
焊后热处理工艺对S355J2W钢焊接接头组织和力学性能的影响
2016-05-09 02:36李季涛兆文忠丁成钢王文华梁树林大连交通大学交通运输工程学院辽宁大连608大连交通大学材料科学与工程学院辽宁大连608中国北车集团长春轨道客车股份有限公司吉林长春006
大连交通大学学报 2016年1期
李季涛,兆文忠,丁成钢,王文华,梁树林( .大连交通大学交通运输工程学院,辽宁大连608; .大连交通大学材料科学与工程学院,辽宁大连608; .中国北车集团长春轨道客车股份有限公司,吉林长春006)*
焊后热处理工艺对S355J2W钢焊接接头组织和力学性能的影响
李季涛1,兆文忠1,丁成钢2,王文华3,梁树林3
( 1.大连交通大学交通运输工程学院,辽宁大连116028; 2.大连交通大学材料科学与工程学院,辽宁大连116028; 3.中国北车集团长春轨道客车股份有限公司,吉林长春130062)*
通过微观组织分析、硬度试验、拉伸试验、弯曲试验和冲击试验,研究了不同退火工艺对S355J2W钢焊接接头组织形态和力学性能的影响.结果表明,经焊后热处理,接头组织中的贝氏体、珠光体及焊缝面层侧板条铁素体间的M-A组元分解,550℃×3 h的焊后热处理组织分解较为完全;焊接接头各部位的硬度均有所下降,较长保温时间硬度值降低更为明显;焊接接头各部位冲击功均明显提高,550℃×0.5 h的焊后热处理对冲击韧性的改善更为明显.焊态和焊后热处理态,拉伸试验样本均断裂在邻近热影响区的母材处,弯曲试验样本焊缝均呈现了良好的塑性.
耐候钢;焊后去应力退火;显微组织;力学性能
0 引言
S355J2W+N钢( EN10027-1),属于正火轧制结构钢,是我国从欧洲引进的新型低合金高强度耐候钢,具有强度高,低温韧性好等特点,在国内轨道车辆工厂高铁转向架构架焊接制造方面得到广泛应用.转向架是高铁车辆的关键部位,其焊接接头的性能直接影响着高铁运营的安全.众所周知,焊后热处理可以在一定程度上改善材料的抗疲劳能力和力学性能,但目前从国外引进的高铁转向架焊接构架有两种工艺要求,一种需要在焊后进行退火处理,目的是消除残余应力、降低接头硬度、改善力学性能;而另一种则不需要进行退火处理.国内外的学者对此也存在两种观点[1],一些研究人员认为热处理不总是必要的,焊后热处理的采用取决于焊接工艺过程、材料和应用条件等因素[2-7];而另外一些研究人员则认为焊后热处理可以粗化焊缝和热影响区的微观组织,从而显著的改进焊接接头的性能[8-12].
如果高铁转向架构架在焊接制造后需要进行退火处理,则工厂不但延长了生产周期,同时由于极其耗能也相应提高了生产成本.此外,即使去应力退火对力学和疲劳性能有益,在不影响高铁转向架整体性能的基础上,如何对退火的工艺参数进行优化以达到低成本高效率的生产也仍然还缺乏理论依据和可靠实验数据.为此,本文对S35J2 W + N钢焊接接头在不同退火工艺下的微观组织和力学性能进行对比试验分析,之后将进行不同退火工艺下焊接接头疲劳特性的理论与试验研究,从而为工厂实施焊后热处理工艺提供扎实的理论和实验数据依据.
本文采用的符号说明如下:焊态( As-Welded) :无退火工艺过程; PWHT-1态:采用工厂现行的焊后热处理工艺,即( 550±15)℃保温时间3 h; PWHT-2态:采用改进的焊后热处理工艺,即( 550±15)℃保温时间0.5 h.
1 试验材料及试件制备
1.1试验材料
母材选用12 mm厚的S355J2W + N钢板,其化学成分和力学性能参数见表1和表2所示.母材的金相组织特征是铁素体+珠光体,珠光体为黑色条带状沿轧制方向分布.

表1 S355J2W + N钢的化学成分( EN 10027-1)

表2 S355J2W + N钢力学性能参数( EN 10027-1)
1.2对接接头试件焊接工艺
本试验对接接头试板采用MAG多层焊焊接工艺,以80% Ar + 20% CO2混合气体为保护气体,采用φ1.2 mm规格的NiCu1-IG焊丝.
