
LF21铝合金双轴肩搅拌摩擦焊组织与性能
2016-12-12 02:42张忠科廖蕴博王希靖王亚俊
电焊机 2016年11期
张忠科,廖蕴博,王希靖,王亚俊
(兰州理工大学甘肃省有色金属新材料国家重点实验室,甘肃兰州730050)
LF21铝合金双轴肩搅拌摩擦焊组织与性能
张忠科,廖蕴博,王希靖,王亚俊
(兰州理工大学甘肃省有色金属新材料国家重点实验室,甘肃兰州730050)
利用光学显微镜、扫面电子显微镜、显微硬度仪、拉伸试验机等方法,分析6 mm厚LF21铝合金单道对接双轴肩搅拌摩擦焊焊焊缝的微观组织、力学性能、缺陷成因。实验结果表明,转速1 200 r/min、焊接速度100 mm/min时可以获得较好的焊接性能;焊缝组织呈不完全对称的沙漏状;焊缝硬度在焊缝两侧的热影响区处发生不对称的软化,前进侧组织析出相发生了明显的长大现象;抗拉强度达到103.25 MPa,焊接强度系数为基材强度的70.4%,接头断口形貌呈典型的韧性断裂。
双轴肩搅拌摩擦焊;LF21;力学性能;组织分析
0前言
铝合金在实现运载工具轻量化上有着举足轻重的意义[1],搅拌摩擦焊(FSW)技术可以实现低熔点有色金属尤其是铝合金的高质量、高速度、低成本的焊接。但是常规搅拌摩擦焊还存在焊接载荷大、装配精度要求严格、容易发生未焊透缺陷等问题,并且对于曲面和双层筋板特殊形状的焊缝适用性较弱。为此,研制出了双轴肩搅拌摩擦焊(bobbin tools FSW)。双轴肩搅拌摩擦焊的搅拌头自身为焊接提供垫板,对于焊接双层筋板、曲面等复杂情况的焊接具有更好的适用性;同时其上下轴肩都产生热量,即大大地提高了产热量,既提高FSW的工作效率,又产生一个相对对称的温度场,使焊件更不易发生焊后变形。
在双轴肩搅拌摩擦焊发展的进程中,N.George[2]等人经过测量温度和模拟温度场,研究了双轴肩搅拌
摩擦焊与传统FSW温度场的差异;P.L.Threadgill[3]等人研究了厚板铝合金搅拌摩擦焊组织的变化;江苏科技大学的陈书锦、胡晓晴等人开发了基于数字化控制技术,研制了双轴肩搅拌摩擦焊接实验系统[4-5];北京赛福斯特公司的董继红等人对双轴肩搅拌摩擦焊焊接接头耐蚀性进行了研究[6]。
实验采用6 mm的LF21铝合金为研究对象,通过对焊缝进行成型、显微硬度实验,抗拉强度实验、SEM扫描分析等手段,研究双轴肩搅拌摩擦焊的组织和力学性能的变化及影响因素,系统分析焊接过程中产生的新型缺陷。
1实验材料及设备
实验焊机为FSW-3LM-015搅拌摩擦焊机。采用对焊焊缝,选用6 mm厚LF21铝合金,化学成分如表1所示。经过机械加工,制成180mm×80 mm试板。采用锉刀加工试板表面,除去毛刺,去除氧化膜。用丙酮擦洗试板表面,去除油污和杂质。

