single-electrode TIG welding.
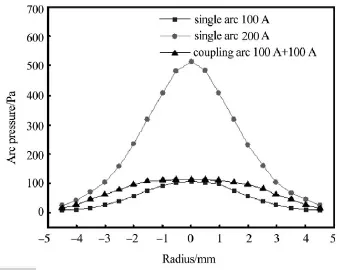
Fig.2Arc pressure distribution
As shown in Table1 and Fig.3,by controlling the pulse currents flowing through two tungsten electrodes to make coupling arc deflect properly,dual-electrode TIG welding can be well used for all position welding.Japanese IHI Co.Ltd adopted this method with hot filling wire instead of submerged arc welding to conduct the all position welding of liquefied natural gas storage tank with the maximum thickness up to 50 mm.As a result,not only was welding time shortened,but also weld quality was greatly improved[5].
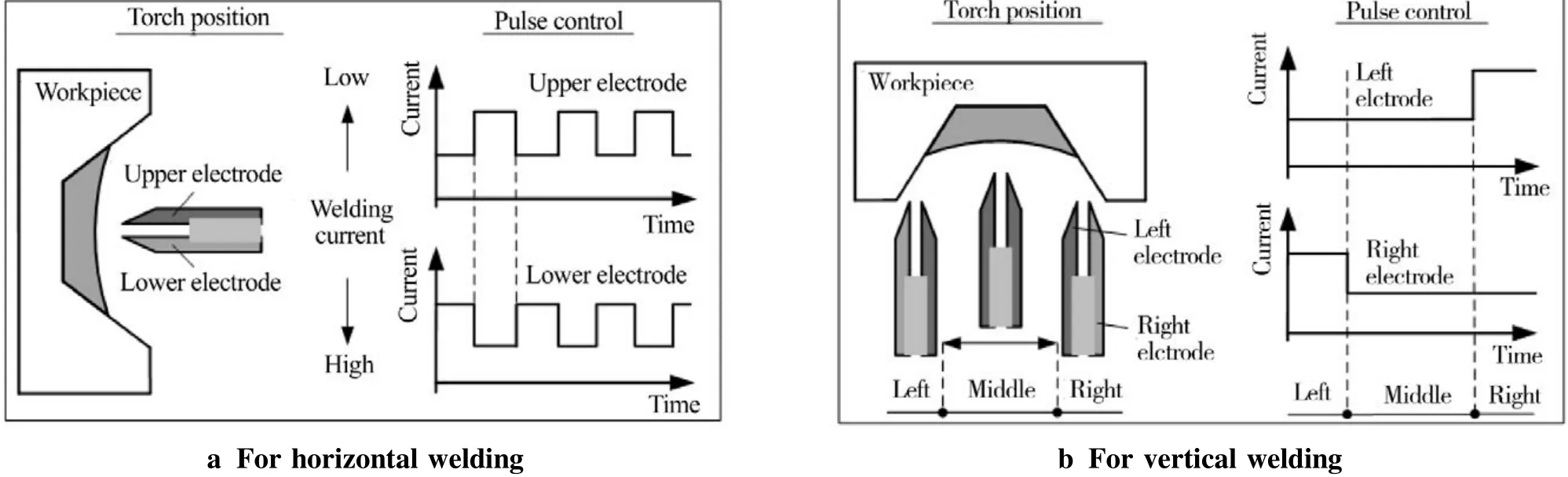
Fig.3Pulse current control of dual-electrode TIG welding
1.2Multi-wire GMAW
Multi-wire GMAW refers to the GMAW with multiple wires for welding at the same time.Compared with conventional single-wire GMAW,multi-wire GMAW can not only increase the total welding current without droplet transfer into rotating spray transfer to improve the deposition efficiency of the wires by the shunt action of each wire,but also homogenize the distribution of arc heat and force in different zones of molten pool to improve the fluidity of liquid metal in molten pool because multiple arcs share one molten pool,which is beneficial to avoid such welding defects as undercut or humping bead in multi-wire GMAW with high current and high speed[13-15]. Besides,in multi-wire GMAW,many welding parameters can be adjusted independently and each wire can be selected with different diameters and materials to adjust the chemical composition of the weld metal for the special requirements of joint properties.Furthermore,multi-wire GMAW has a larger size of weld pool and longer solidification time than conventional single-wire GMAW,so gas escapes from the molten pool more easily in multi-wire GMAW.Although there are more welding heat input per unit time in multi-wire GMAW,its heat input per unit length is not obvious higher than that of conventional single-wire GMAW because of its higher welding speed.In general,small welding deformation and high welding quality can be get in high speed multiwire GMAW[13-15].