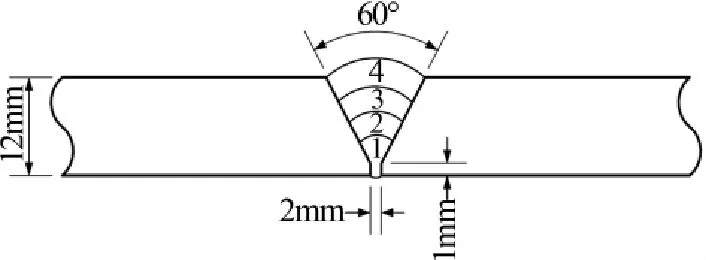
图1 对接接头焊接示意图
对接试板规格为120 mm×150 mm×12 mm,采用单面焊双面成形焊接,开V形坡口,坡口角度60°,钝边为0.5~1.0 mm,分4层焊接.焊接接头形式如图1所示.参照EN1011-2标准和工厂提供的焊接工艺规程制定焊接工艺,焊接工艺参数如表3所示.
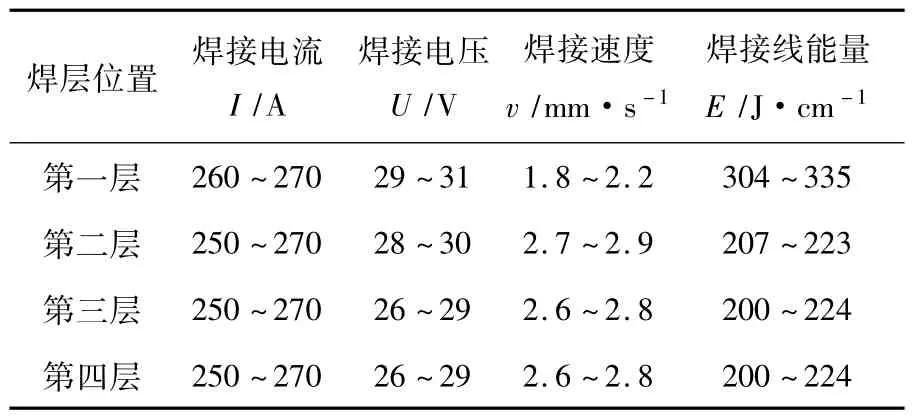
表3 焊接工艺参数
1.3对接接头焊后热处理
焊接接头焊后热处理工艺规范由工厂提供.具体要求如下:①工件装炉温度不得大于200℃,从室温升温加热至200℃期间,加热速度可不进行控制;②升温加热到( 550±15)℃期间,加热速度控制在60~180℃/h之间;③加热温度到( 550±15)℃时,保持恒温至少2 h,最长不超过3 h;④从550℃冷却至300℃期间,工件随炉冷却;⑤当炉内工件温度降温低于300℃后,可取出工件进行自然空冷,自然空冷时室温不低于4℃.去应力退火工艺曲线如图2所示.