表1 LF21铝合金化学成分%
搅拌头是获得质量高、结合牢靠焊接接头的核心工具。实验采用自行设计的搅拌头,上下轴肩直径20 mm,搅拌针为直径8 mm的圆柱搅拌针,上下轴肩间隙5.6 mm,轴肩处设计有坡口。
FSW主要参数为转速1 000~1 500 r/min,焊速100 mm/min。将焊接成形后的试样通过线切割切取试样,焊接接头在岛津AG-10TA万能拉伸试验机上进行剪切性能测试,结果取3次实验的平均值;利用JSM-6700F电子扫描电镜观察剪切断口形貌,进行断口扫描和分析。
2实验结果分析
2.1焊接参数对BT-FSW接头外观形貌的影响
焊接转速1 000~1 500 r/min时的焊缝成形如图1所示。
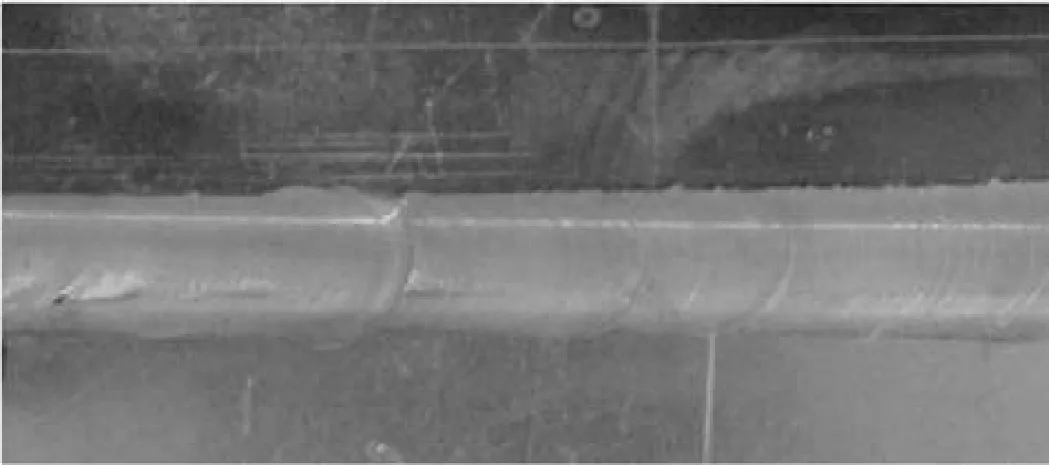
图1 不同转速下的对接焊缝表面形貌
由图1可知,3个实验参数下都获得了表面成形较好的焊缝,转速为1 200 r/min时焊缝飞边少、成形最为美观。产生飞边的本质是产热量、焊接速度、下压量的不匹配造成的。由于前进侧的热输入量大于返回侧,因而前进侧金属流动性优于返回侧,而由
于搅拌力的作用前进侧金属填充至返回侧,返回侧金属填充至前进侧,因此前进侧更容易产生飞边,与实验现象相符;上下表面由于都有轴肩作用导致上下表面都可能产生飞边,少量的飞边并不会影响接头质量,但是当下压量过大时会产生大量的飞边,极大减少焊缝金属的厚度,降低焊缝承载能力。因此相对于单轴肩搅拌摩擦焊,双轴肩搅拌摩擦焊又多出一个轴肩间隙的变量,轴肩间隙、搅拌针下压量、转速和焊接速度共同决定焊缝表面成形质量。
2.2BT-FSW组织及缺陷分析
对试样在焊缝处取材,获得焊缝横截面试样如图2所示。图2a、2b、2c分别为双轴肩搅拌摩擦焊接头转速分别为1 000 r/min、1 200 r/min、1 500 r/min的焊接接头横截面宏观照片。与单轴肩漏斗状的焊缝组织不同,双轴肩搅拌摩擦焊焊缝呈上下不完全对称的沙漏状,焊缝在转速1 200 r/min时获得无缺陷的焊缝;转速为1 000 r/min和1500r/min时,在焊缝中心处均出现隧道缺陷;转速为1 000 r/min时缺陷位于中央地带,缺陷两侧尖锐,返回侧无丝毫堆积形状,且隧道宽度几乎贯穿整个搅拌针区域,说明该处金属的塑性流动能力较差;转速为1 500 r/min时,焊缝隧道缺陷明显偏向于返回侧边缘处,缺陷两侧稍呈弧状,且返回侧处出现了明显的堆积现象,与1000r/min时有明显区别。

图2 接头横截面形貌
当产热量较低和较高时都产生了隧道缺陷,其各自成因主要为:BT-FSW的搅拌针相对较粗,位于搅拌针前部的金属由于受到摩擦热和搅拌针的机械搅拌作用,从搅拌针前端运动到搅拌针后端,有一个较长的运动距离。当热输入量不足时,非常容易因填隙能力不足导致隧道缺陷;当热输入量过大后,上下轴肩的搅动作用明显增强,当作用深度大于50%横截面后,搅拌针、上下轴肩产生的流场在交互处发生紊流,由于后退侧金属由高搅拌作用的前进侧填充而来,塑性金属流动能力远大于前进侧,所以各流场在后退侧先发生交互作用,产生一个明显的向后退侧发展的堆积瘤(见图2c),塑性金属的流动方向发生偏移、流动能力也迅速减弱,导致在前进侧填充不足。由图2d可知,在三个流场的共同作用下,在隧道的产生处即后退侧区域发生塑性金属填充不足,导致前进侧出现缺陷。
转速为1 200 r/min时,焊缝金属既有较好的半固态流动能力,搅拌针也能起到足够的搅拌作用,因此成型效果最好。
2.3BT-FSW力学性能分析
对焊缝横截面进行显微硬度实验,结果如图3所示。图3分别列出距离试样上表面1 mm、2.5 mm、5 mm的显微硬度曲线。沿垂直焊接前进方向,截面上接头显微硬度分布呈“马鞍”形分布;横截面上的硬度呈中间高、两侧低的现象,上下侧硬度分布除了后退侧的小部分区域外基本相同。
整体来说,焊缝横截面中部硬度略大于上下表面是由于上下轴肩产热量很大,接头软化效果更加明显;影响区由于只受热、不受搅拌针的搅拌作用,导致热影响区的组织粗化和强化相溶解,硬度降低。
焊缝前进侧和后退侧硬度不完全对称即后退侧大于前进侧是因为:一方面,大量的第二相在搅拌过程中在后退侧进行了堆积,导致前进侧第二相数量减少;另一方面,后退侧组织源于搅拌能力更强的前进侧,析出相粉碎效果更好,前进侧组织源于搅拌作用较差的后退侧,析出相粉碎效果较差,出现粗化现象,造成硬度的突变。前进侧和返回侧第二相分布如图4所示。