So far,multi-wire GMAW has been applied to such fields as car,ship,locomotive vehicle,pressure vessel and power generation equipment for the welding of carbon steel,low alloy steel,stainless steel,aluminum alloy and other metallic materials.However,restricted by the complex system structure of multi-wire GMAW,only double-wire GMAW(e.g.,TWIN ARC welding and TANDEM welding)is often used in industrial production[16].
The main features of TWIN ARC welding are that two welding wires share one conduct tube and are usually powered by one high power supply,as shown in Fig.4a.The system structure of TWIN ARC welding is relatively simple,but its arc stability is completely determined by the self-adjusting ability of two arcs.Because of the strong electromagnetic interference between two arcs,it is difficult to select the proper welding parameters to control the arc length and droplet transfer of each wire accurately.As shown in Fig.4b,the main features of TANDEM welding are that two wires are fed through two mutual insulated conduct tubes and powered by two power supplies,respectively,so the welding parameters of each wire in TANDEM welding can be adjusted independently,and thus it is relatively easy to control the arc length and droplet transfer of each wire accurately. Compared with TWIN ARC welding,TANDEM welding has a more complex system structure,but it can get higher welding efficiency,better weld quality and stronger adaptability.TANDEM welding has become the most mature and widely used double-wire GMAW technology at present[16].Experimental results shown that the highest welding speed and deposition efficiency of the wires in TANDEM welding have reached 6 m/min and 36 kg/h,
respectively[17].
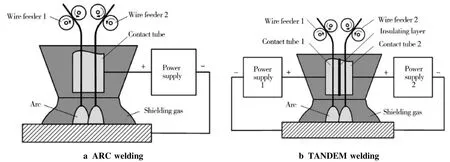
Fig.4Double-wire GMAW system
Different from multi-electrode TIG welding,the electromagnetic attractive force between two arcs in multiwire GMAW will aggravate the instability of the arcs,even extinguish the arcs,and generate the irregular droplet transfer,which results in more welding spatter,and deteriorates the weld quality[18-19].In order to solve these problems,pulse welding(Fig.5)is commonly used in multi-wire GMAW.Among them,the pulse welding with same frequency and opposite phase(Fig.5b)can minimize the electromagnetic attractive force between two arcs and get the relatively most stable arcs and droplet transfer.Therefore,it has become the most commonly used working mode in doublewire GMAW[15].Moreover,one droplet transfer per pulse can be achieved by setting up proper pulse currents in this working mode,as shown in Fig.6,which is often used for the welding of aluminum alloy and stainless steel[16].
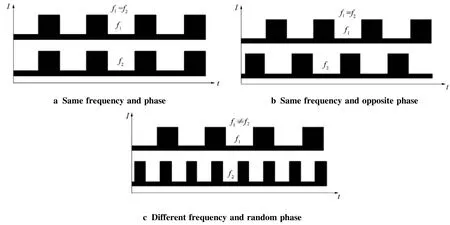
Fig.5Pulse current waveforms for double-wire GMAW
1.3DE-GMAW
Non-consumable DE-GMAW first proposed by Zhang Yuming et al.is shown in Fig.7.Its main features are that a bypass GTAW torch is equipped to the side of main GMAW torch,and each of them is powered by an independent power supply[20].During welding,the melting current Imthat flows through and melts the welding wire is divided into two parts within arc column region:the bypass current Ibpand base metal current Ibm.The former flows from the welding wire to tungsten electrode of bypass GTAW torch,and the latter flows from the welding wire to
the base metal.In this way,we can raise the deposition efficiency of GMAW wire by increasing the melting current Im,and simultaneously adjust the bypass current Ibpto get proper base metal current Ibmindirectly for getting the desirable heat input of base metal.Therefore,good weld quality can be guaranteed in high current DE-GMAW.It can be seen that non-consumable DE-GMAW is a welding process with high deposition efficiency of the wire and low heat input of the base metal.So it is very suitable for the welding of high strength steel or thin plate,overlay welding of wear-resistant or corrosion-resistant materials and so on[21].
