真空挤压成形机螺旋叶结构图的绘制方法
2016-03-11 06:54蔡祖光
佛山陶瓷 2015年7期
关键词:探讨
蔡祖光


摘 要:本文详细介绍了真空挤压成形机螺旋叶结构图(俗称零件图或工程图)的绘制方法,并指出利用三维软件建模转换成二维工程图的绘制方法,是绘制真空挤压成形机螺旋叶结构图的最佳选择。关键词:真空挤压成形;螺旋叶结构图;绘制方法;探讨
4 不等宽圆柱螺旋叶和圆柱轴毂型不等宽圆锥螺旋叶结构图的绘制方法探讨
绘制等宽螺旋叶的结构图时,纯手工绘制方法误差较大,绘制效率较低,劳动强度大。但其投影关系清晰,便于理解和阅读。随着计算机信息技术的推广应用,纯手工绘制方法已逐渐被计算机辅助绘图软件所取代,即采用AutoCAD二维软件辅助(设计)绘图时,由于AutoCAD二维软件具有绘制样条曲线、复制、阵列、快速捕捉、平移和缩放(缩小或放大)等功能,所以,采用AutoCAD二维软件提高了绘图精度和绘图效率。目前,机械设备制造厂家通常采用AutoCAD二维软件辅助(设计)绘图来指导生产,但由于工程图是通过一组具有规定表达方式的二维多面正投影,标注尺寸、表面粗糙度及形状位置公差以及公差配合等要求,没有显示空间的构造,需要人们根据工程图来构思三维模型,这就需要经过专业培训的人员才能读懂工程图,稍有疏忽,容易出错。而采用SolidWorks等三维软件直接构建三维模型(三维实体),直观性强,便于理解,而且能快速地转换成工程图。此外,SolidWorks三维软件所有的模块都是完全相关的,也就是说三维实体的某一处进行修改后,其工程图能自动进行更改。由此可见,三维模型(三维实体)转换成工程图的绘制方法是绘制真空挤压成形机螺旋叶最理想的方法。本文采用三维模型(三维实体)转换成二维工程图的绘制方法,重点介绍不等宽圆柱螺旋叶(如:螺旋推进器)和圆柱轴毂型不等宽圆锥螺旋叶(如:锥形螺旋叶)结构图的绘制方法。
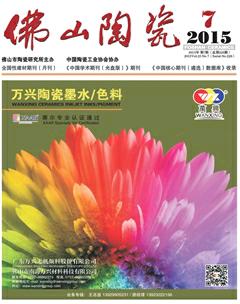
4.1 圆柱轴毂型不等宽圆锥螺旋叶
在实践生产中,圆柱轴毂型不等宽圆锥螺旋叶俗称锥形螺旋叶,通常用于双轴真空挤压成形机上部搅泥装置的最末端锥形搅泥螺旋和下部挤泥装置真空室出口处的锥形挤泥螺旋,迫使陶瓷泥料向轴线聚拢,减少陶瓷泥料的孔洞率(孔隙率),促使其致密度和可塑性得到最大限度地提高,有利于陶瓷坯体的塑性挤出成形。为了描述方便,设锥形螺旋叶的轴向长度为237 mm,大端螺旋叶直径为φ388 mm,小端螺旋叶直径为φ250 mm,圆柱轴毂直径、轴孔直径、键槽尺寸规格(只有一个键槽)及叶片厚度等尺寸等同于上述等宽圆柱螺旋面的相关尺寸,其三维模型的绘制方法如下:
(1) 利用凸台/基体扫描特径生成圆柱螺旋面
