卷烟商标纸生产与应用现状分析
2016-11-16 10:38:28陈宸杨国涛牛佳佳叶长文李青常贺琛李栋陈连芳
中国烟草学报 2016年6期
陈宸,杨国涛,牛佳佳,叶长文,李青常,贺琛,李栋,陈连芳
郑州烟草研究院,中国烟草标准化研究中心,郑州市枫杨街2号 450001
制造技术
卷烟商标纸生产与应用现状分析
陈宸,杨国涛,牛佳佳,叶长文,李青常,贺琛,李栋,陈连芳
郑州烟草研究院,中国烟草标准化研究中心,郑州市枫杨街2号 450001
本文对卷烟条、盒包装纸的生产现状进行了介绍,包括各类基纸、生产工艺及特点,分析了卷烟商标纸的质量指标和影响上机适用性的因素,并总结了卷烟包装纸的发展方向。
卷烟商标纸;生产现状;上机适用性;发展方向
卷烟商标纸是重要的卷烟包装材料,包括盒包装纸和条包装纸。卷烟盒包装纸是将一定数量的卷烟包装成盒(硬盒或软盒)的专用纸;卷烟条包装纸是将一定数量的盒装(硬盒或软盒)卷烟包装成条的专用纸[1]。卷烟商标纸不仅在市场流通过程中保护烟支、方便储运,也是用来传递信息、促进销售、维护质量和品牌信誉的载体(如商标纸具有防伪等功能),卷烟包装是卷烟产品实现并增加其价值的一种不可缺少的手段[2]。本文根据烟草行业所使用卷烟商标纸的现状,介绍了生产卷烟商标纸的主要基纸与印刷工艺,对其重要质量指标和影响上机适用性因素进行了分析,并提出了卷烟商标纸的发展方向。
1 卷烟商标纸的基本特点
卷烟盒包装纸按卷烟包装形式可分为软盒包装纸、硬盒包装纸,分别在以纸、卡纸为原纸的基纸上印制而成;其中,国内特有的软包硬化盒包装纸是一种新的软盒包装形式。国内卷烟商标纸与国外卷烟商标纸的设计理念上有较明显差别[3]:一般国外的商标纸设计注重简约、直观、视觉冲击力,基纸以普通纸张居多,多采用凹版印刷,目标群体直接针对消费者,具有成本低、安全性高、适印性好、上机适用性强等特点;国内商标纸设计上更注重底色的运用、专色多、有较强的视觉亲和力或冲击力,因此使用的基纸和工艺较为复杂(如凹凸、定位烫、防伪等工艺),适印性要求高、上机适用性一般。
2 卷烟商标纸的生产现状
2.1 基纸
基纸是在表层上进行了承印工艺处理的原纸,其表层承印工艺主要包括涂布(白卡纸、铜版纸等)、转移镀铝(镭射)、复合工艺(铝箔复合)等。卷烟商标纸印刷所使用的基纸种类主要有白卡纸、铜版纸、转移镀铝卡(铜版)纸、复合铝箔卡(铜版)纸,其他如白板纸、胶版纸、铸涂纸等在卷烟商标纸生产中使用量已越来越少。
2.1.1 白卡纸和铜版纸
白卡纸作为生产卷烟条和硬小盒包装的主要基纸,是一种纤维组织较为均匀、面层具有填料和胶料成分且表面涂有一层涂料,经多辊压光制造的纸张;一般对单面进行两次或三次刮刀涂布(涂料以高岭土为主要成分),以使其具有较好的印刷适性。白卡纸的平滑度高、挺度好,可以直接进行印刷加工,也可以通过复膜(或转移)之后印刷加工制成金卡、银卡、复合铝箔卡纸、转移镀铝卡纸、镭射卡纸、PET覆膜卡纸等。基于其挺度较高,白卡纸广泛用于卷烟条包装和硬盒包装,定量大多在200 ~ 250 g/m2之间选择使用。
