
基于FASTAMP的汽车减震器钣金件冲压工艺及修边冲孔模设计
2016-09-12 00:24朱红萍淼ZHUHongpingXUMiao沙洲职业工学院张家港215600
制造业自动化 2016年8期
朱红萍,许 淼ZHU Hong-ping, XU Miao(沙洲职业工学院,张家港 215600)
机器人技术
基于FASTAMP的汽车减震器钣金件冲压工艺及修边冲孔模设计
朱红萍,许 淼
ZHU Hong-ping, XU Miao
(沙洲职业工学院,张家港 215600)
以某型号汽车减震器上的钣金件拉延成形过程分析为例,对该钣金件的冲压成形过程进行模拟分析。 借助于FASTAMP分析软件对汽车减震器上钣金件的成形过程、成形极限图和减薄率的进行预测,得出了坯料的形状和拉延筋深度、形状等工艺参数对成形质量的影响。在此基础上对成形参数进行优化,解决了起皱和拉伸不足等缺陷。并利用UG软件,设计了修边冲孔模具中的上模、下模等其他结构。
冲压工艺;修边模;汽车减震器
0 引言
随着经济的飞速发展,人们生活水平不断提高,对汽车的要求也不断的提高。在汽车中,冲压零件占比例很大。例如减震器钣金件,合理的成形工艺设计能够给零件带来很大的质量提升。在汽车研发过程中,冲压零件的工艺设计、模具设计及制造周期很长,以往零件的工艺分析、设计、制造等环节,周期长,劳动力大,成本高、效率低。随着一些软件的开发,能够得到高质量、高效率,低成本的冲压零件。本文以某款汽车减震器钣金件的冲压成形为例,借助于有限元软件FASTAMP对拉延成形过程进行数值模拟研究,就其经常出现成形过程中的不充分或成形质量不好等问题进行分析,确定出合适的冲压参数。同时,对其修边模具结构进行了设计。
1 汽车减震器钣金件的冲压工艺分析
汽车减震器钣金件要求冲压成形后有较好的形状、刚性和工艺性;零件不允许出现明显的皱折、擦伤等缺陷;制件不出现拉裂及起皱,材料最大减薄率小于20%,且变形尽量均匀,图1为该汽车减震器钣金件图。该零件材质为DC04冷轧钢,厚度1mm。该材料的屈服强度≥130MPa,抗拉强度≥270MPa,断后伸长率≥34%,外形尺寸近似为长度150mm,宽度130mm,高度50mm,质量约为0.182868kg。该钣金件的几何特征为:零件面A有三个小孔和一个大孔,有多处凹凸面,变化复杂,面A与面B是以半径为8mm圆弧连接的,面B是倾斜的面。面C上有三个凹圆弧,半径为6mm。综合考虑,汽车减震器钣金件的冲压工序确定为落料→拉延→修边冲孔→翻边整形→修边冲孔。

图1 汽车减震器钣金件零件模型
2 汽车减震器钣金件的工艺优化设计
2.1冲压方向与压料面的确定
在进行工艺设计时,首先需要确定拉延工艺数模。而其中,冲压方向的确定尤为重要。确定合理的冲压方向直接决定着零件能否拉延成功。冲压方向确定时主要考虑工件的可靠定位,拉延时不能有负角;各处拉延深度相差小;由于此处没有斜孔需要冲制,因此无需斜楔机构。图2箭头所指为冲压方向。
压料面设计合理与否,会直接影响到压料面毛坯向凹模流动的方向与速度,毛坯变形的分布与大小、破裂起皱等问题产生。压料面设计不合理,还会在压边圈压料时就形成皱折、余料等,有的在成形过程中不能消失而残留在制件上。通过分析该钣金件的形状特点,其底面较为平整规则,因此,采用平面型压料面。其最终的拉延工艺面设置如图3箭头所示的压料面。

图2 拉延工序冲压方向

图3 汽车减震器钣金件的压料面
2.2展开坯料线及必要的工艺补充设计
确定冲压件的展开板料线的形状及尺寸,是分析冲压件变形程度设计工艺性及拟定工艺规程的前提。我们利用该软件中的“展开板料线”功能即BEW,能够快速展开复杂钣金件的板料轮廓线,同时还可以预测钣金件的成形结果,帮助设计人员发现潜在的设计缺陷,为后续工艺设计、模具设计提供有效参考。根据该钣金件的结构特点及复杂程度,作必要的工艺补充,将其上表面的三个小孔补上。该钣金件顶部的大孔无法一次成形,需后续翻边整形后成形,绘制其工艺补充面及展开坯料线如图4所示。