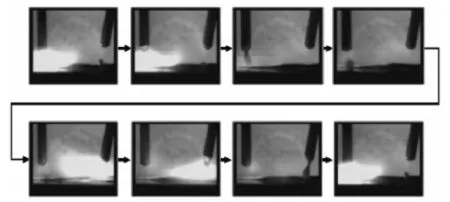
Fig.6One droplet transfer per pulse in TANDEM welding
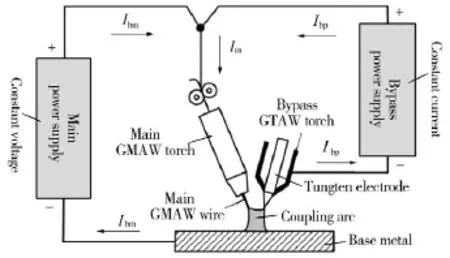
Fig.7Non-consumable DE-GMAW system
Based on the same shunting principle of bypass arc,some researchers have successively developed nonconsumable TE-GMAW(triple-electrode GMAW),consumable DE-GMAW and pulse non-consumable DE-GMAW in recent years.Compared with non-consumable DE-GMAW,non-consumable TE-GMAW can homogenize the distribution of arc heat and force by installing two bypass GTAW torches on both sides of main GMAW torch symmetrically,which raises the arc stability of non-consumable TE-GMAW.Consumable DE-GMAW makes full use of bypass current to melt the bypass GMAW wire by using the bypass GMAW torch instead of the bypass GTAW torch,which improves the deposition efficiency of GMAW wire.Pulse non-consumable DE-GMAW further reduces the heat input of the base metal by the pulse current instead of the constant current[21-22].
The previous research has shown that,except the shunt action for main GMAW arc,bypass arc can also promote the extension and jumping-up of main GMAW arc,which is helpful to decrease the critical current of non-contact droplet transfer of the main GMAW wire,and reduces the coupling-arc pressure.Therefore,such weld defects as undercut or humping bead can be avoided in high-current and high-speed DE-GMAW.However,the behavior characteristic of the coupling arc and droplet transfer in DE-GMAW is more complex than that of conventional single-arc GMAW,which makes it more difficult to get the stable welding process,especially consumable DE-GMAW.This is because the bypass power supply in consumable DE-GMAW is a constant current source,which weakens the self-adjusting ability of the bypass arc.In order to get the stable consumable DE-
GMAW process,we need to adopt"arc length-bypass current"double closed-loop control.Moreover,as shown in Fig.8,the bypass arc in consumable DE-GMAW always tends to seek metal oxidation film and climb up along the bypass GMAW wire because the bypass GMAW wire is connected to the negative electrode of the bypass power supply.When pure Ar as shielding gas is used in consumable DE-GMAW,the main mode of the droplet transfer is globular repelled transfer,which aggravates the instability of consumable DE-GMAW process.But,if some oxidizing gas is added in pure Ar,coupling-arc stability will be raised and the mode of the droplet transfer will change from globular repelled transfer to spray transfer in consumable DE-GMAW[21-22].

Fig.8Droplet transfer modes in consumable DE-GMAW
1.4Plasma-MIG hybrid welding
Plasma-MIG hybrid welding is a kind of double-arc hybrid welding technology with the high energy density of the plasma arc and the high deposition efficiency of the MIG wire.According to the relative position of the plasma arc and MIG arc,plasma-MIG hybrid welding is classified into coaxial plasma-MIG hybrid welding and paraxial plasma-MIG hybrid welding,as shown in Fig.9[23].The former has two types of bias tungsten electrode and ring-shaped copper electrode.By contrast,coaxial plasma-MIG hybrid welding with ring-shaped copper electrode has more practical application in industrial production because its ring-shaped copper electrode can be cooled easily by water and its welding torch has longer service life and better current carrying capacity[24].

