
超薄Inconel 625激光焊接接头组织与性能
2016-12-06 02:19:16孙佳伟陈明和梁养民谢国印李春阳
电焊机 2016年2期
孙佳伟,陈明和,梁养民,谢国印,李春阳
(1.南京航空航天大学机电学院,江苏南京210016;2.西安航空发动机(集团)有限公司,陕西西安710021)
超薄Inconel 625激光焊接接头组织与性能
孙佳伟1,陈明和1,梁养民2,谢国印2,李春阳2
(1.南京航空航天大学机电学院,江苏南京210016;2.西安航空发动机(集团)有限公司,陕西西安710021)
采用YAG脉冲激光对0.2 mm厚Inconel 625薄板进行对接焊试验,研究了焊接电流、脉宽、焊接速度对焊缝宏观形貌、组织及性能的影响。结果表明,以氩气为保护气,采用YAG脉冲激光焊,在焊接电流65 A、脉宽3.0 ms、焊接速度150 mm/min时,可以获得较好质量焊缝。焊接接头显微组织由焊缝中心区的等轴晶和熔合线附近的柱状晶组成,热影响区晶粒基本没有变化。焊接接头抗拉强度可达母材的96.4%,拉伸断裂于熔合线附近,微观断口特征显示断口处分布有较多而相对较浅的等轴韧窝并伴有少量的撕裂带。焊缝区显微硬度相比母材区略有提高。
高温合金;超薄板;脉冲激光焊接;组织;性能
0 前言
Inconel 625是以钼、铌为主要强化元素的固溶强化镍基变形高温合金,因其优良的耐腐蚀、抗氧化性能及其在高温下良好的拉伸性能与疲劳性能而被广泛应用于航空、航天、化工及海洋产业[1-2]。
近年来,国内外学者对Inconel 625的焊接工艺进行了大量研究,主要焊接方法有氩弧焊、等离子弧焊、激光焊、钎焊、电子束焊、爆炸焊等[3-5],其中激光焊接作为一种高效精密的焊接方法,与常规焊接方法相比具有热影响区窄、焊接效率高以及热变形小等优点,同时相比于电子束焊则具有设备相对便宜、操作方便的优点,在航空航天、电子、核动力等领域得到了广泛的应用,特别是对于超薄板材的焊接有独特优势[6]。但是,国内外的有关Inconel 625激光焊接工艺的研究多局限于厚度在0.5 mm以上的板材的焊接工艺[7-9]。