在选定的基准面上插入草绘平面并绘制一个螺距的螺旋线(螺旋线的圆柱直径为螺旋叶轴毂直径φ112.5 mm,螺距为螺旋面的螺距237 mm),即扫描路径;再通过螺旋线的起点并与该点螺旋线的切线垂直的平面内插入绘制一个封闭的带外圆弧链接的矩形(即螺旋叶叶片的端面图,不包括螺旋叶的轴毂部分)的草绘平面,即需要扫描的外形轮廓,如图5所示。其中,137.75 mm =(388-112.5)÷2,扫描后获得一圆柱螺旋面。
(2) 利用拉伸凸台/基体特径生成锥形螺旋叶的轴毂圆柱面
在绘制螺旋线的基准面上,插入绘制一直径等于锥形螺旋叶轴毂直径Φ112.5 mm圆的草绘平面,拉伸深度为锥形螺旋叶的轴向长度237 mm,注意拉伸的方向即可。
(3) 利用切除拉伸特径生成轴孔键槽面
选取螺旋圆柱轴毂端面为基准面,插入绘制一直径等于锥形螺旋叶轴孔直径Φ70 mm的圆并且带键槽(键槽宽20 mm、键槽深4.9 mm)的草绘平面,并注意键槽的方向(相对螺旋轴毂圆柱两端面的叶片的角度),切除拉伸深度为螺旋叶的轴向长度237 mm,注意切除拉伸的方向即可。
(4) 利用切除拉伸特径生成螺旋圆柱轴毂内腔型面(即Φ85×137圆柱面)
选取平行并且距螺旋圆柱轴毂端面为50 mm处作一基准面,插入绘制一直径等于锥形螺旋叶圆柱轴孔空腔直径Φ85 mm圆的草绘平面,切除拉伸深度为锥形螺旋叶圆柱轴孔空腔的轴向长度137 mm,注意切除拉伸的方向即可。
(5) 利用切除拉伸特径生成螺旋圆柱轴毂两端面Φ116 mm的圆柱面
分别选取螺旋圆柱轴毂的两端面为基准面,插入绘制一直径为Φ116 mm的圆的草绘平面,切除拉伸深度一端为20 mm;另一端为35 mm,注意切除拉伸的方向即可。
(6) 利用切除拉伸特径生成锥形螺旋叶的外缘
选取与叶片平齐的端面为基准面,插入绘制锥形螺旋叶小端直径Φ250 mm圆的草绘平面,选取反向切除拔模拉伸,其中:切除拉伸深度为252 mm,切除拉伸拔模斜度为15.31°,即:arctg[(388-250)÷(2×252)]。
(7) 利用实体的圆角特径生成锥形螺旋叶圆柱轴孔内腔两端面的圆角
分别选取锥形螺旋叶轴孔内腔的拐角处进行半径为R5(mm)的圆角处理即可。
(8) 利用实体的倒角特径生成锥形螺旋叶的倒角
分别选取锥形螺旋叶轴孔φ70 mm的四个端面圆进行2(mm)×45°的倒角处理,即得一个螺距的不等宽圆锥螺旋叶(锥形螺旋叶)的三维模型(也称三维实体),其轴测图如图6所示。
(9) 将三维模型转变为二维的CAD零件图的绘制
将一个螺距不等宽圆锥螺旋叶(锥形螺旋叶)的三维模型(三维实体)转变成二维的CAD零件图,然后对其进行尺寸标注、粗糙度标注、形状位置公差标注、公差配合标注等技术要求及填写标题栏后,得其结构图如图7所示。