Fig.9Plasma-MIG hybrid welding system
As shown in Fig.9a and Fig.10a,for coaxial plasma-MIG hybrid welding,its plasma arc and MIG arc are coaxial and burn in one welding torch,and thus can form a stable coupling arc due to both of them sharing the same conductive environment.Restricted by the plasma nozzle,the wire extension of coaxial plasma-MIG hybrid welding is bigger than that of MIG welding.During welding,the bottom of the welding wire,metal droplet and MIG arc are all surrounded in plasma arc and shielding gas.As a result,the protective effect of shielding gas is improved significantly,which greatly reduces the weld porosity and welding spatter.Besides,MIG wire is heated by the MIG arc and plasma arc together,and thus its melting rate is greatly accelerated.For example,the deposition efficiency of mild steel wire with the diameter of 1.6 mm can be up to 30 kg/h.Furthermore,the plasma arc is further concentrated under the action of magnetic field created by the MIG current,which enhances the stiffness and energy density of the coupling arc[8].Spectral analysis found that the outer temperature of the coupling
arc(about 13 000 K)is higher than the inner temperature of the coupling arc(about 7 000 K),which is beneficial to homogenize the liquidity of liquid metal in molten pool and avoid weld defects in plasma-MIG hybrid welding with high current and high speed[25].

Fig.10Arc characteristics of plasma-MIG hybrid welding
Generally,themodeofDirectCurrentElectrodePositive(DCEP)isadoptedincoaxialplasma-MIGhybridwelding. This mode can break metal oxidation film on the surface of the workpiece by the cathode atomizing action of the plasma arc,and thus is especially suitable for the welding of easily oxidizable metals(e.g.,aluminum alloy and magnesium alloy).Besides,the strong preheat action of the plasma arc to the workpiece makes coaxial plasma-MIG hybrid welding have obvious advantages for the welding of the metal materials with good heat conductivity(e.g.,copper alloy and aluminum alloy)and underwater welding.However,coaxial plasma-MIG hybrid welding also has some deficiency,for example,the plasma arc and MIG arc burn in one welding torch,which has a strict requirment on the cooling ability of the welding torch.As a result,the size of the corresponding welding torch is larger than that of the conventional PAW or MIG torch.In addition,the most common way of arc ignition in coaxial plasma-MIG hybrid welding is soft starting arc by MIG wire being fed and then pulled back,but the reliability and stability of arc ignition remains to be further improved[8,26].
Paraxial plasma-MIG hybrid welding is also referred to as Super-MIG welding,as shown in Fig.9b.The plasma arc and MIG arc have a certain angle along welding direction.When the welding starts,the plasma arc is firstly ignited as a guiding arc,and then the MIG arc is ignited.By the good penetrating ability of the plasma arc,a dynamic keyhole on the surface of the workpiece(Fig.10b)is formed,and the MIG wire is melted rapidly under the heating of the plasma arc and MIG arc together and filled into the dynamic keyhole,thus forming a deep-penetration and high-quality weld.Compared with coaxial plasma-MIG hybrid welding,the most advantage of paraxial plasma-MIG hybrid welding is that the requirement on the cooling ability of the welding torch is reduced,which makes the structure of the welding torch become compact and can realize the miniaturization and practicality of the welding torch.Paraxial plasma-MIG hybrid welding is often used for the welding of bigthickness or medium-thickness metal structural components[23].