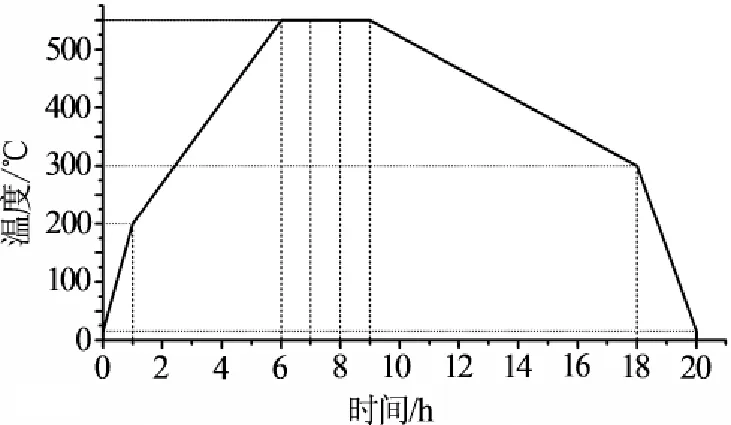
图2 对接接头焊后去应力退火工艺曲线
2 试验设备及实验方法
( 1)对接接头金相观察和组织分析.用BX-50金相显微镜观察焊态、PWHT-1态、PWHT-2态对接接头的组织形貌,分析其组织特征,金相腐蚀剂用4%的硝酸酒精溶液;
( 2)对接接头硬度分析.参照ISO 9015-1: 2001“Hardness test on arc welded joints”标准规定,测定焊态、PWHT-1态、PWHT-2态焊接接头的硬度HV10,测量区域(线)及测量点如图3所示;
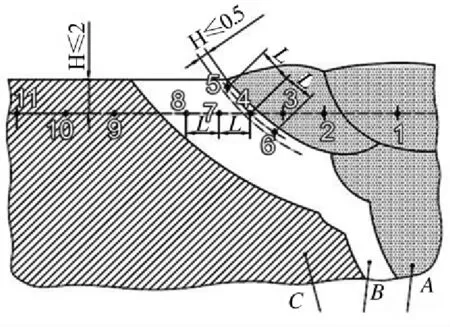
图3 对接接头硬度HV10测量点示意
( 3)对接接头拉伸试验.参照ISO 4136-2011“钢熔化焊接头拉伸试验”标准规定,在WE-30液压式万能试验机上测定焊态、PWHT-1态、PWHT-2态接头的抗拉强度;
( 4)对接接头弯曲试验.参照ISO5173-2009“焊接接头弯曲试验”标准规定,在WE-30液压式万能试验机上进行弯曲试验,评定焊态、PWHT-1态、PWHT-2态焊缝的塑性;
( 5)对接接头常温冲击试验.采用JXB-300型冲击试验机,参照ISO 9016-2008“焊接接头冲击试验方法”标准规定,进行接头3种状态室温( 18℃)冲击功的测定,冲击试样取焊缝、熔合区、热影响区和母材4个部位.
3 试验结果及分析
3.1对接接头微观组织分析
焊态焊缝呈较为明显的柱状晶形态,组织为先共析铁素体GBF、针状铁素体AF、侧板条铁素体FSP(板条间分布有少量条状M-A组元)以及少量的粒状贝氏体BG.如图4 ( a)所示,FZ为粗大的块状铁素体F、珠光体P和少量的BG,交界处的少量小块状铁素体呈带状分布,晶粒较小,这是第四层焊缝与第三层焊缝交界处彼此热处理作用的结果.如图4( b)所示,HAZ为铁素体、珠光体和少量的BG.
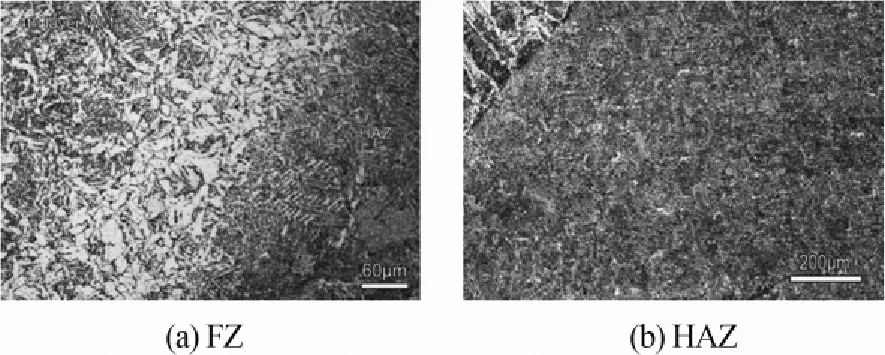
图4 焊态对接接头面层微观组织
由图5( a)可以看出,经550℃×3 h较长的保温时间( PWHT-1态),焊接接头原始组织中的P、BG、M-A会明显分解,形成F +碳化物,焊缝中的碳化物已开始聚集,且呈长大趋势.由图5 ( b)可以看出,经550℃×0.5 h较短的保温时间( PWHT-2态),焊缝中方向性M-A组元大部分消失,转而成为较小的颗粒状或岛状的M-A组元,P开始分解为F +碳化物.
总体来看,焊态下,熔合区和过热区的粗晶区组织主要为先共析铁素体、较多的珠光体和一定量的粒状贝氏体;经PWHT后,珠光体和粒状贝氏体分解,碳化物相开始析出;较长时间热时效( PWHT-1态)的碳化物相析出较多.
