GDX2包装机5号轮外旋转折叠器的改进
2015-01-06 07:47张红卫
设备管理与维修 2015年1期
张红卫 许 强
(河南中烟工业有限责任公司黄金叶生产制造中心 郑州)
GDX2的5号轮主要是进行商标纸包装,在第五工位旋转折叠器与压杆将完成商标纸盒盖折边的折叠。产品质量是企业参与市场竞争的基础,在产品质量的检验中发现烟包存在商标纸第一折叠短边外露、变形、内衬纸撕拉挂烂等现象,主要原因是当商标纸纸质较厚、压痕浅、弹性大,在经过5号轮顶部的外旋转折叠器时,外旋转折叠器未能将商标纸折叠到位所造成。如此类缺陷的产品流入市场,会给消费者造成不良影响,从而影响产品的信誉。经过对五号轮折叠原理及外旋转折叠器和压杆工作状态的研究分析,通过对折叠器和压杆的改进,来解决此类问题。
一、问题
1.5号轮商标纸包装原理
铝箔纸烟包与内框纸一起进入5号轮最下方,并与涂好胶液的商标纸,随着5号轮的运转,烟包在5号轮旋转至7工位时(图1),完成商标纸各折边的折叠,进入6号轮。铝箔纸烟包与商标纸在5号轮中的输送见图1。
铝箔纸烟包与商标纸在5号轮内随着5号轮的转动商标纸烟包在不同的工位完成各折边的折叠。在5号轮最顶部的5工位,旋转折叠器与压杆将完成商标纸盒盖折边的折叠。商标纸各折边的对应位置见图2。
2.故障分析
经观察分析后发现,5号轮外旋转折叠器的工作面短于商标纸B面的宽度,而当外旋转折叠器在折叠商标纸B面时,商标纸第一短边A面已经与商标纸B面张开一定的角度,商标纸B面的折叠受第一短边A面张开的影响,旋转折叠器的下压使商标纸B面产生弯曲而商标纸第一短边A面张开的角度增大而外露。当这个角度过大还会导致商标纸第一短边A垂直地压在内衬纸撕拉面上,容易挂烂内衬纸撕拉,商标纸第一短边A折叠错位或商标纸第一短边A露出而贴在F面上。

图1 铝箔纸烟包与商标纸在5号轮内折叠输送示意图
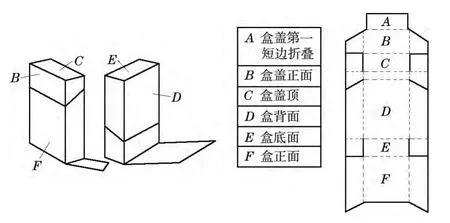
图2 商标纸各折边位置
商标纸第一短边A变形的烟包大部分能被5号轮至6号轮过桥处的烟包阻塞检测器检测出,在6号轮剔除,而商标纸第一短边露出的烟包则大部分不能被检测出来而流入下一道工序甚至流入市场。这些包装不合格的产品流入市场,给消费者造成不良影响。
二、解决措施
在生产牌号是覆膜商标纸,主要是由于原辅材料太硬、折叠压痕过浅或弹性过大,使商标纸第一短边张开角度易过大出现了商标纸第一短边外露、变形或出现内衬纸挂烂等现象,而外旋转折叠器对于所出现的这些却不能折叠。为了解决这个问题,采取了以下对策:
1.对商标纸第一短边涂胶
如果能使商标纸第一短边A面紧粘住商标纸B面内壁的话,商标纸第一短边A面与B面不会张开,可以避免商标纸第一短边外露、变形或出现内衬纸挂烂的问题。但我中烟公司产品技术中心标准规定,第一短边折叠位置不涂胶水,因此该方案无法实施。
2.调整商标纸压舌辊
通过调整商标纸第一输送通道中的压舌辊间隙。由原来两辊之间的间隙0.3 mm调整成0.2 mm,以此增大压舌辊的压力来压紧商标纸第一短边,减小后段工序中商标纸第一短边弹性张开。经过调小间隙后,商标纸第一短边张开角度有所变小,可是新的问题又出现,由于个别牌号商标纸较厚,又硬,在经过第一折叠过压舌辊时,商标纸第一短边折叠压痕处出现炸口,甚至商标纸第一短边断裂等现象,严重影响产品的质量。
3.加大折叠器的工作面
在不能合理有效地解决,因商标纸第一短边张开角度过大造成的商标纸第一短边外露的问题。尝试通过调整旋转折叠器与商标纸接触边缘的位置来降低第一短边纸外露的问题,在外旋转折叠器与商标纸接触的工作面上用双面胶纸粘贴一块硬皮纸,延长外旋转折叠器工作面,使商标纸的接触点延伸至靠近AB面折叠线处。接触点越靠近AB折叠线处效果越好,但是与商标纸接触的是硬皮纸,容易磨损,使用寿命短,需频繁更换,停机率高,不能很好地提高生产效率。
三、改进方案
1.外旋转折叠器的改进
当外旋转折叠器对商标纸的折叠范围扩大至AB面交线时能够有效的避免绝大部分因商标纸第一短边张开角度引起商标纸第一短边外露及挂烂内衬纸撕拉情况的出现。使用盒皮纸对商标纸第一短边外露的现象已有明显的改善,但存在明显的问题,是使用寿命短、需频繁更换。设想:增加外旋转折叠器工作面的宽度,又能使烟包压杆顺利地压住烟包。
要延伸旋转折叠器与商标纸B面接触的宽度至AB折叠线处,且压杆能够顺利压下及护住商标纸不反弹,所以延伸的部分不能太宽,太宽会导致压杆压不好,商标纸反弹。所以把旋转折叠器与商标纸B面接触的面设计为凸字形。也就是只有中间一部分延伸至AB面折叠线处,经试验后确定商标纸旋转折叠器工作面的宽度增加8 mm,延伸部分的长度为30 mm时外商标纸旋转折叠器的折叠效果即可达到最佳。改进后的外旋转折叠器,见图3。

图3 外旋转折叠器改进图
2.压杆改进
当商标纸外旋转折叠器工作面经加宽改进后,其延伸部分在工作时会与压杆发生碰撞。为避免商标纸外旋转折叠器与压杆工作时发生干涉必须在外压杆上开一个能够避开商标纸外旋转折叠器旋转运动的槽。根据商标纸外旋转折叠器工作面加宽改造后的尺寸,槽的宽度取33 mm,既能够顺利地让旋转折叠器通过,又保证能够很好的护住折叠后的商标纸。在槽口倒2个R3的圆角,能够避免刮坏经折叠器折叠完毕随5号轮旋转进入下一工位的烟包。开槽后的压杆见图4。
图4 开槽后的压杆
四、结束语
通过对5号轮旋转折叠器的改进,解决了商标纸第一短边外露、变形、内衬纸撕拉挂烂等现象。改进的结构简单,成本低廉,不改变原传动机构,只需进行简便的清洁保养。折叠装置工作稳定,设备有效作业率提高,产品质量得到了有效保证。
猜你喜欢
娃娃乐园·综合智能(2022年2期)2022-04-19
设备管理与维修(2020年23期)2021-01-04
印刷工业(2020年5期)2020-03-29
设备管理与维修(2019年17期)2019-10-26
设备管理与维修(2019年9期)2019-09-12
西南交通大学学报(2018年6期)2018-12-18
中国测试(2018年10期)2018-11-17
中国设备工程(2015年4期)2015-12-27
设备管理与维修(2015年8期)2015-01-06
城市道桥与防洪(2013年5期)2013-03-11