
ZB25 包装机铝箔纸自动拼接系统
2021-01-04 00:15刘加高
设备管理与维修 2020年23期
刘加高,陈 圣
(红云红河烟草(集团)有限责任公司会泽卷烟厂,云南曲靖 654200)
1 设备介绍
ZB25 包装机主要用于软盒卷烟的生产,烟支组(20 支烟)经铝箔纸包装后进入商标纸的包装。铝箔纸供给系统包括铝箔纸卷的2 个固定支撑、铝箔纸展开、更换、切割、输送、钢印打印、定位等各组件及机构,主要将铝箔纸卷切割成定长单张并输送至包装位置。
铝箔纸卷共有2 套固定支撑装置,便于铝箔纸相互转换拼接使用。目前铝箔纸的拼接过程:当铝箔纸卷快用完时,检测摆杆触动一微动开关,通过电控系统发出报警,设备停机。此时操作人员将检测摆杆翻转,使检测摆杆上的辊轮压在新纸卷上,将报警消除,用手顺时针方向盘动机器盘车手轮,直至铝箔纸刀辊外旋转盖上的红色三角箭头与外壳上的固定三角箭头对准,坂动手动裁纸刀,切断已用完的卷的纸带尾端,再复位启动设备。新老铝箔纸即可顺利衔接,完成铝箔纸的拼接过程,铝箔纸拼接后,在烟包剔除口处剔除3 包铝箔纸接头烟包。
2 存在问题
改进前ZB25 包装机在铝箔纸拼接过程中,需停机后操作人员进行手动更换,整个更换过程大约耗时30 s。每天在生产过程中约需更换45 盘铝箔纸,目前铝箔纸手动拼接系统增加了设备停机时间,降低了运行效率,同时需操作人员手动更换,增加了人工劳动强度。
3 改进原理
ZB25 包装机铝箔纸自动拼接系统改变原有驱动方式,通过程序控制伺服电机带动铝箔纸主动辊运转。在铝箔纸卷架后部安装反光片,用于检测铝箔纸卷运转角速度(铝箔纸卷运转角速度随着铝箔纸卷的变小而逐渐增大),采用光电检测检测反光片的运转速度,用于监控铝箔纸卷运转角速度。增加拼接切刀驱动气缸,通过电磁阀控制驱动气缸的动作,光电检测将铝箔纸卷运转角速度信息反馈至伺服电机及控制气缸的电磁阀。当光电检测检测到铝箔纸卷运转角速度达到设定值1时,已准备好的新铝箔纸卷盘开始加速(需计算新铝箔纸卷盘加速度,使得新卷铝箔纸端部达到输送通道入口时,新卷铝箔纸线速度刚好达到设备正常运行时铝箔纸的线速度)。当新卷铝箔纸加速时间达到设定值2(需通过计算得到设定值2,使得新卷铝箔纸端部与切断的旧卷铝箔纸尾部同时到达铝箔纸输送通道入口)时,旧卷铝箔纸切断气缸快速动作,切断旧卷铝箔纸,使得新卷铝箔纸端部刚好与旧卷铝箔纸尾部相对接,且新卷铝箔纸运行线速度达到设备正常运行时铝箔纸的线速度,此时完成了铝箔纸的自动拼接。为确保产品质量,通过移位寄存器控制烟包剔除气缸,在烟包剔除口处剔除3 包铝箔纸接头烟包。
4 改进方案
4.1 硬件设计
ZB25 包装机铝箔纸自动拼接系统主要部分见图1~图3。该系统中铝箔纸卷通过张紧装置安装在铝箔纸架上,铝箔纸沿着穿纸方向顺序经过导纸辊,最终穿过压紧辊与主动辊。手动拉动切断刀手柄,铝箔纸被切断刀手动切断等待自动拼接,此时,切断的铝箔纸形成了铝箔纸端部;切断刀气缸端部与切断刀手柄相连,反光片、光电检测和伺服电机安装在铝箔纸架后部,伺服电机与主动辊相连,为铝箔纸输送提供动力。
正常运行时,光电检测通过实时检测反光片的运转角速度来监控铝箔纸架的运转角速度。当铝箔纸卷即将用尽时,光电检测检测到铝箔纸架的运转角速度达到设定值1,旧铝箔纸卷盘光电检测将检测信号反馈至伺服电机,新铝箔纸卷盘按照设定的加速度开始加速。当新卷铝箔纸加速时间达到设定值2 时,新铝箔纸卷盘光电检测将信号传递至控制切断刀气缸的电磁阀及旧铝箔纸卷盘伺服电机,旧铝箔纸卷盘伺服电机停止运转,切断刀气缸通气,快速顶切断刀手柄后并迅速复位,切断刀将旧卷铝箔纸切断。旧卷铝箔纸在铝箔纸输送通道中辊子作用下继续与正常速度运行,新卷铝箔纸端部到达铝箔纸输送通道入口时,旧卷铝箔纸尾部也刚好达到铝箔纸输送通道入口,实现新卷铝箔纸端部与旧卷铝箔纸尾部对接。此时,新卷铝箔纸线速度已加速达到设备正常速度,完成铝箔纸的自动拼接。为确保产品质量,通过移位寄存器控制烟包剔除气缸,在烟包剔除口处剔除3 包铝箔纸接头烟包。