铜版纸作为生产卷烟软盒包装纸的主要基纸,是在原纸上涂布一层由碳酸钙或白陶土等与胶料配成的白色涂料,经烘干后压光制成的纸张。铜版纸细腻洁白,平滑度和光泽度高,又具有适当的吸油性,可以直接进行印刷加工,也可以通过复膜(或转移)之后印刷加工制成复合铝箔铜版纸、转移镀铝铜版纸、镭射铜版纸等,用于卷烟软盒包装。国内铜版纸定量一般在80 ~ 128g/m2之间选择,较低定量的多用于中低档软盒,高定量多用于高档软盒(如双面铜版纸)。
目前,白卡纸和铜版纸是国内卷烟商标纸使用最多的两类基纸,由于涂布工艺的基本特点,决定了其适印性好,卷烟机走机性好,但也存在表现力不够丰富的不足,与国内卷烟商标设计的总体追求尚有一定差距。此外,国内使用白卡纸和铜版纸的定量普遍较高,与欧美等国家注重包装减量化的环保理念相比,木材资源耗用相对过多。如万宝路在巴西等国的商标纸基纸使用90g/m2铜版纸。
2.1.2 转移镀铝卡(铜版)纸和复合铝箔卡(铜版)纸
转移镀铝卡(铜版)纸是以PET、BOPP等薄膜为转移基材,经涂布、上色、真空镀铝、复合、剥离等工艺处理,使铝分子通过胶粘作用转移到纸基(40~ 450 g/m2以上)表面加工而成。转移镀铝工艺不受纸张厚度限制(直接镀铝工艺仅适合60 g/m2以内的原纸),同时由于PET膜平整度高,转移到纸张表面的铝层光泽度高,纸张的印刷适性也好,优于直接镀铝纸[4-6]。
复合铝箔卡(铜版)纸是由基纸与不同性能的材料(铝箔、膜等)通过胶粘剂复合而成的纸张。其平整度高、外观光泽亮丽,铝层结合牢固、印刷时不易有掉铝现象,同时薄膜的存在也提高了纸张的挺度和韧性、印后加工性能也好。
转移镀铝纸和复合铝箔纸均具有良好的底层色泽呈现力,亮度高、质感好,能更好表现卷烟产品的品质内涵和文化内涵,是国内追捧的商标设计重要基纸形式。复合铝箔纸铝层厚、无法回收、难以降解,不利于环保;而转移镀铝纸可直接降解回收、用铝量只有复合铝箔纸的1/200左右[6],因而国内对转移镀铝商标纸的需求越来越多。
2.2 印刷工艺
卷烟商标纸常用的印刷方式有凹印、胶印、柔版印刷(柔印)和丝网版印刷(丝印),其中最主要采用的两种是凹印和胶印。
2.2.1 凹印
凹印是印版的图文部分低于非图文部分的印刷方式,印刷生产时在滚筒表面或将滚筒浸入油墨槽获得墨层,用刮墨刀将滚筒表面的墨层刮清,通过印刷机加压,将嵌入凹版凹坑中的图文墨层转移到承印物表面,属于一种直接印刷方式(图1)[7]。在产品图案方面,其墨层厚实、饱和度高、适合表现厚重的大色块、质量稳定性高,同时也存在图案及文字边缘有锯齿状、对过渡网线表现较差、对印版及原材料依赖较强的缺点[8]。不过随着印刷技术发展、设备加工制作与控制技术的进步以及各项新技术的应用,目前凹印的质量显著提高,尤其以前差异明显的网点印刷,由于凹印制版技术的提升(特别是制版方式由电子雕刻技术方式发展到激光腐蚀技术),边缘锯齿、颗粒感效果显著改善,网点的印制质量已大大提升。凹印工艺流程简单、设备操作较为容易、色相控制易掌握(不易出现较大色差),同时可以进行卷筒纸印刷,非常适合大批量生产、成本较低。由于成本低、操作简单以及适合大批量生产的特点,凹印是国外卷烟商标纸(国外卷烟牌号较少、多为大批量生产)最主要的印刷形式,国内对凹印商标纸需求量也较大,占市场份额的60%以上。
