
机车SCS蓄电池箱的焊接工艺
2016-12-06 02:19:26沈言锦
电焊机 2016年2期
沈言锦
(1.湖南大学,湖南长沙4100002;2.湖南汽车工程职业学院,湖南长沙410000)
机车SCS蓄电池箱的焊接工艺
沈言锦1,2
(1.湖南大学,湖南长沙4100002;2.湖南汽车工程职业学院,湖南长沙410000)
SCS蓄电池箱是机车的重要装备,其焊接主要包括:侧板组焊、隔板组焊、箱体组焊、悬挂焊接、电池斗、电池盒焊接、电池斗装配、箱体组装焊接。详细分析焊接过程中的难点,需按一定的焊接工艺方可保障焊接质量。对同类焊接具有一定的参考价值。
SCS蓄电池箱;焊接工艺;机车
0 前言
机车SCS蓄电池箱的焊接主要包括:侧板组焊、隔板组焊、箱体组焊、悬挂焊接、电池斗、电池盒焊接、电池斗装配、箱体组装焊接,在焊接过程中,需要采用适合的焊接工艺才可以保障焊接质量。
1 焊接工艺[1-2]
焊前需了解和熟悉本作业指导书及相关工艺文件、工艺卡片、了解所在工序应掌握的产品相关尺寸、公差范围、焊缝形状、焊缝间隙、焊丝牌号等技术与工艺要求,并严格按照工艺规程(WPS)、图纸、作业指导书核对执行。
1.1侧板组焊
SCS蓄电池箱的侧板分为左右侧板两个组,在焊接的过程中一般先焊左侧板,再焊右侧板。在焊接左侧板过程中,一般是先将支架与焊接螺母焊接,为保证强度,在螺母周围对应3点用TIG焊点焊,然后将焊好的支架与侧板装配横向定位尺寸顶边,顶面与侧板顶折弯面平行,如图1所示。焊后则需在焊接的施焊区域进行机械方法清除表面焊渣,注意螺母的方向,注意4个横向孔距水平度不能超差。
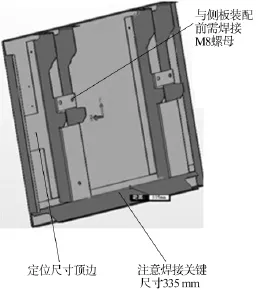
图1 左侧板组焊
在右侧板组焊的过程中,先将右侧板与焊接螺母M6焊接在将右支架、支架1与焊接螺母焊接,为保证强度,在螺母周围对应3点用TIG焊点焊,如图2所示。焊接时注意支架尺寸要求,并按照图纸要求保证横向孔距平行度。
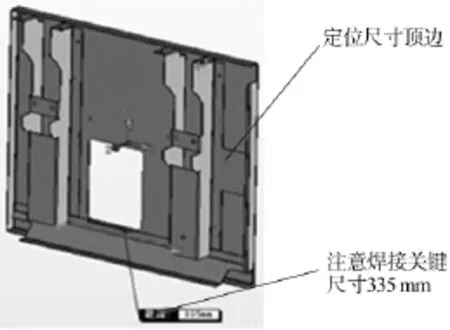
图2 右侧板组焊
1.2隔板组焊
在隔板组焊的过程中,首先焊接支架与焊接螺母M8,为保证强度,在螺母周围对应3点用TIG焊点焊。然后将支架安照图纸要求装配在隔板上,保证三顶面平行,按照图纸要求施焊。
焊后则需在焊接的施焊区域进行机械方法清除表面焊渣,保证左右支架横向孔位置平行,隔板组焊如图3所示。
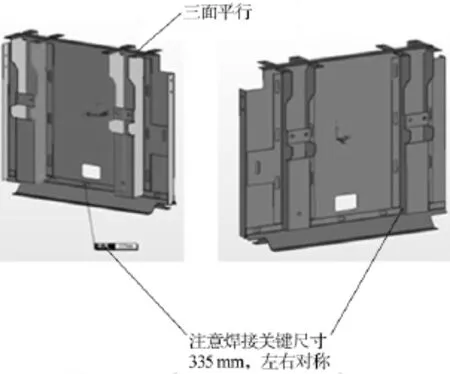
图3 隔板组焊
1.3箱体组焊
在箱体组焊过程中,先将通风罩按照图纸要求用电阻点焊焊在箱体背面。然后将主板、左侧板组焊、右侧板组焊、隔板组焊按顺序组装。箱体焊接隔板时注意隔板左右尺寸,保证左右支架横向孔位置平行,如图4所示。

图4 箱体组焊
1.4悬挂焊接
在悬挂焊接过程中,需要左悬挂焊接、中间悬挂焊接、右悬挂焊接、铆钉、套环等配件。焊接时,先将悬挂与箱体安装组焊,然后悬挂两端需要用焊接封口悬挂连接除铆钉外两端需要用焊接封口,铆钉时需注意涂抹密封胶,如图5所示。箱体悬挂焊接时需要注意方向,箱体1与箱体2的悬挂安装方向相反。
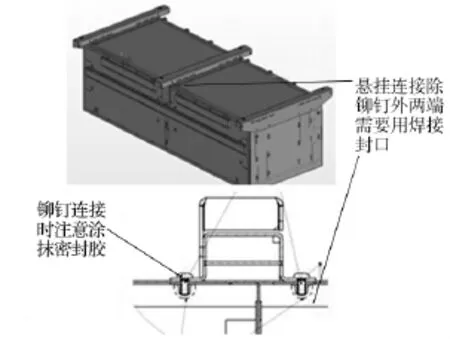
图5 悬挂焊接
1.5电池斗、电池盒焊接
在焊接电池斗、电池盒过程中,先将电池盒侧板与主板按照图纸要求焊接同时将加强筋焊接在电池盒两端下部保证内部尺寸在公差范围内。然后将主板、左侧板组焊、右侧板组焊、按顺序组装,在焊接过程中,主要保证内部尺寸不能小于图纸尺寸,如图6所示。
1.6电池斗装配
在焊接电池斗过程中,用扭力扳手将配套的螺栓、垫片牛津打上标识,然后将同一侧的滚轮调校使它在同一水平面,最后将锁栓、锁杆配套安装在电池斗前挡板锁盖内。焊接过程中,需要保证两侧滚轮的平行度,促使滚轮在导轨上正常运转,如图7所示。
