SQ31X切丝机铜排链自动清洗机改进
2015-01-06 07:48陈学德程书根
设备管理与维修 2015年1期
陈学德 王 磊 程书根
(河南中烟工业有限责任公司驻马店卷烟厂 河南驻马店)
在烟草切丝加工过程中,如果铜排链上附着过多的物料和烟油时,一方面物料打滑会造成切丝宽度不均;另一方面铜牌链跑偏,造成安全销剪断,增加维修费用,降低工作效率。因此,铜排链需要定期维护保养。
一、存在问题
驻马店卷烟厂现有铜牌链清洗机为北京宏大峰公司生产,在使用过程中,虽然相比人工逐节清洗铜排链的效率有所提高,但是,在使用中由于清洗长度设计不够,不能完成对切丝机下铜排链的整挂一次清洗,故清洗下铜排链时必须拆分为两段,分两次清洗完成。清洗机只设计有对小水箱加热的管路,且水温低,而清洗水槽内无加热设施,故不能在短时间对水槽内的水快速加热,所以铜牌链难以快速被清洗干净。
二、改进措施
1.设备工作原理(图1)
将待清洗铜排链的一端放置在导向轮上后启动减速机,导向轮的转动带动铜排链条向主动辊移动,绕过主动辊后向从动辊移动,待铜排链条绕过从动辊后,利用导向轮上安装的牵引带牵引铜排链继续移动,直到铜排链实现首尾相接。随后关闭减速机,将铜排链首尾固定连接,再启动减速机,打开高压水泵,喷嘴喷出高压清洗水,使铜排链在转动的同时被不断地清洗和刷洗。待清洗完成后,打开铜排链条的首尾固定连接,在主动链轮的带动下将其从倾斜平板上移出。
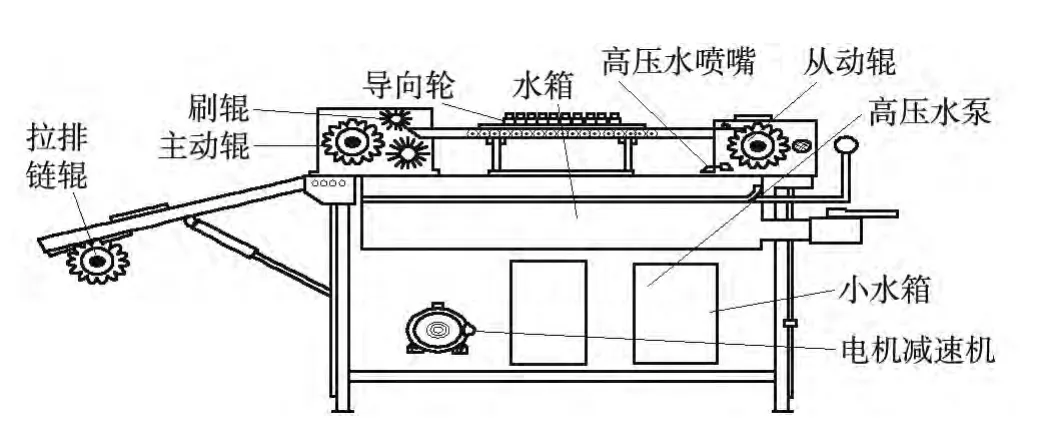
图1 改进前切丝机铜牌链清洗机结构简图
2.改进方案
(1)通过测量清洗机安装铜排链时辅助链轮到从动链轮之间的距离可知其满足清洗切丝机下铜排链长度的需求。将链轮翻转到原位置上方后可便于用升降螺杆调整其与主动链轮和从动链轮的高度关系。通过在辅助链轮轴承座处的支架上加工局部滑道,以便于加装可调节拉杆,使辅助链轮的位置可调,以适应对切叶丝机和切梗丝机下铜排链不同长度的清洗需求。由于辅助链轮位置的变动,为满足其支架可以升高到与清洗机垂直支架夹角≥90°,升降电机减速机的位置也需要相应改动,以使辅助链轮可调整到与原主动链轮水平。由于下铜排链在进入清洗水槽前会因自重而下沉,造成铜排链与清洗水槽壁产生磨擦,故增加一根尼龙托辊,以便于托扶铜排链顺利进入清洗水槽。改进后的结构简图见图2。
