在用压力容器筒体与封头对接焊缝埋藏缺陷成因探讨
2016-08-03 02:50:16郭志贤
质量技术监督研究 2016年3期
关键词:探讨
郭志贤
在用压力容器筒体与封头对接焊缝埋藏缺陷成因探讨
郭志贤
(福建省锅炉压力容器检验研究院漳州分院,福建 漳州 363000)
摘要:文中根据某化工厂在用压力容器的定期开罐检验,在对其筒体与封头的对接焊缝进行超声波检测时,发现一处长2300mm的埋藏缺陷。根据此缺陷超声回波特征,分析探讨其产生原因及生长趋势,提出缺陷处理措施。
关键词:在用压力容器;埋藏缺陷;超声回波特征;探讨
1 前言
压力容器是具有爆炸危险性的承压类特种设备,它广泛地应用于石油、化工、机械、冶金、轻工、航空、航天、国防等工业部门的生产以及人民的生活。按照我国压力容器的安全管理的规定,在用压力容器,要求定期进行定期检验[1]。文中所述在用压力容器为某化工厂的DAO分离器,主体材质是SA516Cr70,规格为φ3400×110/68mm(筒体/封头)。对分离器进行首次开罐定期检验时,根据检验方案要求,筒体与封头对接焊缝应进行内表面常规超声波检测。焊缝坡口为双U型,容器内表面平齐,容器筒体外面按标准削边如图1所示。
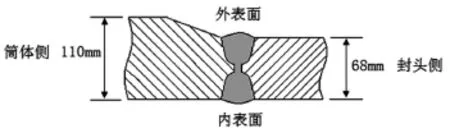
图1 筒体与封头对接焊缝坡口示意图
2 常规超声波检测方法
2.1 超声波检测
超声波检测是利用材料及其缺陷的声学性能差异对超声波传播波形反射情况和穿透时间的能量变化来检验材料内部缺陷的无损检测方法[2]。
2.2 检测条件按表1的技术条件进行
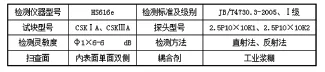
表1 检测技术条件
2.3 检测实施
按表1的检测技术条件进行仪器设备选用以及综合性能校准。在容器内表面检测的焊缝两侧各打磨300mm的探头扫查移动区,扫查方式为锯齿形扫查,实际检测中主要以直射波检测为主一次反射法检测为辅。两探头各自检测并记录超标缺陷,并进行斜平行横向缺陷检测。
3 检测结果
3.1 超声波检测缺陷
经超声波检测发现上封头与筒体的对接焊缝存在总长2300mm(在筒体纵缝左右两侧,左侧长1100mm、右侧长1200mm,见图2)、深度不同的两层条状埋藏缺陷,最高当量SL+9.2dB,最高回波显示如图3。探头在缺陷区域内各个不同位置检测时,仪器回波显示参差不齐。探头沿焊缝纵向移动时,回波幅度显示很不规则的起伏状态。回波前沿测量位置在焊缝偏中间。

图2 缺陷位置图

图3 最高波显示图
3.2 埋藏缺陷TOFD复验
TOFD(即衍射时差法超声检测)技术是利用超声波遇到缺陷时,将在缺陷尖端发生迭加到正常反射波上的衍射波,探头探测到衍射波,从而判定缺陷的大小和深度[3]。现分别对缺陷处焊缝左右两侧进行TOFD扫查,得出两幅扫查图谱(如图4、图5)。从图谱中可得出,上层缺陷呈断续状埋藏深度7.2~11.7mm、自身高度4.2~8.3mm,下层缺陷呈连续状埋藏深度19~22mm、自身高度4.3~8.3mm。