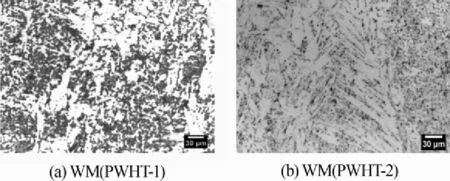
图5 PWHT对接接头面层微观组织
3.2对接接头硬度试验结果及分析
焊态、PWHT-1态、PWHT-2态对接接头硬度HV10的测试结果见表4所示.比较焊接接头各区域的硬度及其分布规律可以发现,接头硬度峰值在HAZ靠近熔合线部位,平均硬度值较高;焊缝,母材平均硬度值最低;从硬度均值比较分析发现( WM和HAZ),接头面层硬度大于底层硬度,这是由于底层焊缝受到后续焊缝特殊热处理作用的原因.
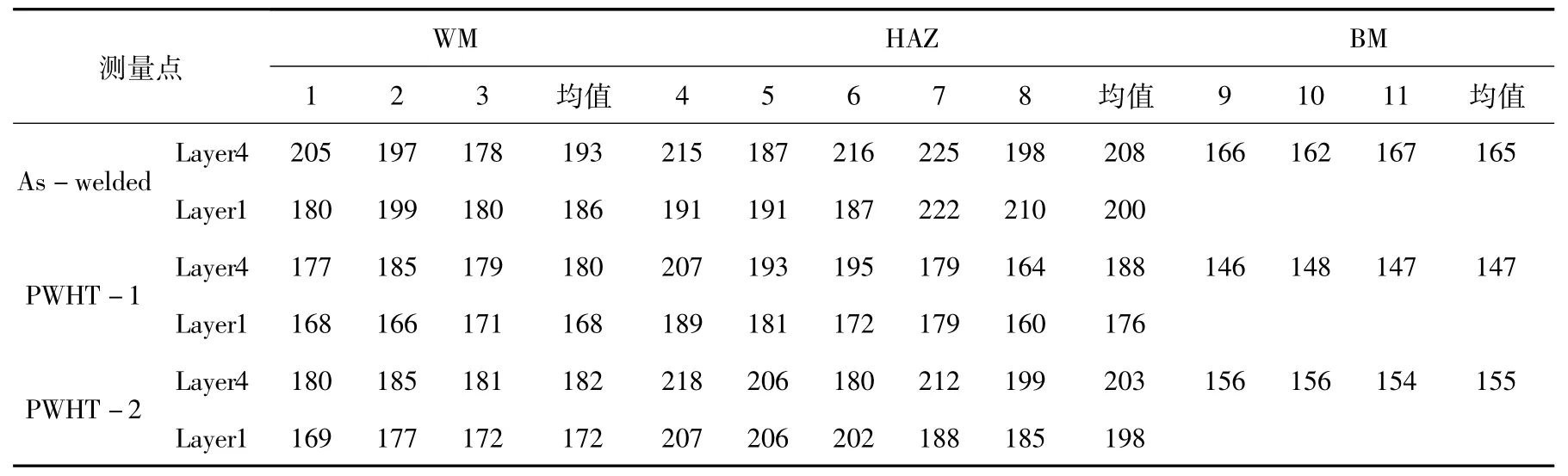
表4 焊接接头硬度HV10测试结果
焊后热处理使对接接头各部位WM、HAZ和BM硬度值下降.以面层( Layer 4)为例,如图6所示,可以看出:①PWHT-1态,经550℃×3 h的热时效,HAZ硬度下降约10%,WM硬度下降约7%,BM硬度下降约9%;②PWHT-2态,经550℃×0.5h的热时效,HAZ硬度下降约2%,WM硬度下降约6%,BM硬度下降约6%.
由此可知,较短的保温时间( PWHT-2态) 对HAZ硬度峰值的“消峰”作用较为有限,但可使焊缝、母材的硬度下降.较长的保温时间( PWHT-1态),能够使组织分解、碳化物相析出较为充分,所以硬度值降低较为明显.