凹印使用的油墨是一种挥发干燥的溶剂油墨,一般具有快固性、粘度较小、流动性较强、干燥速度快等特点。凹印油墨要保持良好印刷适性,必须加入较大比例溶剂,商标纸印刷凹印油墨常用的溶剂有乙醇、乙酸乙酯、乙酸正丙酯以及丙二醇甲醚等,从安全性角度分析,使用溶剂型油墨对商标纸产品挥发性有机化合物残留的影响较大,若不对溶剂种类和使用量进行严格控制,可能会对卷烟安全性和感官质量造成影响,同时在生产过程中也会产生排放污染。目前,水性凹印油墨也成为一个发展方向,部分商标纸凹印产品已开始使用水性油墨,其溶剂主要是水和乙醇,可以极大提高卷烟商标纸产品及其生产过程的安全卫生[9]。不过,水性凹印油墨虽在印制细小网点图案方面已经过大量应用试验,但在满版印刷及复合纸应用方面还有待进一步改进完善。

图1 凹印示意图Fig.1 Schematic diagram of gravure printing
2.2.2 胶印
胶印是平版印刷的一种,是将印版上的图文墨层利用油水不相溶原理转移到橡皮滚筒上,再利用橡皮滚筒与压印滚筒之间的压力将图文墨层通过橡皮布转移到承印物上,属于一种间接印刷方式(图2)[7]。胶印产品的图像及文字细腻,对过渡网格、底纹等精细图案的表现效果好,但图案色相的稳定性稍差、若不用UV油墨则较难表现厚重大色块[8]。胶印的生产工期短、适合短期小批量产品、可以满足局部定位印刷等需求,但胶印以单张纸印刷为主,工艺比凹印复杂、对班次和批次的色相一致性控制较难、成本也偏高。胶印与凹印的特点有明显的不同,特别适合牌号种类较多、调整较快、批量小且需要表现精细图案的商标纸产品。一般来看,新产品开发期间,多数先由胶印完成,一旦卷烟销量增大,卷烟工业企业有降低卷烟包装成本的要求时,多数产品会转为凹印或胶印与凹印结合生产。
胶印用油墨按干燥方式有紫外固化型、渗透干燥型、氧化结膜干燥型等,一般具有较强的抗水性、较高的着色力、适当的粘度以及良好的转移性等特点。其中,UV固化油墨具有瞬间固化(干燥)特点,在商标纸胶印中使用越来越多。特别是UV固化油墨不含溶剂、不存在挥发性有机化合物,较溶剂型油墨更具优势;但UV油墨中需含有光引发剂成分以完成聚合固化过程,在一定的条件下可能通过化学迁移或者物理接触对产品产生安全隐患,因此在UV油墨选择确定光引发剂种类及用量时须严格把关,慎重选择光引发剂种类、并严格控制用量。

图2 胶印示意图Fig.2 Schematic diagram of offset printing
2.2.3 柔印
柔印属于一种特殊的凸版印刷方法,是用弹性凸印版将油墨转移到承印物表面的印刷方式;柔性版印刷时使用柔性版(聚酯材料)制作出凸出的所需图像镜像,通过网纹辊传递油墨并加以控制,使印版表面在旋转过程中与承印物直接接触,从而转印上图文,是一种直接印刷方式(图3)[7]。柔印产品特点介于胶印和凹印之间,图案的墨层厚度、色彩饱和度和亮度不及凹印,精细程度及网格过渡效果比不上胶印;但柔印工艺流程较简单,可以进行卷筒纸印刷,成本较低、生产更加快捷。柔印油墨与凹印油墨成分相似,大多是以挥发性干燥为主的液体油墨[10],其中水性油墨使用越来越多。目前,国内软盒包装纸采用柔印印刷方式较多。
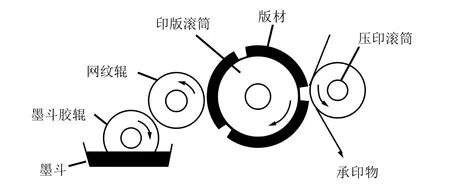