图4 焊缝左侧TOFD缺陷图谱
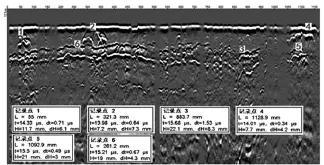
图5 焊缝右侧TOFD缺陷图谱
4 原因分析探讨
4.1 缺陷性质分析
(1)本体设备封头与筒体对接焊缝采用筒体外表面单面消薄双U型破口内外表面焊接技术。从常规超声波回波波形以及缺陷前沿位置可初步认可此埋藏缺陷为未熔合缺陷。(2)缺陷部位再经TOFD复检,此缺陷上层呈断续状下层呈连续状,而且缺陷自身高度较高,可进一步定性为未熔合并具有裂纹特征的埋藏缺陷。(3)在埋藏缺陷的清理(碳弧气爆加砂轮机打磨)过程中,其中爆至10mm左右发现有缺陷,可看出是未熔合并在其端部产生了裂纹;爆至20~25mm时发现了连续缺陷,详见图6。
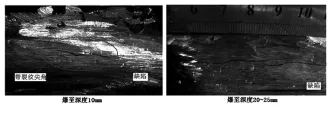
图6 埋藏缺陷显示图
4.2 缺陷产生的机理
(1)未熔合是指焊缝金属与母材金属,或焊缝金属之间未熔化结合在一起的缺陷,其产生主要原因有:焊接电流过小,焊接速度过快,焊接角度不对,产生了弧偏吹现象,焊接处于下坡焊位置母材未熔化时已被铁水覆盖,母材表面有污物或氧化物影像熔敷金属与母材之间的熔化结合等[4]。(2)未熔合是一种面积型缺陷,存在于焊缝之中,在压力容器的使用过程中,因为压力的存在,会使未熔合缺陷的向容器应力最集中部位发展,从而生长成裂纹缺陷。本缺陷就可能因此发展而来。
5 缺陷处理措施
根据缺陷的性质、长度以及自身高度,遵从TSG R7001-2013《压力容器定期检验规则》规定,此缺陷应开挖清理并进行补焊。使用单位应请具有修理资质的单位进行修补工作,修理单位在修理之前应结合容器设计单位、制造单位的意见制定出详细可靠的修理方案。在缺陷的开挖清理过程中,应做到缺陷完全清理干净,还应做好防止缺陷在清理过程中继续生长的工作。此容器属于厚壁容器,应做好补焊前预热焊后保温的工作。
6 今后应注意的事项
6.1 制造单位方面
此缺陷主要是制造时产生的,并且在使用过程中有发展。而此容器的制作无损检测比例是100%射线检测与100%超声波检测,如此严重且量大的缺陷漏检实属不该。制造厂应加强无损检测人员的检测能力以及责任心,并确保无损检测方面质保体系的运转正常。
6.2 制造监检方面
监检人员应加强对制造厂无损检测方面的监检工作,特别是射线底片抽查和超声波检测复查,在射线底片查看方面要重点查看底片灵敏度是否符合要求,是否漏评以及是否造假现象等;在超声波检测复查方面要重点审查检测人员检测能力是否符合要求,检测仪器综合性能是否符合要求等。
7 结束语
文中以笔者的实际检测工作为出发点,在检测工作中发现问题,并以自己的专业知识为基础分析问题,最后并提出解决问题的措施。主要目的是为了与同行们共同探讨埋藏缺陷的成因,加强今后在用压力容器的检测检测工作。
参考文献
[1]强天鹏.压力容器检验[M].新华出版社,2008.
[2]郑晖,林树青.超声检测[M].中国劳动社会保障出版社,2008.
[3]中国特种设备检测研究院.承压设备衍射时差法超声检测[M].北京:中国特种设备检测研究院,2007.
[4]王晓雷.承压类特种设备无损检测相关知识[M].中国劳动社会保障出版社,2007.
收稿日期:2016-04-27
作者简介:郭志贤,男,福建省锅炉压力容器检验研究院漳州分院,高级无损检测人员,工程师
Discussion on the Cause of Buried Defects in the Butt Joint of the Pressure Vessel and the Head
GUO Zhi-Xian
( Fujian Boiler and Pressure Vessel Inspection Institute, Zhangzhou Branch, Zhangzhou 363000, Fujian, China)
Abstract:In this paper, according to the regular opening of the pressure vessel in a chemical plant, when ultrasonic inspection of the butt weld between the cylinder and the head, a 2300mm is found. According to the characteristics of ultrasonic echo of the defect, the cause and the growth trend of the ultrasonic echo are analyzed, and the treatment measures are put forward.
Key words:Pressure vessel; Buried defect; Ultrasonic echo feature; Discuss
猜你喜欢
戏剧之家(2016年19期)2016-10-31 17:15:56
体育时空(2016年8期)2016-10-25 19:28:58
体育时空(2016年8期)2016-10-25 18:51:35
现代企业文化·理论版(2016年14期)2016-10-21 11:08:39
现代企业文化·理论版(2016年14期)2016-10-21 09:19:48
课程教育研究·学法教法研究(2016年21期)2016-10-20 18:00:46
现代经济信息(2016年19期)2016-10-20 17:59:38
现代经济信息(2016年19期)2016-10-20 17:32:44
启迪与智慧·教育版(2016年8期)2016-10-20 16:09:56
商(2016年27期)2016-10-17 07:16:17