1.5TIG-MIG hybrid welding
When MIG welding with pure Ar as shielding gas is used to weld stainless steel,the cathode spots of the MIG arc often jumps around for seeking the metal oxidation film,and the high viscosity of the metal droplet and liquid metal in molten pool easily causes such weld defects as curving weld bead(Fig.11),undercut and porosity. Therefore,a small amount of O2or CO2is often added in pure Ar to improve the weld appearance,but it results in the oxidation of the weld surface and reduces the mechanical properties of the weld joint[3].In order to solve these problems,TIG-MIG hybrid welding process(Fig.12)is proposed by Shuhei Kanemaru et al..The front TIG arc,
which exists persistently,can not only preheat the MIG wire and workpiece,but stabilize the cathode spots of the MIG arc in pure Ar as shielding gas.As a result,not only can TIG-MIG hybrid welding get good weld appearance and deep penetration(Fig.11),but also its weld quality is equivalent to that of TIG welding.It can be seen that TIGMIG hybrid welding has the high weld quality of TIG welding and the high welding efficiency of MIG welding[27-28].
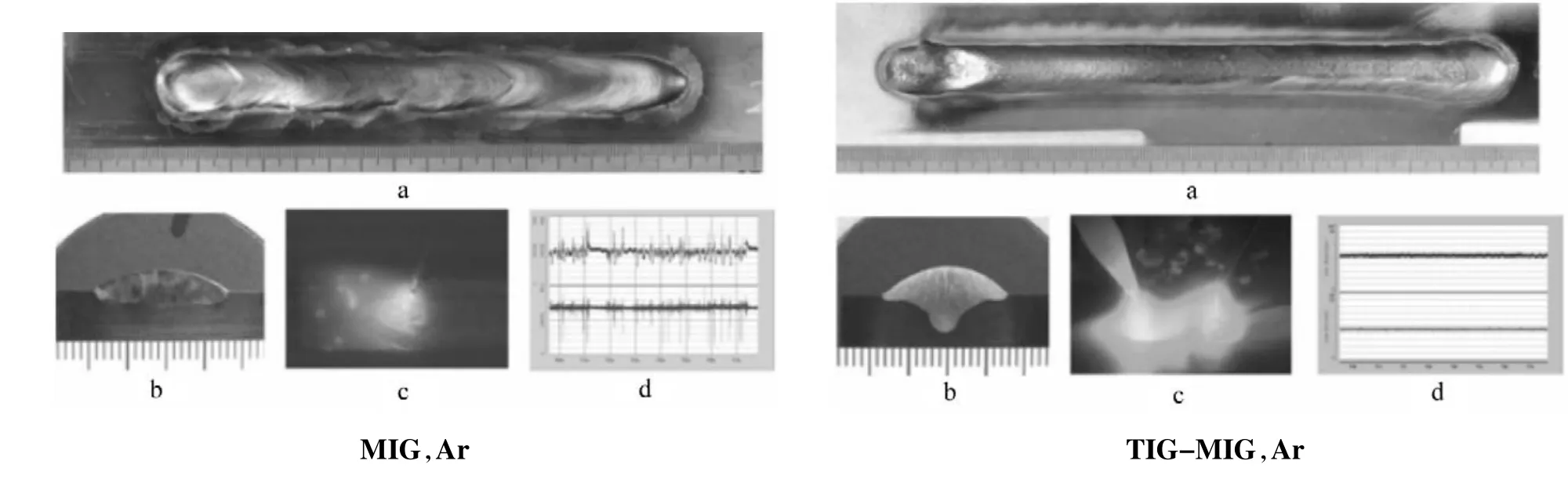
Fig.11 Performance comparision of two welding processes
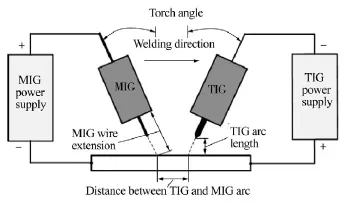
Fig.12TIG-MIG hybrid welding system
Because of the opposite polarity connection of TIG welding and MIG welding,there are two kinds of interaction between TIG arc and MIG arc,as shown in Fig.13:(1)Electromagnetic repulsive force(i.e.F and F'),caused by the opposite current directions of two arcs;(2)Electromagnetic attractive force,caused by the high potential difference(i.e.U1+U2)between MIG wire and tungsten electrode.Under the influence of above-mentioned two forces,TIG arc and MIG arc are coupled and eventually form a stable coupling arc under a certain conditions.Besides,coupling arc can homogenize the distribution of arc heat and force acting on the surface of molten pool,so various weld defects can be avoid in TIG-MIG hybrid welding with high current and high speed[29-30].