图4 汽车减震器钣金件的展开坯料线
2.3汽车减震器钣金件拉延成形CAE分析
成形分析主要是利用CAE等相关软件对产品进行性能与安全可靠性分析,对其成形过程进行模拟,是冲压工艺中常用的一种分析方法。
本处主要借助于FASTAMP软件集成在NX 8.5的CAE分析功能,对该钣金件进行可成形性与加工工艺分析,将模拟运算后的结果进行比较,以选择出最佳的成形方案。本次模拟采用单动成形,设置成形力和压边力分别为250、7.5T,冲压速度为250mm/s,压边圈闭合速度250mm/s,接触条件均采用相关经验值,提交求解器求解。经过多次优化处理,得到零件的FLD图、成形性、减薄率,如图5所示。
从图5(a)中可以看出,该钣金件未有明显的开裂区域,无需改变圆角半径改善冲压成形性能,其余绝大多数区域均处于安全范围内。从图5(b)中可以看出,钣金件在竖直翻边处易开裂,其余位置成形效果较好,且大部分比较均匀,因此可通过添加拉延筋来降低零件的减薄率。从图5(c)得到,设置拉延筋后,减薄率最高处约为11.9%,大大地提高了拉延的可成形性。
2.4提取分模线和设计修边线
在拉延模结构中,分模线为凸模与压边圈的分界线,通常是封闭曲线。提取分模线之前,一定要做出完整的拉延件,才能提取凹模圆角中间线,组合成分模线。该钣金件的分模线如图6箭头所示封闭曲线。
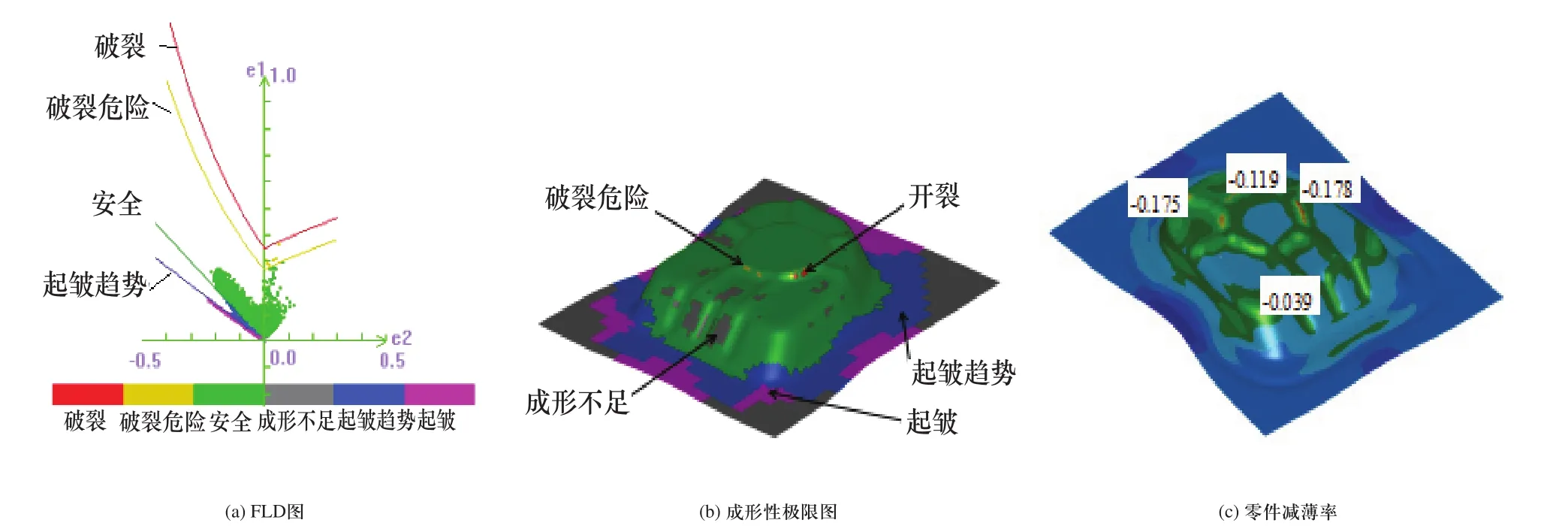
图5 零件CAE模拟分析结果