本研究使用的0.2 mm厚Inconel 625薄板为某型发动机导向叶片冷气导管所用材料,因冷气导管工作时要求与导向叶片的内腔配合,因此要求焊缝表面平整且焊缝附近区域无较大变形,由于材料较薄,存在易烧穿、热变形较大的问题,目前厂方采用氩弧焊方式实现冷气导管的毛坯焊接。考虑到激光焊接超薄板材的天然优势,研究Inconel 625薄板的激光对接焊工艺对采用激光焊接获得冷气导管毛坯具有一定的意义。
本研究针对0.2 mm厚Inconel 625薄板,采用YAG脉冲激光在多种工艺参数下进行对接焊试验,利用光学显微镜分析焊接接头的宏观形貌和显微组织,并测试焊接接头的力学性能和显微硬度,同时利用扫描电镜对比分析了母材与焊接接头的微观断口形貌。
1 试验方法
试验采用0.2 mm厚Inconel 625薄板进行对接焊试验,试样尺寸为31 mm×21 mm×0.2 mm,Inconel 625薄板主要化学成分如表1所示。

表1 Inconel 625化学成分%
焊接试验在BD-JG-600多功能激光加工机上完成,其平均输出功率500 W,激光脉冲频率0~500 Hz连续可调,激光脉冲宽度0.2~20 ms连续可调,工作台移动速度0~1 200 mm/min。焊前需用800#砂纸打磨试样焊接端面去除氧化膜,然后用丙酮洗去试样表面油污。试验时通过自制夹具将试样固定在激光机工作台上,两焊接端面紧密贴合不留间隙。焊接过程中,正反面通纯度为99.99%的氩气,防止焊接区域剧烈氧化,其流量为5 L/min。采用不同工艺参数进行对接焊试验,观察焊缝宏观形貌。
焊后将不同参数下得到的试样利用线切割加工为拉伸试样,然后在电子精密拉伸试验机上进行拉伸试验测定焊接接头的抗拉强度和断后伸长率,拉伸速度为2 mm/min。采用Olympus MX40显微镜观察焊缝表面及其横截面宏观形貌和显微组织。利用HVS-1000A显微维氏硬度计测量母材及焊缝中心显微硬度。利用JSM-6360LV扫描电镜进行拉伸试样断口分析。
2 试验结果与分析
2.1焊接参数对焊缝宏观形貌的影响