4.2 不等宽圆柱螺旋叶
不等宽圆柱螺旋叶,通常用于真空挤压成形机挤泥装置中最末端(从真空室算起)的挤泥螺旋(俗称螺旋推进器),通常采用双线、三线甚至四线螺旋面制成,一般属于圆柱圆锥组合轴毂,因此,陶瓷
泥料在螺旋推进器的作用下,向轴线聚拢并均匀推进挤压筒及机嘴(也称成形模具),从而最大限度地减少陶瓷泥料的孔洞率(孔隙率),促使其致密度和可塑性得到最大限度地提高,有利于陶瓷坯体的塑性挤出成形。为了描述方便,设双线螺旋叶的轴向长度为222 mm,其中半螺距为115 mm,圆锥轴毂的轴向长度为125 mm,大端轴毂直径为Φ112.5 mm,小端轴毂直径为Φ50 mm,小端紧固螺栓用孔为Φ30 mm,双线螺旋叶的直径为250 mm,键槽退刀槽尺寸为10×Φ85(mm), 轴孔深度为101 mm,螺旋轴毂直径、轴孔直径、键槽尺寸规格(只有一个键槽)及叶片厚度等同于上述等宽圆柱螺旋面的相关尺寸,其三维模型的绘制方法如下:
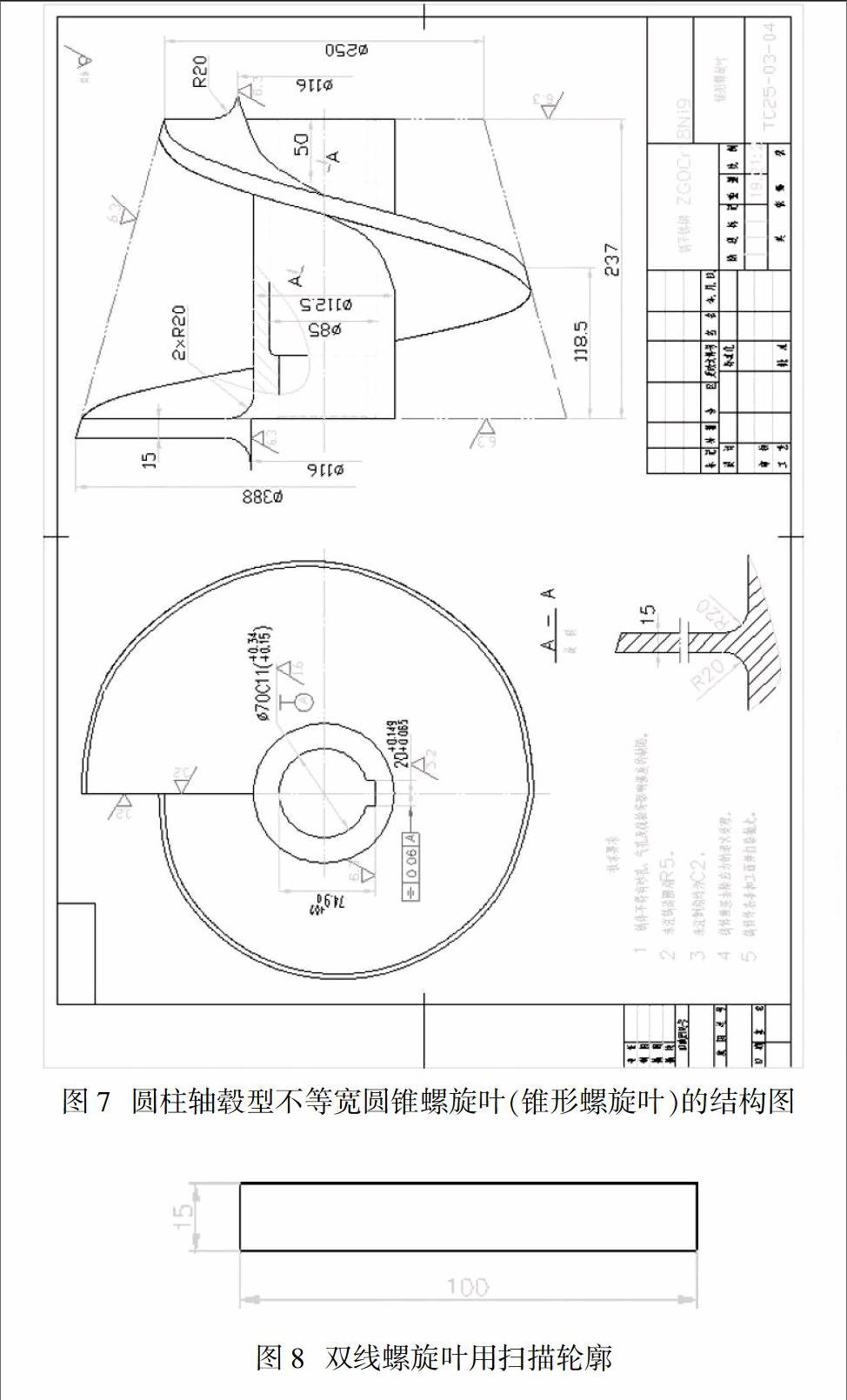
(1) 利用凸台/基体扫描特径生成圆柱螺旋面
在选定的基准面上,插入绘制半个螺距的螺旋线(螺旋线的圆柱直径为圆锥轴毂的小端直径Φ50 mm,螺距为螺旋面的螺距2×115 mm =230mm)的草绘平面,即扫描路径;再通过螺旋线的起点并与该点螺旋线的切线垂直的平面内插入绘制一个矩形(即螺旋叶叶片的端面图,不包括螺旋叶的轴毂部分)的草绘平面,即需要扫描的外形轮廓,如图8所示。其中,100 mm =(250-50)÷2),扫描后获得一圆柱螺旋面。
(2) 利用拉伸凸台/基体特径生成双线螺旋叶的圆柱圆锥组合轴毂面
首先,在绘制螺旋线的基准面上,插入绘制一直径等于圆锥轴毂小端直径Φ50 mm圆的草绘平面,向外拔模拉伸,其中拉伸深度为圆锥轴毂的轴向长度125 mm,向外拔斜度为14.04°,即:arctg[(112.5-50)÷(2×125)],注意拉伸的方向即可生成圆锥轴毂面。其次,选取圆锥轴毂面的大端面作为基准面,插入绘制一直径等于圆锥大端直径Φ112.5 mm圆的草绘平面,拉伸深度为97 mm(222-125=97),注意拉伸的方向即可生成圆柱轴毂面。
(3) 利用圆周阵列特径生成另一圆柱螺旋面
选取圆柱圆锥组合轴毂的轴心线作为圆周阵列的基准轴,然后选取圆柱螺旋面作为圆周阵列对象,选定圆周阵列的总数为2,及角度间距为180°即可生成另一圆柱螺旋面,从而获得双线螺旋面。如果是三线或四线螺旋面,那么选定的圆周阵列的总数分别为3或4,圆周阵列的角度间距分别为120°或90°,即可获得三线或四线螺旋面。