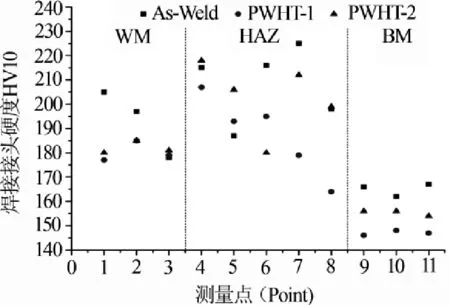
图6 Layer 4焊接接头硬度HV10测试结果
3.3对接接头拉伸试验结果及分析
对接接头拉伸试验结果如图7所示.断裂前有较为明显的塑性变形,其断裂位置在邻近焊缝的母材处(图7 ( a) ) ;与拉伸轴呈45°角,是典型的切断型断裂(图7 ( b) ) ;断口宏观形貌有明显纤维区、放射区和剪切唇,剪切唇表面光滑(图7 ( c) ).
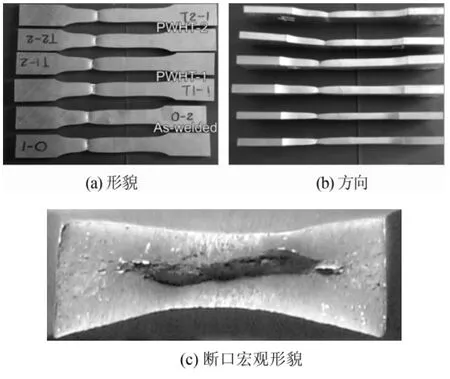
图7 拉伸后对接接头断裂形貌、方向和断口宏观形貌
拉伸试验结果见表5所示.对接接头经PWHT后,屈服强度和抗拉强度均有所下降,屈服强度略低于母材标称值; PWHT-1态和PWHT-2态的屈服强度和抗拉强度差别不大,较长时间的热时效( PWHT-1态)接头强度反而略低.
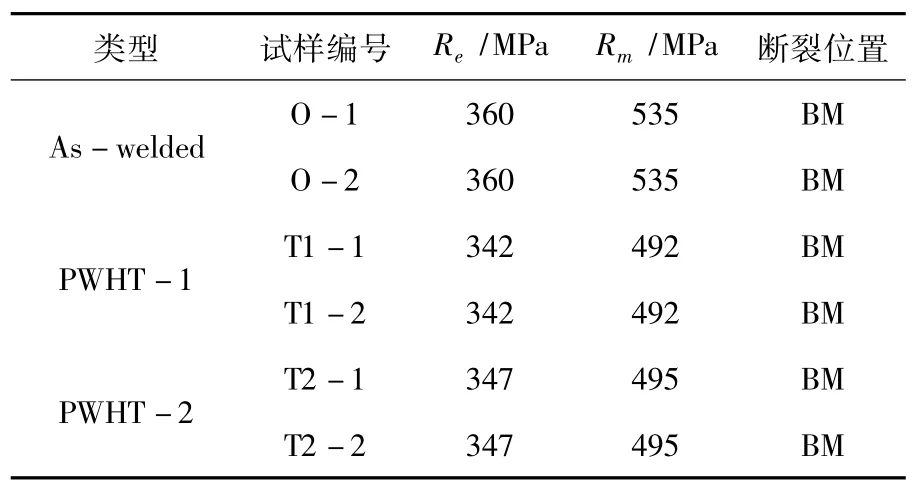
表5 焊接接头拉伸试验结果
3.4对接接头弯曲试验结果及分析
对接接头弯曲试验试样形貌如图8所示,试验结果见表6所示.无论焊态、PWHT-1态还是PWHT-2态,弯曲角度180°时,在弯曲受拉面无裂纹,焊缝均呈现了良好的塑性.