2Double-sided arc welding
When conventional single-arc welding is used to weld big-thickness or medium-thickness metal structural components,proper groove has to be machined and multi-layer and multi-pass welding must be performed because of the poor penetration capability of conventional single arc.Consequently,it not only reduces the welding efficiency and increases the production cost,but also cannot guarantee the joint quality.In order to solve these problems,Zhang Yuming et al.put forward double-sided arc welding(DSAW),as depicted in Fig.14[31].The main feature of DSAW is that two welding torches are placed on opposite sides of the workpiece,respectively,and simultaneously used to weld the workpiece.The experimental results shown that DSAW can not only increase weld penetration,reduce the temperature gradient of the weld in thickness direction,but also omit the backing weld and the corresponding back chipping,reduce the size of the groove and the corresponding filling metal.Therefore,
DSAW has the advantages of high welding efficiency,small welding deformation,good joint quality and so on.
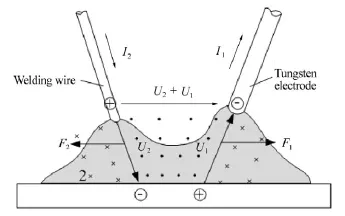
Fig.13Electromagnetic force between two arcs
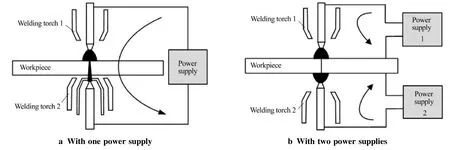
Fig.14Double-sided arc welding system
The common combinations of welding methods which are used to compose DSAW have four forms of TIGTIG,TIG-MIG,TIG-PAW and MIG-MIG.Among them,the combinations of TIG-TIG and TIG-PAW have more applications in industrial production.In general,when the workpiece is in downward welding position,TIG welding or PAW without filling wire is normally used on the back of the workpiece because MIG welding as the backing arc is difficult to get the stable droplet transfer on the back of the workpiece.When the workpiece is in vertical welding position,the combination of MIG-MIG can be used[32].
According to the powered mode of the power supply,DSAW is classified into DSAW with one power supply and DSAW with two power supplies,as shown in Fig.14.The main features of DSAW with one power supply are that two arcs are powered by one power supply and cascaded in one welding circuit loop,and two welding torches are placed on both sides of the workpiece to implement welding symmetrically.In the process of welding,the welding current doesn’t flow through the surface of the workpiece again,but flows through the molten pool directly,which makes the welding current and two arcs distinctly concentrated by the electromagnetic interaction between two arcs,as shown in Fig.15,which greatly increases the weld penetration,the ratio of weld penetration to weld width,and the utilization rate of arc heat.For two power supplies type of DSAW,two arcs are powered by two different power supplies,respectively,and connected to two independent welding circuit loops,and two welding torches placed on the both sides of the workpiece carry out welding symmetrically or dislocation welding of one behind the other.Compared with DSAW with one power supply,DSAW with two power supplies has the stronger practicability in industrial applications due to the simpler system configuration and adjusting flexibility of welding parameters.However,DSAW has some limitation in industrial applications because of its mandatory
requirement on the double side accessibility of the workpiece[32-33].
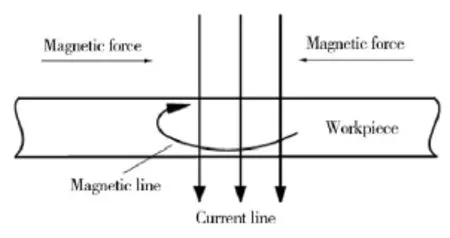
Fig.15Welding current and induced magnetic field
3Conclusion
Gas shielded multi-arc welding can get the higher welding efficiency and better joint quality by means of the interaction between multiple arcs than conventional gas shielded single-arc welding,and has become one of the most popular welding methods to achieve the high efficiency welding.