图3 接头横截面显微硬度分布

图4 前进侧和返回侧第二相分布
对试样进行拉伸性能试验及断口扫描,结果如图5所示,转速1 200 r/min的试样抗拉强度最高,达到母材的70%。由图5可知,试样都是在热影响区断裂,并且拉伸试样的断裂面和接头横截面呈45°。

图5 试样拉伸断裂实验
热影响区由于只受热不受搅拌作用,晶粒发生长大,因此试样拉伸时,断口都分布在热影响区与前进侧的交界处热响区,说明焊缝前进侧的热影响区的力学性能低于后退侧。初步分析认为,在搅拌头搅拌前进过程中,焊缝前进侧温度较高的塑型金属随着搅拌针的搅拌作用填向了后退侧,后退侧温度较低的塑性金属流向了前进侧,导致前进侧填充能力弱于后退侧,成为焊缝的薄弱环节,因此,断裂位置出现在焊缝前进侧的热影响区。
拉伸实验后的断口如图6所示,拉伸断口处观察到了大小不均匀的韧窝,小韧窝撕裂棱明显,说明焊缝为韧性断裂,且具有较好的力学性能,同时说明
由于双轴肩搅拌摩擦焊产热量较大,当热输入和焊接速度不匹配时在断裂处分散相发生明显长大,导致韧窝分布极不均匀,降低了焊缝的力学性能。

图6 接头断口SEM分析
3结论
(1)BT-FSW在焊接过程中,上下轴肩同为主要热源,形成一个较为对称的温度场,但横截面中心处由于获得的热量少,流场更为复杂。虽然相对于单轴肩搅拌摩擦焊消除了未焊透的缺陷,但若搅拌头尺寸或焊接工艺参数不匹配时,其焊缝中部容易出现空洞或隧道缺陷。
(2)由于BT-FSW的产热量较大,当工艺参数不匹配时容易出现分散相长大现象,从而降低接头力学性能。
[1]王元良,周有龙,胡久富,等.运载工具的铝合金选材与焊接[J].中国有色金属学报,2001,11(z2):1-5.
[2]George N Lampeas,Ioannis D.Diamantakos.Effects of Nonconventional Tools on the Thermo-Mechanical Response of Friction Stir Welded Materials[J].Journal of Manufacturing Science and Engineering,2015,137(5):P051020.
[3]Philip L Threadgill,Ahmed M M Z,Jonathan P,et al.The use of bobbin tools for friction stir Welding of aluminium [J].Materials Fcience Forum,2010(638-642):1179-1184.
[4]陈书锦,胡晓晴,芦笙,等.双轴肩搅拌摩擦焊接实验系统研究[J].实验技术与管理,2014,31(11):39-42,47.
[5]江苏科技大学.基于前导区温度反馈的双轴肩搅拌摩擦焊接装置及其方法:中国,CN201410449491.8[P].2014-12-17.
[6]董春林,董继红,赵华夏,等.6082铝合金双轴肩FSW接头组织及腐蚀性能[J].焊接学报,2012,33(10):5-9.
Microstructure and property of bobbin tools friction stir welding for LF21 aluminum sheet
ZHANG Zhongke,LIAO Yunbo,WANG Xijing,WANG Yajun
(State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials,Lanzhou University of Technology,Lanzhou 730050,China)
The microstructure and mechanical properties of the bobbin tools friction stir welding joints of LF21 aluminum sheet of 6 mm in thickness were investigated by optical microscope,SEM,tensile test and hardness test.The results show that when rotating speed is 1 200 r/min and welding speed is 100 mm/min,can get welds with good qualities.The micro-hardness result shows that the joints are softened obviously in HAZ with the hardness asymmetric in advancing side(AS)of weld and retreating side(RS)of weld,with the precipitated phase of growing up obviously in AS in microstructure;the tensile strength of welds can reach 103.25 MPa which is about 70.4%of that of base metal,and joint fracture morphology is a typical ductile fracture.
bobbin tools FSW;LF21;mechanical property;structure analysis
TG457.14
A
1001-2303(2016)11-0026-05
10.7512/j.issn.1001-2303.2016.11.04
献
张忠科,廖蕴博,王希靖,等.LF21铝合金双轴肩搅拌摩擦焊组织与性能[J].电焊机,2016,46(11):26-30.
2016-01-19;
2016-06-26
国家自然科学基金资助项目(51265030);甘肃省自然科学基金资助项目(2014GS03264)
张忠科(1978—),男,山东济南人,副教授,博士,主要从事焊接设备及其自动化、新型连接技术等研究工作。
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
材料与冶金学报(2022年2期)2022-08-10
环境技术(2022年3期)2022-07-21
宁夏电力(2022年1期)2022-04-29
山东冶金(2019年3期)2019-07-10
金属加工(热加工)(2018年10期)2018-10-26
制造技术与机床(2017年8期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
中国铸造装备与技术(2017年3期)2017-06-21
照明工程学报(2016年3期)2016-06-01