图3 柔印示意图Fig.3 Schematic diagram of flexo printing
2.2.4 丝印
丝印属于孔版印刷的一种,是印版在图文区域呈筛网状开孔并漏墨而非图文区域不漏墨的印刷方式;丝网印刷时通过刮板的挤压,使油墨通过图文部分的网孔转移到承印物上,形成与原稿一样的图文,属于直接印刷方式(图4)[7]。丝印产品印层最厚实、可表现一些特殊的外观效果、且金银及珠光油墨印刷转移效果最好,但其多为单色印刷、且印出的图文边缘较粗糙、不适合表现精细图案[8];同时,其生产速度较慢、成本较高。由于以上特点,丝印在卷烟商标纸印刷中单独使用较少,更多是在胶印等工序之后进行,形成一定的特殊图案和效果。丝印对纸基承印物适应性强,可以使用多种类型的油墨,一般固含量较高,目前商标纸生产使用UV固化油墨居多。

图4 丝印示意图Fig.4 Schematic diagram of screen printing
2.3 印后加工
印后加工又称卷烟商标纸的整饰加工,是使印刷的纸张获得最终所要求的形态和使用性能的生产技术,是在印刷品表面进行的再加工和精加工。印后加工是保证印刷产品质量并实现增值的重要手段,也是决定印刷成败的关键。卷烟商标纸的后加工通常有上光、烫印、凹凸、压痕和模切等。
2.3.1 上光
上光是在卷烟商标纸表面涂(喷、印)上一层无色透明的涂料,经流平、干燥(压光)后在印品表面形成薄而匀的透明光亮层的过程[10]。上光主要有两个作用:一是可以提高印品的外观效果,使印品质感厚实饱满,色彩更鲜艳明亮,提高印品的光泽和艺术效果。二是可以使印品具有防潮、耐折、耐磨、防污和耐光变等性能,起到保护印品和卷烟功能。
2.3.2 烫印
烫印是通过烫模将烫印材料(电化铝箔)转移到卷烟商标纸上的加工工艺。电化铝箔是以PET薄膜为基材,涂布醇溶性染料树脂后,经真空镀铝再涂以胶粘剂而制成,烫印时通过刻好图案的烫印版将电化铝箔上的膜层通过特定的温度转移到承印物上[10]。烫印可以使卷烟商标纸具有独特的金属光泽和强烈的视觉对比,也能起到防伪作用,如全息图案的防伪标志。
2.3.3 压凹凸
压凹凸是使用模具(分为凹模与凸模)在一定的压力作用下,使卷烟商标纸基材发生塑性变形,将凹凸图案或纹理压到印品上的工艺。烫印与压凹凸加工工艺可一次完成,称为立体烫印[7],目前对卷烟商标纸立体烫印工艺正在向高速、高精度、方便使用的方向发展。
2.3.4 模切和裁切
模切和裁切是两种最终成型方式。模切是用钢刀片排成的模框(或用钢板雕刻成模框),在模切机上把整张印品压成单张产品;裁切是用刀具或刀辊筒把印刷品分切成符合尺寸要求的几何形状[7]。卷烟商标纸生产中,卷烟条和硬盒包装纸普遍采用模切成型,软盒包装纸则采用裁切成型。
2.3.5 压痕
压痕是利用钢线,通过压印,在印品上压出痕迹或留下供弯折的槽痕。一般情况下,将模切用的钢刀和压痕的钢线嵌排在同一块板面上,一次完成模切和压痕作业。经过模切、压痕加工的产品,应当切压位置准确,切口无毛边,压痕清晰,深浅适度。
2.4 盒包装纸生产特点的差异