At present,the majority of gas shielded multi-arc welding technologies have not been widely and fully applied in industrial production.The main reasons are as follows:(1)The majority of gas shielded multi-arc welding is powered together by more than one power supply and thus needs to have an accurate coordination control system;(2)The fact that arc plasma has electromagnetic and thermodynamic properties makes the interaction between arcs very complex,which makes it difficult to get the stable arcs and control the droplet transfer accurately;(3)Optimizing welding parameters is difficult,because gas shielded multi-arc welding has many independent welding parameters and the interaction between arcs is also very complex;(4)Either a large size of welding torch or the combination of multiple normal welding torches is used in gas shielded multi-arc welding,which not only reduces the accessibility of welding position,but also needs the corresponding automatic auxiliary equipment(e.g.welding tractor,welding robot)to carry out welding together.
In order to further promote the industrial application of gas shielded multi-arc welding,the corresponding welding system can be improved from the following several aspects:(1)How to boost the coordination control ability and integration of welding system;(2)How to increase the stability of arcs and the controllability of droplet transfer;(3)How to get the optimal welding parameters quickly.These are the important development directions of gas shielded multi-arc welding in the future.
Gas shielded multi-arc welding is derived from conventional gas shielded single-arc welding.Compar-ed with some new types of high efficiency welding methods,such as laser welding,laser-arc hybrid welding,electron beam welding and friction stir welding,gas shielded multi-arc welding has the lower welding cost,more complete auxiliary facilities and stronger adaptability,so it has significant industrial application value and broad developm ent prospect.
[1]Chen Q,Sun Z G.Development situation of arc welding technology[C].Beijing:InternationalForumforHighEfficiency Welding,2002.
[2]Yin S Y.Research progress of high efficiency arc welding technology[J].Welding&Joining,2006(10):7-14.
[3]Yin S Y.Foundation and application of gas shielded arc welding process[M].Beijing:China Machine Press,2012.
[4]Shi Y,Li Y,Huang J K,et al.Research and development of high-efficiency MIG/MAG welding[J].Electric Welding Machine,2008,38(12):6-10.
[5]Kobayashi K,Nishimura Y,Iijima T,et al.Practical application of high efficiency twin-arc TIG welding method(SEDAR-TIG)for PCLNG storage tank[J].Welding in the World,2004,48(7/8):35-39.
[6]Chen J,Leng B,Yu H N.Status of research and development for multiple-wire welding technology[J].Welding Digest of Machinery Manufacturing,2015(3):24-29.
[7]Zhang Y M,Jiang M,Lu W.Double electrodes GMAW improve heat input control[J].Welding Journal,2004,83(11):39-41.
[8]Wang X Y,Yang X Q,Yang T,et al.Development of plasma-MIG hybrid arc welding technology[J].Welding&Joining,2012(8):26-29.
[9]Kanemaru S,Sasaki T,Sato T,et al.Basic study on TIG-MIG hybrid welding process[J].Quarterly Journal of the Japan Welding Society,2012(30):29-34.
[10]Song R L.Research and development of high performance welding arc[J].Electric Welding Machine,2013,43(3):1-5.
[11]Wang S B.Research onphysicalcharacteristicsandweldingprocessof twin-electrode TIG welding method[D].Heilongjiang:Harbin Institute of Technology,2006.
[12]Gu X L.Research on physical characteristics and welding process of twin-electrode TIG welding method[D].Heilongjiang:Harbin Institute of Technology,2007.
[13]Cao M Q,Zou Z D,Zhang S S,et al.Present situation and development of twin-wire arc welding[J].Journal of Shandong University of Science and Technology(Natural Science),2008,27(2):88-92.
[14]Zhang H B,Huang S S,Zhou Y Q,et al.Characteristics of twin arc GMAW with a common weld pool[J].Electric Welding Machine,2004,34(11):25-27.
[15]Li X L,Huang S S,Wu K Y,et al.Present situation and developing trend of double wire pulsed MIG/MAG welding[J].Electric Welding Machine,2007,37(10):11-13.