试验发现,焊接电流对焊缝形貌影响较大。在焊接速度150 mm/min,脉宽3.0 ms,频率25 Hz,焊接电流60 A和65 A时均可得到表面质量良好的焊缝;而将电流增大到70 A时,焊缝材料则大部分汽化导致试样无法焊接在一起。在焊接电流和焊接速度保持不变时,脉宽对熔深和熔宽的影响较大,如图1所示,随着脉宽从2.5 ms增大到3.5 ms时,焊缝上、下表面宽度也随之增大。焊接速度对熔深的影响较大但对熔宽的影响相对较小,在焊接速度为90 mm/min、150 mm/min和210 mm/min时均可得到全焊透的焊接接头,当速度增大到270 mm/min时,焊接接头未焊透。
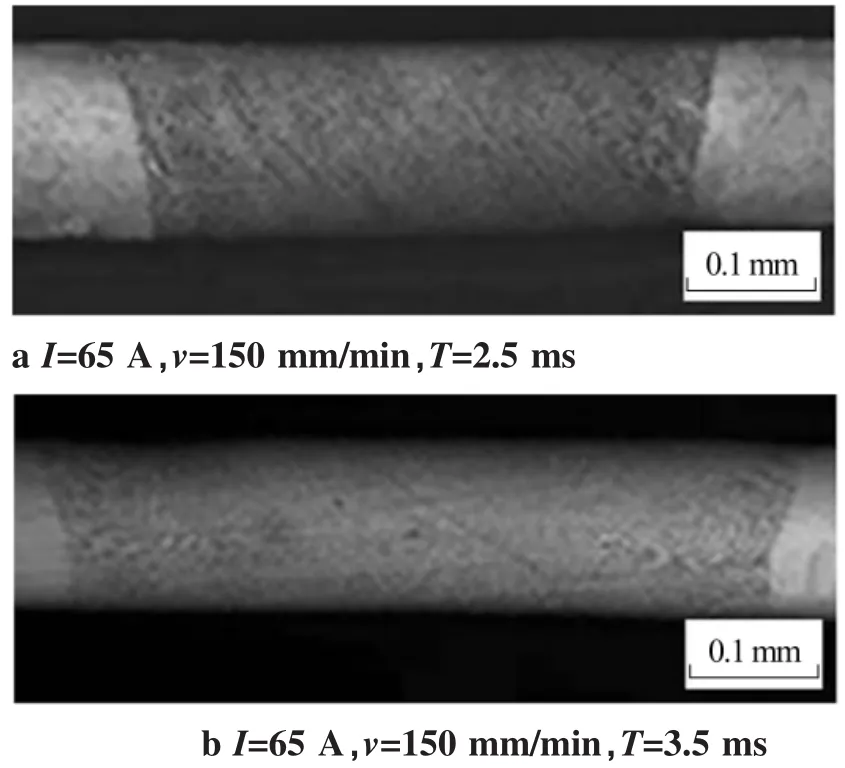
图1 脉宽对焊缝熔宽的影响
0.2mm厚Inconel 625脉冲激光焊接优化工艺参数为:电流65 A,脉宽3.0 ms,焊接速度150 mm/min。
2.2焊接接头组织
焊接接头在低倍下的显微组织如图2所示,可以看出焊缝横断面表现为上宽下窄的梯形,焊缝周边基本无变形,焊缝上表面中心处出现轻微凹陷,这是由于部分材料在高温下汽化导致的。
图2 焊接接头显微组织
母材及焊接接头在高倍下的显微组织如图3所示。图3a为Inconel 625薄板的母材组织,由图3a可知,该合金具有典型的奥氏体等轴晶组织。图3b和图3c分别为熔合线附近和焊缝中心的显微组织,表现为沿熔合线分布为柱状晶,靠近焊缝中心为细小的等轴晶,这是由激光焊接快速加热和冷却的特点决定的。在焊接初始时,熔合线两侧的母材温度并未瞬间升高,熔合线附近过冷度较大可以大量形核,随着母材温度的快速升高,熔池液态金属的冷却速度减慢,这时沿垂直于熔合线方向的散热速度最快,晶体沿散热相反方向择优生长形成柱状晶粒区,而随着柱状晶粒区的发展,液态金属的散热方向性愈加不明显,趋于均匀冷却状态,焊缝中心的过冷度变小,形成了细小的等轴晶。图3d为热影响区的显微组织,与图3a相比,625合金的热影响区显示出晶粒的部分长大,但基本上没有其他变化。
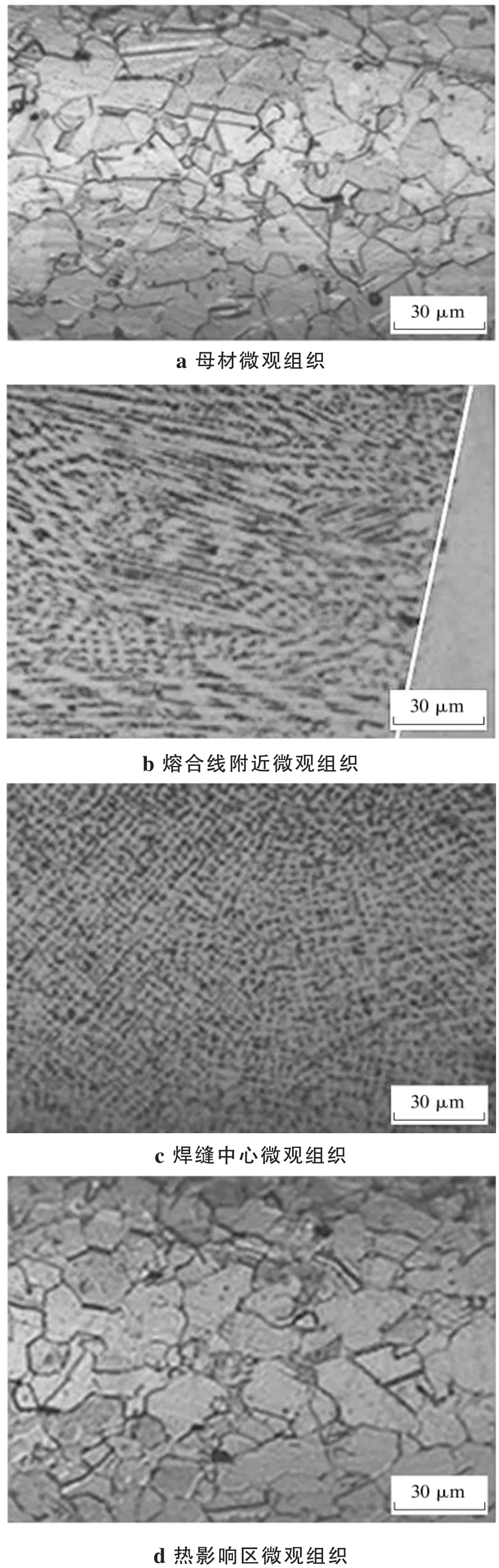
图3 625合金母材、焊缝及热影响区微观组织
2.3焊接接头力学性能与显微硬度
分别对母材及焊接试样进行单向拉伸试验,拉伸速度为2 mm/min,结果如表2所示。

表2 焊接接头力学性能