在实际生产加工方面,软盒包装纸与硬盒包装纸的加工方式是有区别的。一般来看,硬盒包装纸的工艺较为复杂、工序较长,能够进行多次组合印刷及多次烫金、丝印、冷转移等工序加工;其工艺的复杂性和工序长度通常与卷烟的类别有关,一般低档烟包装纸的工艺较简单,高档烟包装纸的生产工艺较复杂。软盒包装纸的加工工艺一般较为简单,这是由基纸的特点决定的,多次加工将严重影响软盒包装纸张的水分、平整度及耐折性等,难以保证上机稳定性和终产品的质量。由于软包硬化包装纸使用基纸与硬盒包装纸的基纸具有相同的结构,一般按照卡纸的生产工艺与标准进行生产,国内卷烟企业需要提高软盒包装的档次与加工适应性时,越来越多选用软包硬化盒包装纸。
3 重要质量指标及影响上机适用性因素简析
3.1 重要质量指标
在行业卷烟商标纸供货验收和生产质量控制过程中,经常关注的产品质量指标有色差、压痕挺度、墨层耐磨性和耐折性等[11]。
3.1.1 色差
色差是卷烟商标纸重要外观指标,也是印刷品普遍会存在的质量问题。在色差差异明显的情况下,消费者依靠目测就能分辨卷烟商标纸外观的不一致性,易迷惑消费者,造成“假烟”的假象。一般将色差控制在与标准样张相比,ΔE*ab≤3.0(ΔE*ab为分光光度计测出的试样与标准样张同一部位的色差值),其中凹印印刷烟标的色差建议控制在2.5以内。胶印产品的色差控制难度较大,可利用色差仪器在线跟踪、以及提高印刷机机长或调墨人员的专业能力将色差控制在合格范围内。
3.1.2 压痕挺度
压痕挺度指在一定的单位长度,沿着压痕将纸或纸板折弯至90°所需要的力,是影响卷烟商标纸使用的一个重要物理指标;压痕挺度主要是针对条包装纸、硬盒包装纸以及有压痕线的软盒包装纸,是衡量压痕质量的指标。压痕挺度值过大,痕线反弹力小,易使压痕处在折叠时开裂,造成卷烟条或者盒破损,影响消费者使用时开启条(盒);其值过小,痕线反弹力大,在上包装机过程中会有影响,易造成压线不成型,卷烟包装时出现停机、卡纸、难以折叠或出现散包现象,使不合格品增多,浪费工时。一般在生产卷烟商标纸的印后加工阶段,通过精确控制压痕位置和深度,获得合适的压痕挺度、以确保印品能够正常使用。
3.1.3 墨层耐磨性
墨层耐磨性是指油墨涂层对摩擦机械作用的抵抗能力[11]。烟支包装过程中,由于设备的关系和工艺流程的需要,会有多处多次进行油墨层的接触,特别是盒包装纸在包装后还需经过较长的运输才能进入条包装环节,如果产品本身的油墨耐磨性低,就会造成磨花甚至破损的现象,从而失去商标图案的完整性、影响外观质量,造成废次品。同时,在卷烟消费(盒包装纸使用)环节,若盒包装纸墨层耐磨性差,墨层中有关成分也有可能会迁移到消费者手上,产生一定的安全卫生隐患。因此,在卷烟商标纸印刷阶段要严格油墨组分的选择和印刷工艺控制等,保证印刷层稳定性及耐磨性。
3.1.4 耐折性
耐折性指标是指卷烟商标纸折叠前后,表面物理性能的变化情况。对于转移镀铝类商标纸,其镀铝层不是像复合纸张一样附着在高分子薄膜( PET、BOPP)表面,而是直接附着在纸张的表面;纸张表面的涂层和纤维的特性决定了转移镀铝纸张经过印刷和印后加工以及在卷烟包装成型后,容易出现油墨和铝层与纸张表面不规则脱离的所谓“爆裂”现象。一般来说,商标纸经折叠后在折痕处应无明显油墨或铝层出现爆裂、裂纹或脱落现象。普通白卡纸和铜版纸等普遍较易达到要求,对于转移镀铝纸,一般通过选择理化性能合适的原纸和印刷油墨(如油墨连接料选择较软的树脂),也可以获得较好的耐折性。