图6 分模线
修边线是为了得到零件的内外轮廓形状而确定下来的用于冲裁掉预保留部分以外多余的形状(工艺补充部分如压料面等)的界线。有时为了得到一个不规则的多边形冲压件,可能由于其直接一次成形有难度,需要进行工艺上的补充,增加一些其他的形状做成一个比较容易冲压成形得到的形状。成形后,下一工序采用修边形式把原来补充上去的部分再切掉,即可得到需要的形状了。该该钣金件的分模线如图7箭头所示封闭曲线。

图7 修边线
2.5创建实体筋
实体筋在拉延模中用以控制材料流动,增大进料阻力,调节进料阻力的分布,使四周变形均匀。本处利用软件自带的创建实体筋功能,建立如图8(a)所示的等效筋,图中等效筋的位置决定了实体筋的位置。等效筋为实体筋的中心线,等效筋的位置就决定了实体筋的位置。等效筋是根据分模线沿着压料面外形偏置一定距离得到,应保证等效筋大于修边线5mm~10mm以上。该钣金件实体筋的形状如图8(b)所示。
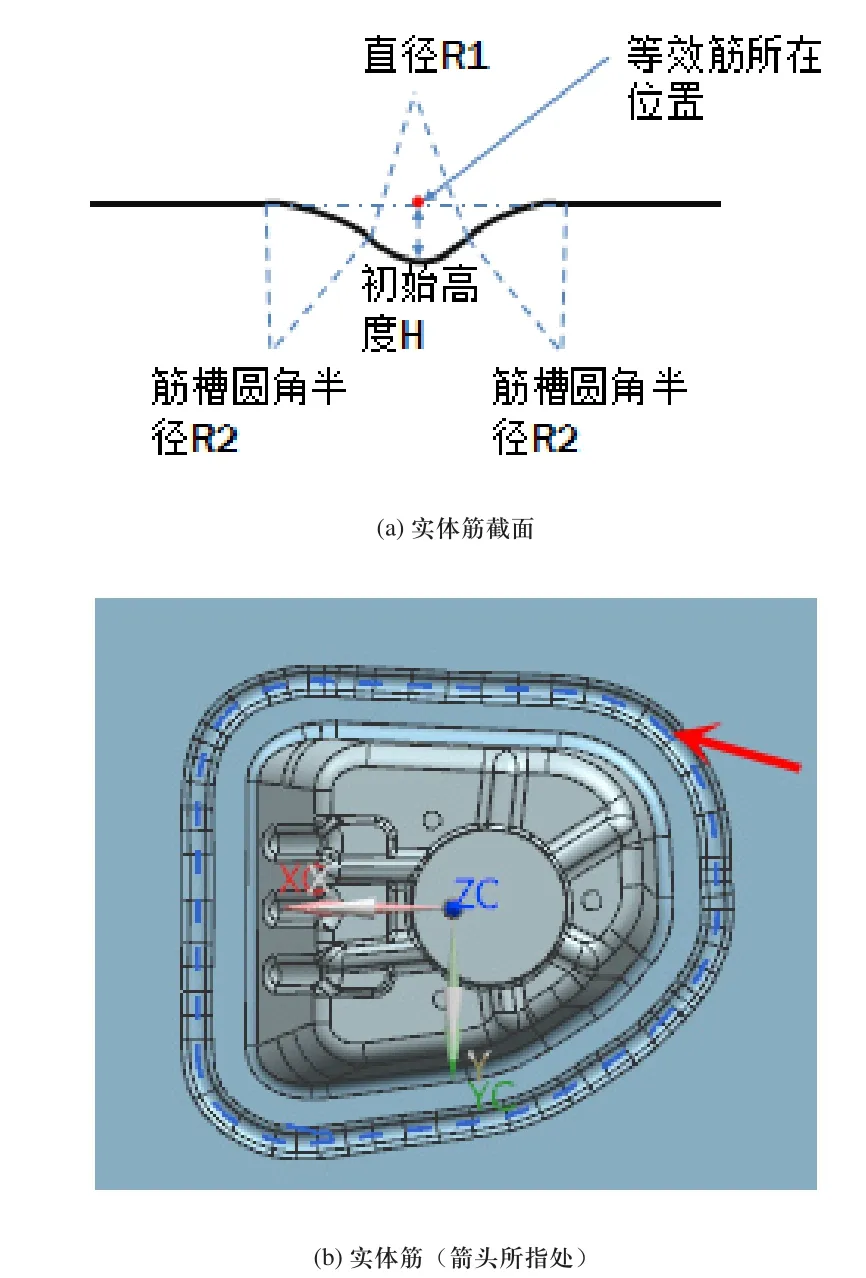
图8 创建实体筋