在焊接电流为65 A、脉宽为3.0 ms、焊接速度为150 mm/min时,焊接接头抗拉强度为865 MPa,其强度与母材相当,为母材的96.4%。焊接接头断后伸长率为30.6%,与母材相比其塑性下降较大。如图4所示,所有焊接试样均断裂于熔合线附近焊缝处,这是由熔合线附近粗大的柱状晶导致的。
利用HVS-1000A显微维氏硬度计测量母材及焊缝中心的硬度,加载载荷为1 000 g,加载时间10 s,焊接接头的显微硬度分布曲线如图5所示,与母材相比,焊缝区显微硬度略有提高,热影响区硬度介于母材与焊缝之间。对比母材与焊缝中心处的显微组织可知,经激光快速加热冷却重结晶得到的焊缝晶粒明显细化,这导致了焊缝区相对于母材的硬度更高。
2.4焊接接头断口形貌
沿与焊缝平行方向截取扫描电镜断口分析试样,如图6所示,沿断面法线方向观察断裂处微观断口形貌特征。
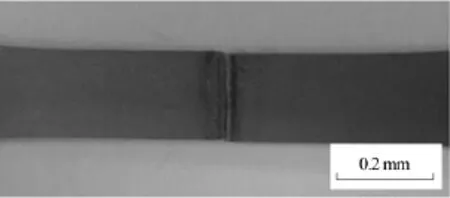
图4 焊接接头断裂形式
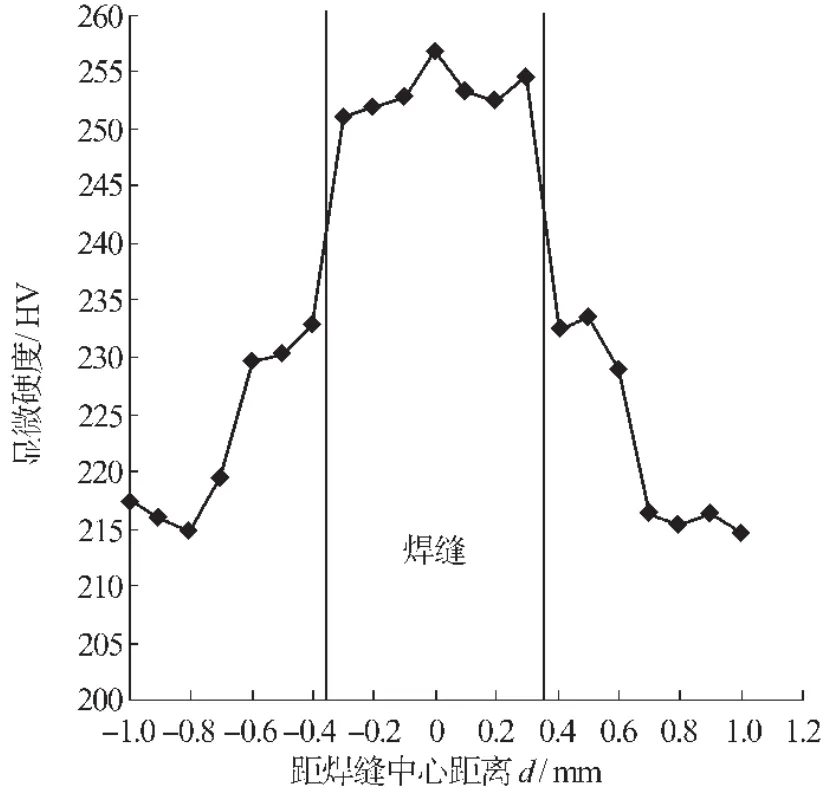
图5 焊接接头显微硬度
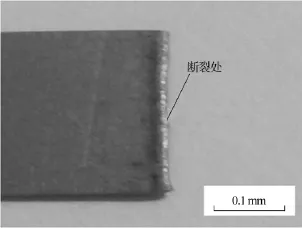
图6 拉伸试样断口宏观形貌
图7为焊接接头与母材的微观断口,其中图7a为焊接母材的断口特征,可以看出在断口存在大而深的韧窝,这表明试样在断裂前发生了明显的塑性变形。图7b为焊接接头断口特征,可以看到断口表面存在大量小而浅的韧窝,同时在韧窝周围分布着少量的撕裂带,这与断后伸长率相比母材降低的试验结果一致。
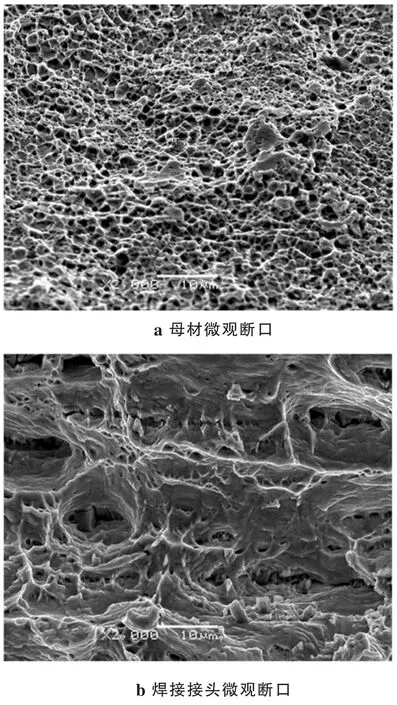
图7 拉伸试样断口微观形貌
3 结论
(1)采用YAG脉冲激光焊,在焊接电流65 A、脉宽3.0 ms、焊接速度150 mm/min时实现0.2 mm厚Inconel 625薄板对接焊,获得良好质量焊接接头。焊接接头抗拉强度可达到原始母材抗拉强度的96.4%,断后伸长率由56.2%下降至30.6%。
(2)焊接接头显微组织由熔合线附近的柱状晶和焊缝中心的细小的等轴晶组成,焊缝中未见明显裂纹,热影响区晶粒基本没有变化。
(3)焊接接头的微观断口特征与母材相比,其韧窝相对较小较浅,在韧窝周围分布有少量的撕裂带,其断裂形式为典型的韧性断裂。
[1]黄乾尧,李汉康.高温合金[M].北京:冶金工业出版社,2000.