3.2 影响上机适用性因素分析
良好的上机适用性是对卷烟商标纸产品的基本要求,也是指导卷烟商标纸产品设计和质量控制的重要依据。结合调研行业一些卷烟工业企业使用实际,总结出卷烟商标纸上卷烟包装机时常见的影响因素,并分析提出了主要控制方向,详见表1[12-13]。
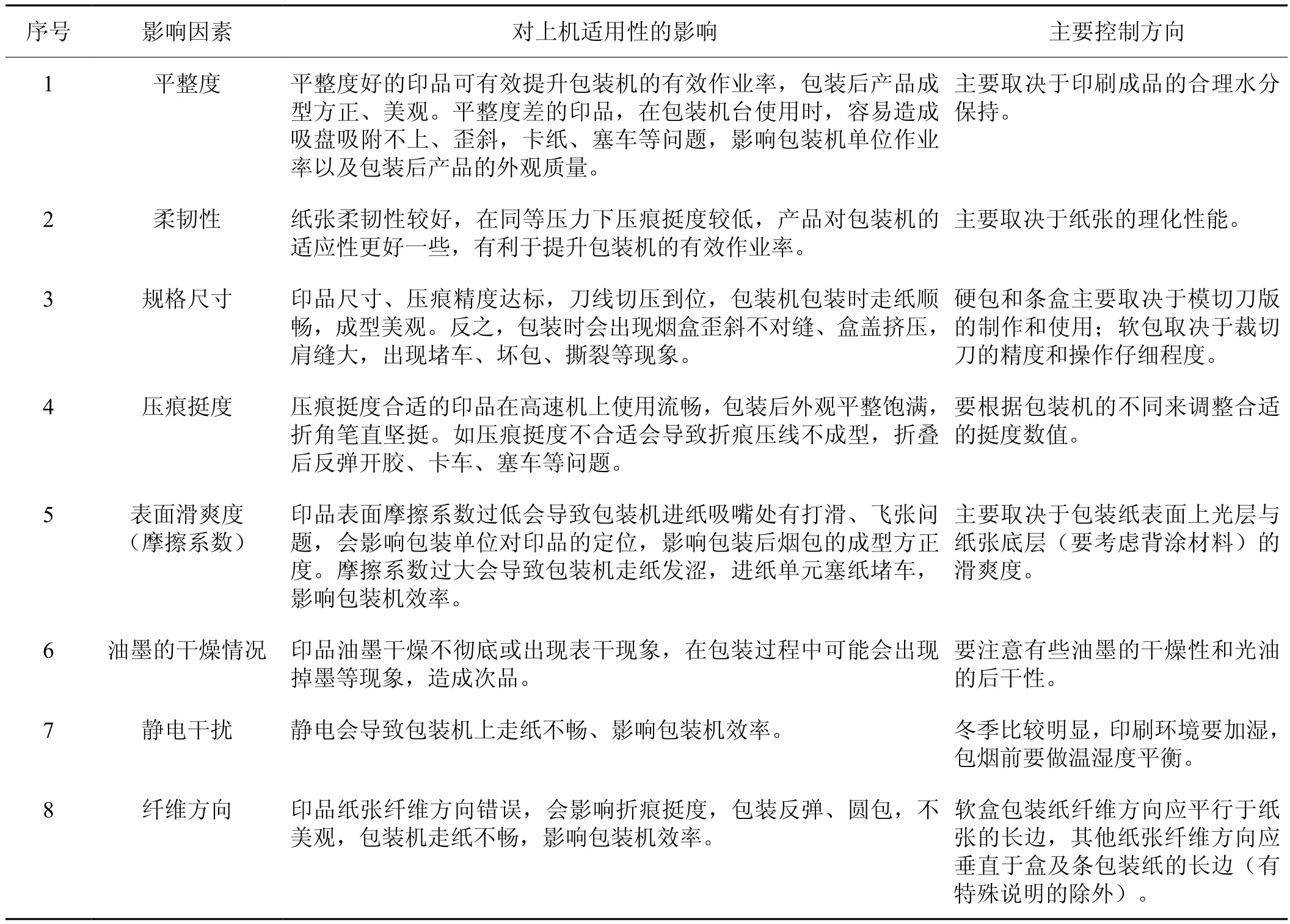
表1 卷烟商标纸的上机适用性情况分析Tab.1 Analysis of cigarette packaging paper’s applicability to the machine
4 卷烟商标纸的发展方向
根据卷烟商标纸的生产现状特点分析,并结合烟草行业有关卷烟包装要求[14]以及节约、环保、安全卫生的行业发展导向,卷烟商标纸的发展方向宜体现以下几个方面:
1)在基纸的选用上,实行条、盒包装纸减量化,趋向节约型、环保型方向发展[15],烟草行业标准YC/T273-2014《卷烟包装设计要求》明确规定“条与盒包装纸宜采用纸基材料,转移纸,低定量纸张等”。从基纸特点分析来看,在满足保护卷烟和上机适用性的前提下,应首选低定量的白卡纸、铜版纸,减少基纸对木材的消耗;在产品设计需要时,可选用耗铝少、可降解的转移镀铝纸,尽量减少复合铝箔纸及复膜纸等纸张的使用。
2)生产工艺方面,在满足商标纸图案表达需求的前提下,宜尽量减少复杂工艺、降低产品成本[16]。对图案精细效果要求不高、大批量生产时,宜尽量选择凹印印刷方式;对图案精细程度要求较高、较小批量生产时,可选用胶印方式;同时,宜尽量减少不同印刷形式的组合使用、减少不必要的印后加工工序。
3)卷烟商标纸要更加注重保障卷烟产品的质量安全。商标纸作为卷烟的外包装,首先要保证其安全卫生性能,确保不对卷烟的质量和安全产生负面影响;近年来,中国烟草总公司对卷烟产品安全卫生高度重视,下发了一系列有关烟用材料的安全卫生管控要求。从印刷油墨的安全性分析来看,环保卫生的水性油墨是新的发展方向,在满足工艺和功能需求的前提下,应首选水性印刷油墨;对于目前较多使用的溶剂型油墨和UV固化油墨,其溶剂的选择和使用量、光引发剂的选择和使用量应严格控制在中国烟草总公司有关许可的范围之内,确保卷烟商标纸产品的安全卫生。
[1] 全国烟草标准化技术委员会.GB/T18771.3-2015烟草术语第3部分:烟用材料 [S].北京:中国标准出版社,2015.National Standardization Technical Committee on Tobacco.GB/T 18771.3-2015 Tobacco vocabulary Part3: Material for tobacco products [S].Beijing: Standards Press of China,2015.
