
三梁门式取样机制造工艺
2016-12-06 02:19:26朱裕琪
电焊机 2016年2期
朱裕琪
(方大特钢科技股份有限公司,江西南昌330012)
三梁门式取样机制造工艺
朱裕琪
(方大特钢科技股份有限公司,江西南昌330012)
在三梁门式取样机制造前,上下横梁的结构及外形尺寸必须根据设计图的设计尺寸和技术要求进行改进,才能制造出符合国家标准的合格产品。此外,现场安装前,需对各部件的累积误差和焊接残余变形予以修正。因此,如何优化工艺是门式取样机制造工作的关键。以工程软件为工具,说明了三梁门式取样机制造过程中遇到的问题以及解决办法。形成的相关数据,为取样机制作安装的精确性和运行可靠性提供了依据。
三梁门式取样机;制造;工艺优化
0 前言
方大特钢科技股份有限公司跨三采三火车门式采制样机技改工程的主体结构为1台跨度S=16 m的门式起重机,按结构分类为A4级[1];由于设计要求煤小车与矿小车同时独立运行,该机必须采用三梁式桥架结构并以变截面四棱柱支腿和箱型下横梁结构为其支承,如图1所示。传统分部件制作方法易造成桥架起拱任意性大,大跨度构件焊接变形明显以及累积误差,影响现场安装。数控等离子切割机能够在钢板上精确切割出设定曲线,使桥架起拱受控;预拼装与焊后火焰矫正等综合措施能够确保最终产品符合起重设备验收规范要求。在此对工艺优化的关键部分进行研究。
1 三梁桥架主梁的起拱工艺
1.1理论起拱量的确定
主梁应有上拱,跨中上拱应为(0.9/1000~1.4/ 1000)S,且最大上拱度应控制在跨中S/10的范围内[1]。故ΔH定为20 mm。
1.2实际起拱量的确定与具体工艺

起重机的静态刚性规定为:由起重量和小车自重在主梁跨中引起的垂直静挠度应符合以下要求:a.对A1~A3级,不大于S/700;b.对A4~A6级,不大于S/800;c.对A7级,不大于S/1 000[1]。故最大垂直静挠度为20 mm。钢制构件单道焊缝所引起的挠度可以用式(2)计算[2]

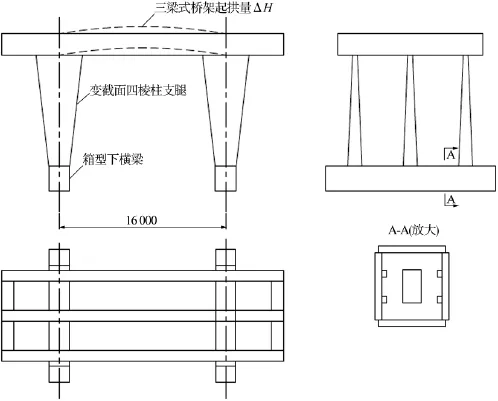
图1 三梁门式取样机示意
式中金属极气体保护电弧焊k=0.041;双面角焊缝校正系数k2=1.59;角焊缝截面积18mm2;偏心矩e=600 mm;构件长度L=1600mm;构件几何惯性矩I=4.94×109mm4;由式(2)得f=5.74 mm。
同时,考虑到焊接顺序,下部先焊,刚度较大,不利于上部焊缝残余变形对下部焊缝残余变形的对冲作用,实际挠度应大于计算值。综合上述计算,根据式(1)确定实际起拱量为50 mm。
为避免小车爬坡阻力,应采用四次曲线[3]

式中X、Y为各点的起拱坐标。
在传统工艺中,需在拼接后的钢板上取多个离散坐标点人工放样,不仅费时费力,而且精度差,损害了四次曲线的连续性。利用工程软件CATIA中的法则曲线功能,将相应参数编辑为公式得出精确连续的四次曲线,如图2所示。转换为G代码后,使用龙门式数控等离子切割机在定制钢板上切割起拱腹板,如图3所示。
图2 代入参数的法则曲线绘制截图(半)

图3 桥架腹板等离子切割示意
2 四棱柱支腿的修正工艺
三梁桥架及各支腿制作完成后通过预拼装来消除累积误差,具体做法:使用激光水准仪将各支腿安装面平行与桥架轴线放置,对其下端安装面后,利用上端安装面法兰与支腿本体的角焊缝位置来调解制作过程中产生的5~10 mm误差。安装面法兰焊接后,即可拆除预拼装。
3 箱型下横梁的焊接残余变形控制措施
不均匀加热是导致产生焊接应力和变形的根本原因[2]。箱型下横梁的基本结构为上翼板基本平直,下翼板呈凸面的倒机翼截面形式。上下翼板在采用焊接规范相同的情况下,反向变形不可避免,为将下横梁校回平直略拱状态,在腹板下部避开筋板位置进行局部加热,如图4所示。
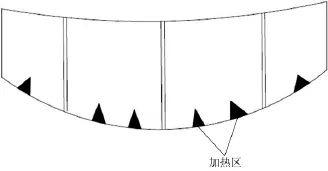
图4 下横梁火焰矫正示意
4 结论
使用本工艺制作的门式采制样机经检测,符合GB/T 14406的各项要求,工程验收合格,在线运行1年来状态良好。
[1]GB/T 14405-93,通用桥式起重机[S].
[2]方洪渊.焊接结构学[M].北京:机械工业出版社,2008:86-117.
[3]韩智伟.门式起重机主梁的曲线设计计算[J].宁夏机械,2007(3):36-37.
Manufacturing technology of the three-girder gantry sampling machine
ZHU Yuqi
(Fangda Special Steel Technology Co.,Ltd.,Nanchang 330012,China)
The structure and dimensions of upper girder must be improved and modified according to the designed dimensions and technical requirements before the manufacture of three girder gantry sampling machine,for it would be possible for workers to delivery qualified products which meet the requirements of National Standard.In addition,welding deformation and cumulative error to different parts must be corrected before site installation.Therefore,how to optimize the manufacturing technology is the key to build three girder gantry sampling machine.Engineering softwares as the tools,this article describes the problems encountered in the three girder gantry sampling machine manufacturing process as well as the solutions.The related data provide reliable and accurate basis to the sampling machine installation.
three-girder gantry sampling machine;manufacturing;technology modify
TG431
B
1001-2303(2016)02-0116-03
10.7512/j.issn.1001-2303.2016.02.27
2014-12-03;
2015-02-20
朱裕琪(1990—),男,江西省丰城人,学士,主要从事焊接技术、设备与工程方面的工作。
猜你喜欢
机械工业标准化与质量(2022年9期)2022-09-30 07:21:54
中国公路(2021年17期)2021-11-22 03:10:50
智能建筑电气技术(2020年3期)2020-07-20 08:00:14
中国科技纵横(2020年5期)2020-06-29 08:01:48
智能城市(2019年9期)2019-01-23 12:25:11
石油化工建设(2018年2期)2018-07-11 01:24:56
石油化工建设(2018年2期)2018-07-11 01:24:56
工业设计(2016年6期)2016-04-17 06:42:51
石油化工建设(2015年6期)2015-12-01 04:17:34
石油化工建设(2015年6期)2015-12-01 04:17:30