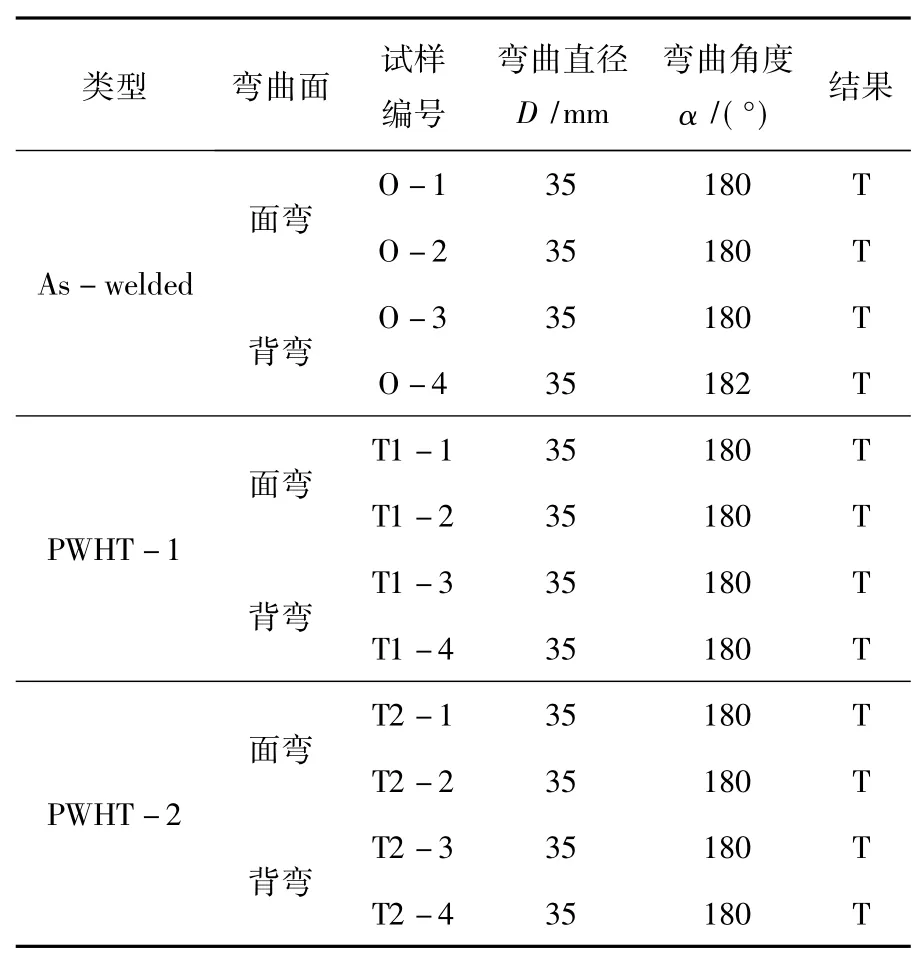
表6 对接接头弯曲试验结果
3.5对接接头冲击试验结果及分析
冲击试验试样形貌见图9所示,试验结果如表7所示.接头经PWHT,冲击韧性普遍提高.与PWHT-1态相比,接头PWHT-2态的冲击韧性较好,这可能与高温回火过程中焊接接头的组织变化有关,其组织转变类型及规律还有待做进一步的研究.

图8 对接接头弯曲试验试样形貌

图9 对接接头冲击试验试样形貌

表7 对接接头冲击吸收功 Akv/J
4 结论
( 1)在多层焊工艺条件下,焊接接头的组织是不均匀的:面层组织呈较为粗大的柱状晶形态,多为铁素体(先共析铁素体、针状铁素体、侧板条铁素体)和少量粒状贝氏体组织;底层焊缝为较为细小、均匀的块状铁素体和珠光体组织;熔合区和过热区组织主要为先共析铁素体、较多的珠光体和一定量的粒状贝氏体;
( 2)经焊后热处理,接头组织中的贝氏体、珠光体及焊缝面层侧板条铁素体间的M-A组元开始分解.其中,PWHT-1态,组织分解较为完全,析出相(碳化物)较多; PWHT-2态,M-A组元的连续性受到破坏,变为断续分布;
( 3)经焊后热处理,焊接接头WM、HAZ、BM的硬度均有所降低; PWHT-2工艺对消除焊接接头HAZ硬度峰值的作用没有PWHT-1明显;
( 4)焊态、PWHT-1态、PWHT-2态,焊接接头的静载拉伸试样均断裂在远离焊缝的母材处,呈典型的切断特性,为塑性断裂;
( 5)经焊后热处理,焊接接头的抗拉强度有一定程度下降(约7%),但PWHT-1态和PWHT-2态接头强度值差别不明显;
( 6)焊态、PWHT-1态、PWHT-2态焊接接头塑性良好,其正弯和背弯角度均达到180°,没有出现任何裂纹;
( 7) HAZ的冲击功值明显高于WM的冲击功值,表明焊接接头HAZ的冲击韧性较好;经焊后热处理,焊接接头WM、FZ、HAZ的冲击功均有所提高;与PWHT-1工艺相比,PWHT-2工艺对冲击韧性的改善作用更为明显.