(4) 利用切除拉伸特径生成轴孔、键槽型面
选取螺旋圆柱轴毂端面为基准面上,插入绘制一直径等于双线螺旋叶轴孔直径Φ70 mm的圆并且带键槽(键槽宽20 mm、键槽深4. 9 mm)的草绘平面,并注意键槽的方向(相对螺旋轴毂圆柱两端面的叶片的角度),切除拉伸深度为螺旋叶的轴向长度101 mm,注意切除拉伸的方向即可。
(5) 利用切除拉伸特径生成退刀槽及紧固螺栓用孔
首先,选取轴孔直径Φ70 mm深度101 mm的端面作为基准面,插入绘制一直径等于键槽退刀槽直径Φ85 mm的圆的草绘平面,切除拉伸深度为键槽退刀槽的轴向长度10 mm,注意切除拉伸的方向即可。其次,选取圆柱圆锥组合轴毂的小端面作为基准面,插入绘制一直径等于紧固螺栓用孔直径Φ30 mm的圆的草绘平面,切除拉伸深度为紧固螺栓用孔的轴向长度111 mm,注意切除拉伸的方向即可,当然切除拉伸深度也可以选择完全贯通,也可以选用退刀槽底部Φ85 mm的圆柱端面作为切除拉伸基准面等。
(6) 利用实体的倒角特径生成双线螺旋叶的倒角
分别选取双线螺旋叶轴孔Φ70 mm的两个端面圆、紧固螺栓用孔Φ30 mm的两个端面圆及端面Φ70 mm的外圆进行2 (mm)× 45°的倒角处理,即得半螺距的不等宽圆柱螺旋叶(双线螺旋叶)的三维模型(也称三维实体),其近似轴测图(螺旋叶根部圆弧未画)如图9所示。
(7) 不等宽圆柱螺旋叶的三维模型转换成二维的CAD零件图的绘制
将不等宽圆柱螺旋叶(双线螺旋叶)的三维模型(三维实体)转换成二维的CAD零件图,再添加半径为R20的螺旋根部的连接圆弧,然后对其进行尺寸标注、粗糙度标注、形状位置公差标注、公差配合标注等技术要求及填写标题栏后得结构图如图10所示。
4.3 等宽圆锥螺旋叶、圆锥轴毂型不等宽圆锥螺旋叶及圆柱圆锥组合轴毂型不等宽圆锥螺旋叶
在实践生产中,即使等宽圆锥螺旋叶、圆锥轴毂型不等宽圆锥螺旋叶及圆柱圆锥组合轴毂型不等宽圆锥螺旋叶的应用较少。但其三维实体的绘制都可以参考不等宽圆柱螺旋叶及圆柱轴毂型不等宽圆锥螺旋叶的建模方法进行创建,因篇幅有限,本文不再赘述。值得注意的是,在它们生成螺旋面的扫描外形(轮廓)时,只能采用矩形截面(如图8所示,只是尺寸不同而已)。同时,在三维实体转换成二维的CAD零件图后,再添加螺旋叶根部的连接圆弧,然后对其进行尺寸标注、粗糙度标注、形状位置公差标注、公差配合标注等技术要求及填写标题栏后,即可获得其相应的结构图。
5 结语