[2] 邢军.解析GB 5606.3-2005《卷烟包装、卷制技术要求及贮运》[J].烟草科技,2005(11):44-48.XING Jun. Analysis of GB 5606.3-2005<Cigarettes—Part 3: Technical requirements for packing,making,storage and transport >[J]. Tobacco science and technology,2005(11):44-48.
[3] 刘华.中国卷烟包装的现状与趋势[J]. 中国包装,2007,27(5):77-78.LIU Hua. Status and Trends of Chinese cigarette packaging[J]. China Packaging, 2007,27(5):77-78.
[4] 刘冠军,张洪召.卷烟包装中使用环保真空喷铝纸的分析[J].农产品加工,2008(9):70-71.LIU Guanjun, ZHANG Hongzhao. Analysis of the cigarette package of environmentally friendly vacuum aluminum[J].Farm Products Processing,2008(9):70-71.
[5] 徐金霞.浅谈真空镀铝纸[J].广西轻工业,2007(4):5-6.XUJinxia. Discussion on Vacuum Metallized Paper[J].Guangxi Light Industry, 2007(4):5-6.
[6] 李小东,蔡佑星,何新快.真空喷铝纸的生产工艺与质量控制[J].包装工程,2008,29(12):14-17.LI Xiaodong, CAI Youxing, HE Xinkuai. Study on the Production Process and Quality Control of Aluminum Vacuum Plated Paper [J]. Packaging Engineering,2008,29(12):14.
[7] 韩云辉,陈连芳,邢军等. 烟用材料生产技术与应用[M].北京:中国质检出版社.2012.HAN Yunhui,CHEN Lianfang,XING Jun,et al.Production technology and application of material for tobacco products[M].Beijing:China Zhijian Publishing House.2012.
[8] 刘尊忠,王科.香烟包装印刷400问[M].北京:化学工业出版社.2006.LIU Zunzhong, WANG Ke.400 questions of Cigarette Packaging Printing[M].Beijing: Chemical Industry Press.2006.
[9] 郭奕城.浅谈卷烟条与盒包装纸挥发性有机化合物的检测控制[J].科技展望,2014(22):41.GUO Yicheng. Discussion on VOCs detection control of cigarette packaging paper[J]. Technology Outlook,2014(22):41.