[2]VaniShanker,BhanuSankara Rao K,Mannan S L.MicrostructureandmechanicalpropertiesofInconel625superalloy[J]. Journal of Nuclear Materials.2001,288(2-3):222-232.
[3]Duan M,Wang Y,Ma R,et al.Study on inconel 625 hollow structure manufactured by explosive welding[J].Materials and Manufacturing Processes,2014,29(8):1011-1016.
[4]Song K H,Nakata K.Effect of precipitation on post-heattreated Inconel 625 alloy after friction stir welding[J].Materials and Design,2010,31(6):2942-2947.
[5]王泽明,陶海燕,唐彬,等.Inconel 625合金TIG焊接头组织及力学性能[J].焊接技术,2014,43(6):20-22.
[6]陈武柱.激光焊接与切割质量控制[M].北京:机械工业出版社,2010.
[7]Chalamalasetti Srinivasa Rao,KondapalliSivaPrasad,Damera Nageswara Rao.Study on effect of welding speed on micro structure and mechanical properties of pulsed current micro plasma arc welded Inconel 625 sheets[J].Journal of Minerals and Materials Characterization and Engineering,2012,11(10):1027-1035.
[8]Prasad K S,Rao C S,Rao D N.Effect of pulsed current micro plasma arc welding process parameters on fusion zone grain size and ultimate tensile strength of Inconel 625 sheets[J]. Acta Metallurgica Sinica,2012,25(3):179-189.
[9]Li Gang,Huang Jian,Wu Yixiong.An investigation on microstructure and properties of dissimilar welded Inconel 625 and SUS 304 using high-power CO2laser[J].Inernational Journal of AdvancedManufacturingTechnology,2014(76):1203-1214.
Microstructure and mechanical properties of thin Inconel 625 by laser beam welding
SUN Jiawei1,CHEN Minghe1,LIANG Yangmin2,XIE Guoyin2,LI Chunyang2
(1.College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China;2.Xi′an Aero Engine(Group)Co.,Ltd.,Xi′an 710021,China)
The pulsed welding experiments of alloy Inconel 625(0.2 mm)is carried out,this paper mainly focuses on the forming, microstructures and mechanical properties of the welded joints at different welding current,speed and pulse width.The results show that using argon as a shielding gas,can get high quality welded joints with process parameters of the current of 65 A,welding speed of 150 mm/min and pulse width of 3.0 ms.The microstructure of welded joint is composed of small equiaxed grains in the fusion center and columnar crystal near the fusion line,and the grains of heat affected zone do not change much.The tensile strength of the welded joint can reach 96.4%of base metal,and the tensile fracture is near the fusion line.Microscopic fracture characteristics show that the fracture is distributed with a lot of small equiaxed dimples and little tear tapes.The microhardness of the weld zone is slightly improved compared with the base metal region.
super alloy;ultrathin plate;pulse laser welding;microstructures;properties
TG456.7
A
1001-2303(2016)02-0048-05
10.7512/j.issn.1001-2303.2016.02.10
2015-07-27;
2015-09-12
孙佳伟(1991—),男,内蒙古赤峰人,硕士,主要从事高温合金激光焊接工艺的研究工作。
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22 10:08:16
宁夏电力(2022年1期)2022-04-29 03:49:18
贵金属(2021年1期)2021-07-26 00:39:14
数学物理学报(2021年3期)2021-07-19 06:02:36
重型机械(2020年2期)2020-07-24 08:16:12
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年5期)2016-02-27 13:04:42
山东冶金(2015年5期)2015-12-10 03:27:40