[1]BIPIN KUMAR SPIVASTAVA,TEWARI S P,JYOTI PARKASH.A Review on Effect of Preheating and/or Post Weld Heat Treatment ( PWHT) on Mechanical Behaviour of Ferrous Metals[J].International Journal of Engineering Science and Technology,2010,2( 4) : 625-631.
[2]DEY H C,ALBERT S K,BHADURI A K,et al.Effect of post-weld heat treatment ( PWHT) time and multiple PWHT on mechanical properties of multi-pass TIG weld joints of modified 9Cr-1Mo steel[J].Weld World,2014,58: 389-395.
[3]朱金阳,许立宁,石云光,等.新型Cr3MoNb管线钢焊接接头的力学性能与组织[J].焊接学报,2014,35 ( 1) : 67-71.
[4]张励忠,刘博维,张淘,等.S355J2W耐候钢焊接接头显微组织与力学性能[J].北京交通大学学报,2012,36( 4) : 127-130,134.
[5]王殿祥,任晶波,王晓旭.焊后热处理温度和时间对15MnNi钢力学性能的影响[J].压力容器,2012,29 ( 3) : 76-79.
[6]赵勇桃,董俊慧,刘宗昌,等.焊后热处理对1Cr18Ni9Ti与2Cr13钢焊接接头组织和性能的影响[J].金属热处理,2012,37( 7) : 90-93.
[7]张丽红,陈芙蓉.07MnNiCrMoVDR低温钢的焊接及其低温冲击韧性分析[J].焊接学报,2008,29( 6) : 68-72.
[8]董福军,赵和明,刘小林,等.模拟焊后热处理工艺对13MnNiMoR钢板组织和性能的影响[J].江西冶金,2014,34( 1) : 9-12.
[9]杨德惠,宋全超.S355J2W耐候钢不同退火工艺下的组织性能研究[J].热加工工艺,2013,42( 12) : 235,62.
[10]薄国公,王勇,韩涛,等.焊后热处理对ASTM4130钢焊接热影响区组织与性能的影响[J].金属热处理,2011,36( 2) : 83-87.
[11]辛文彤,马世宁,李志尊,等.焊后热处理对手工自蔓延焊接接头组织性能的影响[J].焊接学报,2009,30( 6) : 83-86.
[12]王学,常建伟,陈方玉,等.焊后热处理改善WB36钢临界再热粗晶区韧性分析[J].焊接学报,2008,29 ( 3) : 9-12.
Effect of Post-Weld Heat Treatment Procedures on Microstructures and Mechanical Properties of S355J2W Steel Welded Joints
LI Jitao1,ZHAO Wenzhong1,DING Chenggang2,WANG Wenhua3,LIANG Shulin3
( 1.School of Traffic&Transportation Engineering,Dalian Jiaotong University,Dalian 116028,China; 2.School of Materials Science&Engineering,Dalian Jiaotong University,Dalian 116028,China; 3.CNR Changchun Railway Vehicles Co.,Ltd,Changchun 130062,China)
The influences of PWHT on microstructure and mechanical properties at different procedures are studied with metallographic examination and hardness,tensile,bending and impact tests.The results show that after PWHT,the bainite,pearlite and M-A islands in the ferrite matrix are decomposed,and carbide quantity is increased significantly in 550℃×3 h condition.Hardness across the welded joints after PWHT is decreased,and the hardness value is significantly decreased in 550℃×3 h condition.The impact toughness of the welded joints is increased after PWHT and the toughness of weld is significantly improved in 550℃×0.5 h condition.In as-welded and after PWHT,tension test samples are fractured in the base metal adjacent to the heat-affected zone,and all of the samples pass the 180°bend test.
weather resistance steel; stress relieving post-weld heat treatment; microstructure; mechanical property
A
1673-9590( 2016) 01-0064-06
2015-04-24
李季涛( 1971-),男,副教授,博士研究生,主要从事机械CAE方面的研究
E-mail: to_lijitao@ djtu.edu.cn.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
航空制造技术(2022年5期)2022-07-15
失效分析与预防(2021年6期)2021-02-15
上海金属(2020年4期)2020-08-25
中国金属通报(2019年6期)2019-08-20
武汉科技大学学报(2019年4期)2019-07-04
中国特种设备安全(2018年2期)2018-03-14
中国资源综合利用(2017年12期)2018-01-21
