压缩机叶轮叶根缺陷相控阵超声检测方法研究
2015-12-29 02:40朱学耕,董世运,徐滨士
中国机械工程 2015年18期
压缩机叶轮叶根缺陷相控阵超声检测方法研究
朱学耕董世运徐滨士
装甲兵工程学院,北京,100072
摘要:压缩机叶轮叶根易出现疲劳裂纹、气孔等内部缺陷。基于超声脉冲反射法原理,利用相控阵超声检测技术,采用声线模型对缺陷检测位置进行分析,并通过声场分布模拟以及缺陷检测模拟优化实验方案,最后利用聚焦扫描对人工预置平底孔缺陷进行检测。检测结果表明:利用相控阵超声检测技术在叶轮内腔对叶根进行检测,缺陷信号明显,缺陷定位精度高,定位误差仅为0.19%。
关键词:叶轮;叶根;相控阵超声;缺陷检测
中图分类号:TG115.28
收稿日期:2015-04-20
基金项目:国家重点基础研究发展计划(973计划)资助项目(2011CB013403,2011CB013405)
作者简介:朱学耕,男,1991年生。装甲兵工程学院装备维修与再制造工程系硕士研究生。研究方向为相控阵超声无损检测。董世运,男,1973年生。装甲兵工程学院装备再制造技术国防科技重点实验室研究员。徐滨士,男,1931年生。装甲兵工程学院装备维修与再制造工程系教授、博士研究生导师,中国工程院院士。
ResearchonPhasedArrayUltrasonicMethodsforDefectDetectionofCompressorImpellerBladeRoot
ZhuXuegengDongShiyunXuBinshi
AcademyonArmoredForceEngineering,Beijing,100072
Abstract:Compressor impeller blade root was easy to occur fatigue cracks, holes and other internal defects.Based on the principles of ultrasonic pulse reflection and phased array ultrasonic method,the testing positions of blade root defects were analysed by voice model,and the experimental plan was optimized with sound field simulation and defect testing simulation.An experiment of artificial flat bottom hole defect testing was made by focus scanning.The results show an evident defect signal of blade root is found by phased array ultrasonic testing when scanning through impeller internal.The defect location error is only 0.19% which shows a high accuracy.
Keywords:impeller;bladeroot;phasedarrayultrasonic;defecttesting
0引言