图1 ZB25 包装机铝箔纸自动拼接系统整体结构
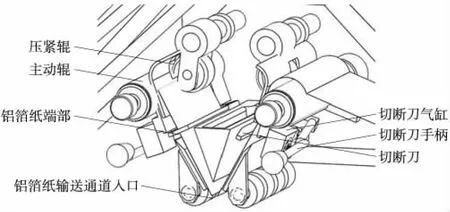
图2 ZB25 包装机铝箔纸自动拼接系统局部结构

图3 ZB25 包装机铝箔纸自动拼接系统后部结构
4.2 电气控制系统原理
(1)光电检测铝箔纸卷盘运行角速度。
(2)旧卷铝箔纸角速度达到设定值1。
(3)新卷铝箔纸开始加速。
(4)加速度使得新卷铝箔纸端部达到输送通道入口时,新卷铝箔纸线速度刚好达到设备正常运行时铝箔纸的线速度。
(5)新卷铝箔纸加速时间达到设定值2。
(6)旧卷铝箔纸切断刀气缸动作,切断旧卷铝箔纸。
(7)新卷铝箔纸端部刚好与旧卷铝箔纸尾部对接,且新卷铝箔纸运行线速度达到设备正常运行时铝箔纸的线速度。
(8)移位寄存器控制烟包剔除气缸,在烟包剔除口处剔除3包铝箔纸接头烟包。
(9)铝箔纸自动拼接完成。
在铝箔纸卷纸架后部安装反光片,通过光电检测检测反光片运转角速度来监控铝箔纸卷的运转角速度。当旧卷铝箔纸角速度达到设定值1 时,新卷铝箔纸开始加速,新卷铝箔纸加速使其端部到达输送通道入口时,新卷铝箔纸的线速度刚好达到设备正常运行时铝箔纸的线速度,在新卷铝箔纸加速时间达到设定值2 时,旧卷铝箔纸切断刀气缸电磁阀打开,切断气缸动作,切断旧卷铝箔纸。设置设定值2 时,需计算使得新卷铝箔纸端部刚好与旧卷铝箔纸尾部对接。此时,新卷铝箔纸运行线速度达到设备正常运行时铝箔纸的线速度。通过移位寄存器控制烟包剔除口处气缸,在烟包剔除口处剔除3 包铝箔纸接头烟包。
新卷铝箔纸加速的加速度、旧卷铝箔纸角速度达到的设定值1、新卷铝箔纸角速度达到的设定值2 的计算过程如下。
新卷铝箔纸加速的加速度为:

式中 a——新卷铝箔纸加速的加速度
v——设备正常运行时铝箔纸的线速度
S——新卷铝箔纸端部至输送通道入口的距离
旧卷铝箔纸角速度达到的设定值1 为:

式中 ω——旧卷铝箔纸角速度
v——设备正常运行时铝箔纸的线速度
R——旧铝箔纸卷的最小半径
新卷铝箔纸加速时间达到设定值2 为:
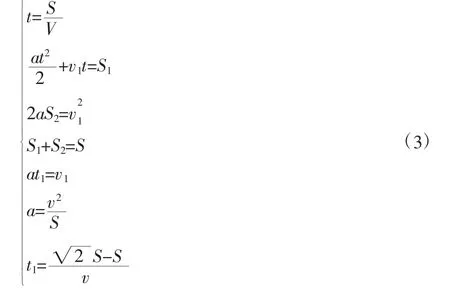
式中 t1——新卷铝箔纸加速时间(设定值2)
v——设备正常运行时铝箔纸的线速度
t——旧卷铝箔纸尾部运行至输送通道入口时间
v1——新卷铝箔纸加速时间为t1时对应的线速度(旧卷铝箔纸切断时,新卷铝箔纸的线速度)
S1——新卷铝箔纸加速时间为t1时,新卷铝箔纸端部与铝箔纸输送通道入口的距离
S2——新卷铝箔纸加速时间为t1时,新卷铝箔纸端部已加速运行的路程
a——新卷铝箔纸加速的加速度
5 改进效果
ZB25 包装机铝箔纸自动拼接系统融机械、电气为一体,通过光电检测将铝箔纸卷盘运转的角速度反馈至带动铝箔纸运行的伺服电机,以及控制铝箔纸切断刀气缸动作的电磁阀。通过参数的计算及设定,使得新卷铝箔纸端部与切断的旧卷铝箔纸尾部同时到达铝箔纸输送通道入口,同时,新卷铝箔纸运行速度达到设备正常运行速度。为确保产品质量,在烟包剔除口处剔除3包铝箔纸接头烟包,最终实现铝箔纸的自动拼接。使得设备在运行过程中新卷铝箔纸与旧卷铝箔纸自动拼接、相互交替使用,无需停机更换铝箔纸,避免了操作人员手动操作设备。在烟包剔除口处剔除3 包铝箔纸接头烟包,提升了设备运行效率,降低了人工劳动强度。
猜你喜欢
大电机技术(2022年4期)2022-08-30
大电机技术(2022年1期)2022-03-16
新疆钢铁(2021年1期)2021-10-14
铁道通信信号(2020年10期)2020-02-07
福建茶叶(2019年5期)2019-09-12
科技视界(2019年3期)2019-04-20
考试周刊(2018年95期)2018-11-14
山东工业技术(2018年5期)2018-03-10
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