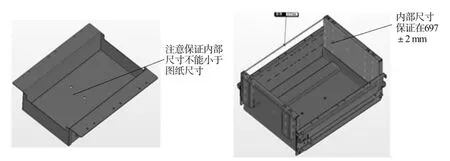
图6 电池斗、电池盒焊接
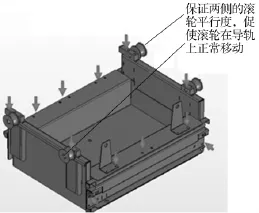
图7 电池斗装配
1.7箱体组装
箱体组装焊接是整个工艺的最后一关,也是关键一环,在焊接过程中,先安装转轨滑轨与侧板支架,用扭力扳手将配套的螺栓、垫片扭紧打上标识,然后调校同一侧的滚轮使其在同一水平面,将熔断器箱用M6×16螺栓安装在箱体1右侧板上。在焊接过程中,需要保证两侧导轨水平高度相同,装配熔断器侧盖板时注意密封性,如图8所示。
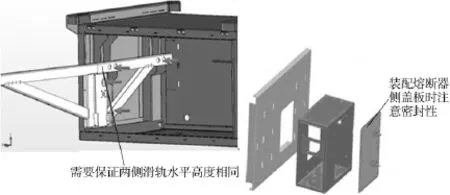
图8 箱体组装
2 结论
SCS蓄电池箱是机车的重要装备,因其焊接结构的复杂性,一直是机车制造的技术难点之一,分析焊接工艺和焊接过程,获得了良好的焊缝质量,对相关焊接产品具有一定的参考价值。
[1]田锡唐.焊接结构[M].北京:机械工业出版社,1994.
[2]刘云龙.焊接技师手册[M].北京:机械工业出版社,2000.
Welding process of Locomotive SCS battery box
SHEN Yanjin1,2
(1.HunanUniversity,Hunan410000,China;2.HunanAutomotiveEngineeringCareerAcademy,Hunan410000,China)
SCS battery box is the important equipment of locomotive,its welding mainly includes:side plate compound,clapboard compound,housing compound,hanging welding,battery,battery packs,battery assembly,body welding assembly.The difficulties in the welding process are analyzed in detail,according to certain welding technology can ensure welding quality.
SCS battery box;welding technology;the locomotive
TG457.2
A
1001-2303(2016)02-0113-
10.7512/j.issn.1001-2303.2016.02.26
2015-03-03;
2015-05-20
湖南省教育厅科学研究资助课题(13C1170)
沈言锦(1980—),男,江苏徐州人,副教授,主要从事焊接工艺方面的研究工作。
猜你喜欢
东方汽轮机(2021年3期)2021-12-30 07:46:44
轮胎工业(2021年2期)2021-12-24 15:19:31
化工设计(2021年1期)2021-03-13 08:32:08
沈阳大学学报(自然科学版)(2019年1期)2019-02-22 03:17:12
科学与技术(2018年25期)2018-06-17 07:31:52
石油化工建设(2018年6期)2018-04-22 03:16:40
电子测试(2017年15期)2017-12-18 07:18:51
石油化工建设(2017年2期)2017-06-05 08:52:54
四川水泥(2016年7期)2016-07-18 12:06:26
焊接(2016年10期)2016-02-27 13:05:34