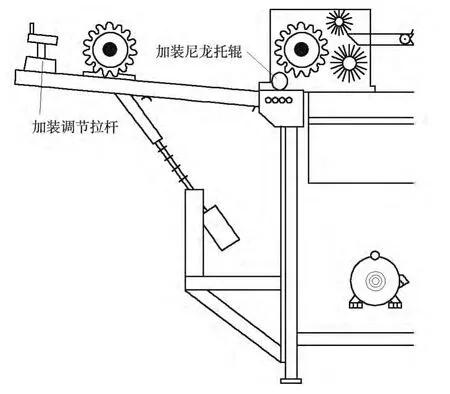
图2 改进后结构简图
(2)由于蒸汽对铜排链上的烟垢清洗具有快速、高效、渗透力强等优点,根据清洗水槽的尺寸及铜排链在清洗机上的运行位置,在大水箱内增加了管径为DN15的不锈钢加热盘管这一蒸汽喷吹清洗装置。加热盘管上有一排喷吹喷孔,喷孔间距和铜排链节位置相对应,可实现对水箱内水加热的同时,实现对铜排链内、外壁的同时喷吹清洗。加热盘管示意图如图3所示。整体改进后的结构简图见图4。
三、改进效果
改进后,设备运行中实测加热盘管在水箱内部的长度为540 mm,由于上层管路朝下一面和下层管路朝上一面均匀分布的喷孔每排15个,双层管路上分布的喷孔共计60个,孔径为Φ2.2 mm,总面积为228 mm2,是系统管道内径截面积174.27 mm2的1.30倍。改进前清洗1台使用4.5 h,且链销上有烟垢残留,改进后清洗1台使用2 h,铜排链清洗干净。
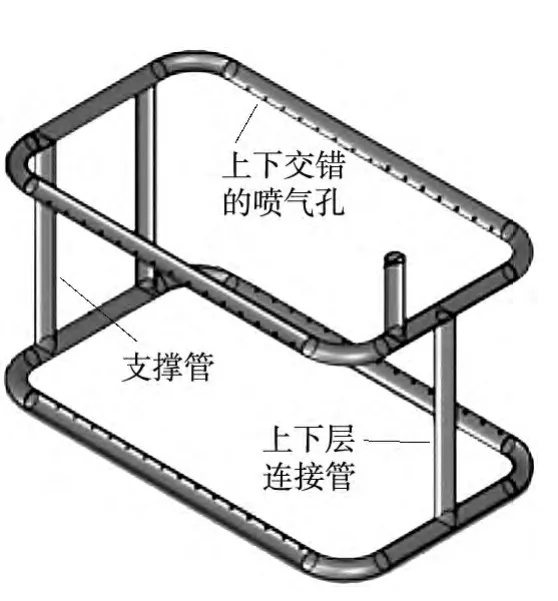
图3 加热盘管示意图
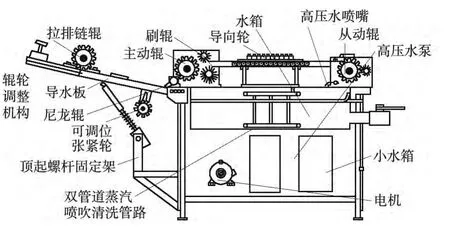
图4 改进后切丝机铜牌链清洗机结构简图
猜你喜欢
重型机械(2022年2期)2022-04-18
湖南城市学院学报(自然科学版)(2021年2期)2021-04-24
中国新技术新产品(2020年20期)2020-12-21
机械设计与制造(2020年10期)2020-10-21
汽车零部件(2018年12期)2019-01-15
中国设备工程(2018年6期)2018-03-27
现代商贸工业(2016年23期)2017-02-04
大电机技术(2015年6期)2015-07-01
钻探工程(2015年11期)2015-01-01
自动化博览(2014年6期)2014-02-28