图9 汽车减震器钣金件修边模结构
3 汽车减震器钣金件的修边工序模具结构设计
修边模设计是在成形分析以后进行的。本文利用UG软件,参考CAE分析结果,设计了该钣金件修边模具。图9(a)为修边模上压料芯零件图,上压料芯材料选用Cr12MoV。在压料芯上安装有压料芯向导,便于与下料芯配合。同时,上压料芯上预留几个孔,便于安装非标冲头。图9(b)为修边模的下模。其在卸料板和压料芯创建导向结构,便于配合。卸料板与下模座设置两个M10×40的销钉和4个M10×45的安全螺钉。四个螺钉以正方形四个拐角的形式摆放。销钉只需两个,对顶角位置摆放。卸料板与下模座之间布置弹簧压力源,卸料板压力源安装在卸料板和下模座之间,负责卸料板的上下行运动,达到卸料的目的。
该模具经现场调试,成功压制出了制件,验证了所设计修边模具结构的合理性。
4 结束语
本文对汽车减震器钣金件进行了工艺分析,选择了合理的工艺方案。借助于FASTAMP软件对零件数模进行了成形性分析及工艺设计,绘制工艺补充面、定义冲压方向、设计修边线等。同时,在设计的过程中,对板料流入量、FLD图、材料减薄率、料厚分布和起皱分析等进行分析归纳,总结出汽车减震器钣金件的可成型性和成形过程中的不足。并对设计方案进行了多次的调整与优化,设计出合格的修边模具。经过模具调试批量生产证明,模具结构合理,能生产出符合精度要求、质量稳定的产品。
[1] 林泉,刘驰.前副车架上板冲压工艺及拉延模设计[J].锻压技术.2015,4:45-48.
[2] 胡道春.基于数值模拟的筒盖冲压工艺及模具设计[J].冲压.锻压装备与制造技术.2015,7:76-78.
[3] 李刚龙,等.汽车座椅支架拉延成形仿真研究[J].制造业自动化.2015,3:45-47.
[4] 翁茂荣.汽车前地板单动拉延成形工艺分析与数值模拟[J].锻压技术.2015,5:48-51.
[5] 万志远.轿车后地板纵梁冲压工艺分析及拉延模设计[J].热加工工艺.2015,3:154-156.
[6] 傅旻.汽车覆盖件成形中拉延筋的设计与数值模拟[J].机械设计与制造.2014,2:239-242.
[7] 杨琦琦.基于ANSYS的汽车B柱成形仿真分析及结构改进设计[J].2015,6:177-180.
stamping process and trimming punching die
design of automobile shock absorber based on FAsTAMP
TG241
B
1009-0134(2016)08-0018-04
2016-04-06
校企合作开发“塑料模具设计项目教材”建设的研究与实践(2015SGJG008);“青蓝工程”;江苏省高校品牌专业建设工程一期项目,机械制造与自动化品牌专业(PPZY2015B184)
朱红萍(1978 -),女,江苏人,讲师,硕士,研究方向为机械设计与制造、模具设计。
猜你喜欢
锻压装备与制造技术(2022年2期)2022-05-11
机电信息(2022年9期)2022-05-07
模具制造(2021年10期)2021-11-20
模具技术(2021年5期)2021-10-13
中国金属通报(2021年4期)2021-05-20
探索科学(学术版)(2020年7期)2021-01-13
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年2期)2020-12-14
模具制造(2020年12期)2020-02-06
制造技术与机床(2019年6期)2019-06-25