三维设计绘图软件提供了一个基于过程的虚拟产品开发设计环境,使产品开发从设计到加工制造真正实现了数据的共享,优化了企业产品的设计及其加工制造。目前,机械设计制造行业应用广泛的主流三维设计绘图软件主要是SolidWorks、Pro/ENGINEER Wildfire(简称Pro/E)、UnigraphicsNX(简称UG)三维软件,其中SolidWorks三维软件不仅具有强大的实体造型功能、曲面设计功能、虚拟产品装配功能和工程图生成等设计功能,而且在产品的设计过程中可以进行有限元分析、机构运动分析及其仿真模拟等,从而提高了产品的设计可靠性。而且SolidWorks三维软件所有的模块都是完全相关的,也就是说在产品的设计开发过程中,某一处进行的设计修改能自动添加到整个机械设计加工制造过程中,也能同时自动更新所有的工程文件数据(包括:装配体、二维工程图以及加工制造数据等)。
一般来说,机械零件越复杂,其三维模型的稳定性、可靠性及可修改性就越差,在零件的建模过程中,特定的生成顺序是非常重要的。不同的建模过程虽然能构建出同样结构的零件实体,但其建模(造型)过程及实体的图形结构直接影响到三维实体模型的稳定性、可靠性、可修改性及可理解性。因此,在机械零件的造型过程中,应尽量简化实体零件的特径结构。同时,考虑到三维设计绘图软件能与其它CAD二维软件进行数据共享,快速绘制零件的工程图纸,以指导产品的加工制造,提高产品的设计制造效率,适应市场的需要,赢得更多的市场份额。由此可见,三维模型(三维实体)转换成二维工程图的绘制方法是设计绘制真空挤压成形机螺旋叶结构图(俗称零件图或工程图)的最佳选择。
参考文献
[1] 华东纺织工学院制图教研室等编. 画法几何及工程制图[M].
上海:科学技术出版社,1982,6.
[2] 成大先.机械零件设计手册第三版[M]. 北京:化学工业出版社
1998,4.
[3] 刘妮妮.AutoCAD 2007中文版应用教程[M]. 北京:国防科技大
学出版社,2009,2.
[4] 胡仁喜,温正,王渊峰.SolidWorks 2007中文版标准教程[M].北
京:科学出版社,2007,7.
[5] 牛宝林.Pro/ENGINEER Wildfire4.0应用与实例教程[M].北京:
人民邮电出版社,2009,5.
猜你喜欢
戏剧之家(2016年19期)2016-10-31
体育时空(2016年8期)2016-10-25
体育时空(2016年8期)2016-10-25
现代企业文化·理论版(2016年14期)2016-10-21
现代企业文化·理论版(2016年14期)2016-10-21
课程教育研究·学法教法研究(2016年21期)2016-10-20
启迪与智慧·教育版(2016年8期)2016-10-20
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
科学与财富(2016年28期)2016-10-14