[10] 孙文梁,韩云辉,沈光林.YC/T 207-2006《卷烟条与盒包装纸中挥发性有机化合物的测定顶空-气相色谱法》和《YC 263-2008 卷烟条与盒包装纸中挥发性有机化合物的限量》实施指南[M].北京:中国标准出版社,2008.SUN Wenliang, HAN Yunhui, SHEN Guanglin.Implementation Guide of YC207-2006 and YC/T263-2008[M]. Beijing: Standards Press of China.,2008.
[11] 全国烟草标准化技术委员会.YC/T 330-2014卷烟条与盒包装纸印刷品[S].北京:中国标准出版社,2014.National Standardization Technical Committee on Tobacco. YC/T 330-2014 Printed cigarette carton and packet packaging papers [S].Beijing: Standards Press of China,2014.
[12] 刘湘君,王丽平,刘希.卷烟硬盒包装折痕挺力与挺度检测方法研究[J].烟草科技,2008(10):9-11.LIU Xiangjun,WANG Liping, LIU Xi. Method of Testing Stiff Force and Stiffness of Fold Line Pressed on Packet Blank[J]. Tobacco science and technology, 2008(10):9-11.
[13] 王向伟,迟车仁.GDX2香烟包装机盒包薄膜平整度影响因素的研究[J].包装工程,2008,29(7):56-58.WANG Xiangwei, CHI Cheren. Study of the Influences of the Thin Film Smoothness on Cigarette Package Box of GDX2[J]. Packaging Engineering, 2008,29(7):56-58.
[14] 全国烟草标准化技术委员会.YC/T237-2014卷烟包装设计要求[S].北京:中国标准出版社,2014.National Standardization Technical Committee on Tobacco.YC/T237-2014 The requirements for design of cigarette package[S]. Beijing: Standards Press of China,2014.
[15] 王理珉,魏杰,胡群.卷烟主要包装材料环保性能概述[J].包装工程,2004,25(6):168-170.WANG Limin, WEI Jie, HU Qun. Summary on Environmental Protection Performance of Cigarette Packaging Materials[J]. Packaging Engineering,2004,25(6):168-170.
[16] 赵文平,邓锦莹.浅述卷烟包装的发展[J].现代商业,2015(8):79-80.ZHAO Wenping, DENG Jinying. Brief Description cigarette packaging development[J].Modern Business,2015(8):79-80.
Current situation of production and application of cigarette labels
CHEN Chen, YANG Guotao, NIU Jiajia, YE Changwen, LI Qingchang,HE Chen, LI Dong, CHEN Lianfang
Zhengzhou Tobacco Research Institute, China National Tobacco Corporation, Zhengzhou 450001, China
Cigarette packaging paper is an important material for cigarette products, with functions such as protecting cigarettes and displaying brand image. This paper briefly introduced the current production status of cigarette packaging paper, including base paper,production process and related characters. Important quality indexes and machine applicability were also analyzed. Future development of cigarette packaging paper was summarized.
cigarette packaging paper;production status;machine applicability
陈宸,杨国涛,牛佳佳,等. 卷烟商标纸生产与应用现状分析[J]. 中国烟草学报,2016,22(6)
陈 宸(1983—),硕士,工程师,主要研究方向为烟用材料标准化,Tel:0371-67672763,Email:chenchen763@163.com
陈连芳(1962—)本科,研究员,主要研究方向为烟用材料标准化,Tel:0371-67672671,Email:chen6228800@sina.com
2015-10-20
:CHEN Chen, YANG Guotao, NIU Jiajia, et al. Current situation of production and application of cigarette labels [J]. Acta Tabacaria Sinica, 2016, 22(6)
猜你喜欢
电镀与涂饰(2021年2期)2021-03-08 14:35:18
铝加工(2020年6期)2020-12-20 14:08:41
科学技术创新(2020年4期)2020-04-02 09:58:32
今日印刷(2020年1期)2020-02-02 04:11:42
中国设备工程(2019年17期)2019-09-24 09:25:14
出版与印刷(2015年3期)2015-12-19 13:15:33
印刷技术·包装装潢(2015年11期)2015-02-16 08:25:49
设备管理与维修(2015年1期)2015-01-06 07:47:20
印刷技术·数字印艺(2014年4期)2014-06-10 13:09:09
科技视界(2014年8期)2014-04-27 08:44:56