[16]Christoph K.TIME TWIN—Double-wirehighspeedwelding[C].TheAnnualMeetingofChineseMechanicalEngineeringSociety,2002.
[17]Chen Y C,Li S N,Song Gang,et al.Modern efficient welding methods and their application[M].Beijing:China Machine Press,2015.
[18]Ye D,Hua X,Wu Y.Arc interference behavior during twin wire gas metal arc welding process[J].Advances in Materials Science &Engineering,2013(312):83-87.
[19]Ueyama T,Ohnawa T,Tanaka M,et al.Occurrence of arc interaction in tandem pulsed gas metal arc welding[J].Science&Technology of Welding&Joining,2007,12(6):523-529.
[20]LI K H,CHEN J S,ZHANG Y M.Double-electrode GMAW process and control[J].Welding Journal,2007(86):231s-237s.
[21]Zhu M.The Research on controlling of stability and metal transfer behavior in consumable DE-GMAW process[D].Gausu:Lanzhou University of Technology,2014.
[22]Li K H,Zhang V M.Consumable double-electrode GMAW partⅡ:monitoring,modeling,and control[J].Welding Journal,2008,87(2):44s-50s.
[23]Wang C C,Du B.R Investigation and application of Plasma-MIG/MAG hybrid welding technology[J].Welding&Joining,2009(12):62-64.
[24]Que F H,Wang Z M.Research progress in the plasma-MIG welding[J].Electric welding machine,2013,43(3):28-32.
[25]Bai Y,Gao H M,Wu L.State of study on arc characteristic during plasma-MIG welding process[J].Electric Welding Machine,2007,37(9):17-19.
[26]Asai M S,Ogawa M T,Ishizaki M Y,et al.Application of plasma MIG hybrid welding to dissimilar joints between copper and steel [J].Welding in the World,2013,56(1/2):37-42.
[27]Kanemaru S,Sasaki T,Sato T,et al.Study for TIG MIG hybrid welding process[J].Welding in the World,2014,58(1):11-18.
[28]Yang T,Zhang S H,Gao H M,et al.Analysis of mechanism for TIG-MIG hybrid arc properties[J].Transactions of the China Welding Institution,2012,33(7):25-28.
[29]Lou X F,Chen M A,Wu C S,et al.Humping and undercutting suppression mechanism for high speed TIG-MIG hybrid welding [J].Transactions of the China Welding Institution,2014,35(8):87-90.
[30]Meng X,Qin G,Zhang Y,et al.High speed TIG MAG hybrid arc welding of mild steel plate[J].Journal of Materials Processing Technology,2014,214(11):2417-2424.
[31]Zhang Y M,Zhang S B.Double-sided arc welding increases weld joint penetration[J].Welding Journal,1998,77(6):57-61.
[32]Cui X M,Li L H,Zhang Y H.Analysis of double-sided arc welding technology and physical process[J].Journal of Beijing University of Aeronautics and Astronautics,2003(7):654-658.
[33]Gao L,Tan Y F,Hao S Q,et al.Research situation on double side arc welding[J].Hot Working Technology,2012,41(3):157-159.
TG444
A
1001-2303(2016)11-0009-12
献
TANG Yingying,ZHU Zhiming,YANG Zhongyu,et al.High-efficiency Gas Shielded Multi-arc Welding Technology[J].电焊机,2016,46(11):9-20.
汤莹莹(1988—),女,河南开封人,在读博士,主要从事焊接电弧物理及高效化复合焊接方面的研究工作。
10.7512/j.issn.1001-2303.2016.11.02
猜你喜欢
智能建筑电气技术(2022年2期)2022-02-06
红豆教育(2021年36期)2021-04-21
大众投资指南(2021年35期)2021-02-16
中国化肥信息(2020年10期)2020-07-22
制造技术与机床(2019年9期)2019-09-10
中国测试(2018年10期)2018-11-17
科技创新导报(2017年7期)2017-06-03
建筑建材装饰(2017年4期)2017-05-31
电子制作(2017年22期)2017-02-02
铁路通信信号工程技术(2014年6期)2014-02-28