压缩机叶轮是鼓风机组的重要组成部分,在服役过程中通过高速旋转将机械能转换为气体的内能与动能[1]。叶片是叶轮中的重要组成部分,叶片在服役中承载着巨大的离心力、弯曲应力、振动应力等交变载荷,易出现疲劳裂纹与冲蚀磨损[2-3]。对于冲蚀磨损这种宏观缺陷,利用目视法就能作出判断;对于叶片的表面裂纹,文献[4]利用荧光渗透检测法对高压涡轮叶片进行检测,能够清晰地显示出缺陷的位置;对于近表面缺陷,文献[5]在对汽轮机叶片工作状况进行分析的基础上,给出对叶片荧光磁粉探伤的检验措施,为叶片的质量检验提供了借鉴。Zenzingera等[6]基于脉冲涡流热成像检测技术,对航空发动机涡轮叶片和榫头上的裂纹进行检测,发现该技术对内部小缺陷具有较高的检测灵敏度。但是无论是渗透检测、磁粉检测还是涡流检测都仅限于检测叶片表面以及近表面缺陷,对其内部缺陷却无法检测。射线检测虽然能够精确地检测出叶片内部的缺陷[7-9],但检测成本较高,对人体有害。为了控制叶轮的质量,提高经济效益,必须选择正确的检测手段,及时检测出潜在的危险。超声波检测因具有灵敏度高、穿透能力强、分辨率高、检测速度快、成本低、设备简单和对人体无害等一系列优点而被广泛应用。
1检测原理
1.1传统超声检测
传统的超声检测[10]多采用脉冲反射法。当工件完好时,超声波可以顺利传播到达底面,示波屏中显示端面回波T和底面回波B两个信号。当工件中有缺陷时,示波屏中不但有表示端面回波T和底面回波B的脉冲信号,还有表示缺陷信号的脉冲回波F,如图1所示。根据缺陷回波的波形特点以及位置坐标可以判断缺陷的类型以及缺陷在工件中的位置。
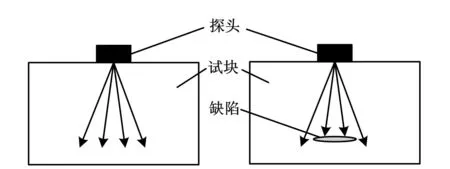
(a)无缺陷检测(b)带缺陷检测
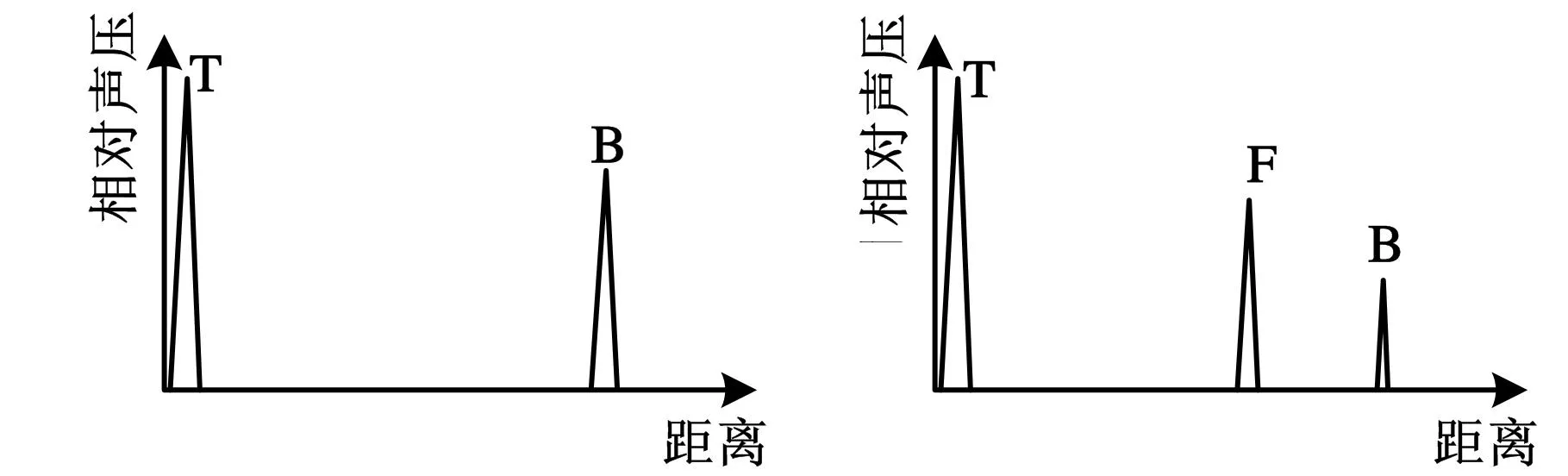
(c)无缺陷时检测信号(d)带缺陷时检测信号 图1 超声检测原理
1.2相控阵超声检测
1.2.1相控阵超声检测的原理
相控阵超声检测方法与常规超声检测方法的基本原理相同,均是利用换能器发射脉冲信号与缺陷相互作用,然后接收反射脉冲或者透射脉冲信号对工件进行损伤检测。不同于常规超声检测的是,相控阵超声换能器是由许多个晶片按照一定的几何形状和几何尺寸进行排列,每个晶片具有独立的通道,其信号的激发与接收通过计算机终端控制,通过改变激发晶片的延时率,能够控制每个发射信号的波形、幅度和相位,进而形成声束的偏转与聚焦[11]。
1.2.2相控阵超声检测的特点
(1)传统超声检测通常使用一个换能器产生超声波,其声束是固定的,改变声束必须更换超声换能器。相控阵换能器由许多形状规则的晶片按照一定的序列组成,通过电子系统控制每个阵元激发与接收超声波,实现声束的偏转与聚焦,在不更换超声换能器的情况下可产生不同形式的声束,能够检测复杂形状的物体,克服了传统超声检测的一些局限性。
(2)传统超声检测时需要移动探头完成对工件的检测,相控阵换能器可以产生不同角度的声束,不移动或少移动探头就可完成工件的检测。
(3)相控阵超声检测能够实现自动扫查,能对工件的内部缺陷成像,具有较高的检测灵敏度以及信噪比。
1.2.3相控阵超声成像
相控阵超声成像是通过控制阵列换能器中各个阵元激励(或接收)脉冲的时间延迟来改变声波到达(或来自)物体内某点时的相位关系,实现聚焦点和声束方位的变化,从而完成相控波束合成,形成成像扫描线的技术。
相控阵超声成像通常有四种扫描情况。第一种是A扫描,显示的是换能器驻留在工件上某一位置时,沿传播方向的回波振幅分布。第二种是B扫描,显示的是与声束传播方向平行且与试件的测量表面垂直的截面上的回波信息,即显示的是工件的某一纵断面的声像。第三种是C扫描,显示的是与声束传播方向垂直的样品横断面,就是被检测工件离探头所在表面一定距离的横断面的声学影像。第四种是S扫描,S扫描本质上是B扫描,在其基础上改变声束的传播角度,将不同角度的超声信号以扇形显示出来。
2叶根缺陷检测模拟
2.1检测位置分析
为了确定最佳检测位置,在叶轮的横截面处,取一个类梯形区域进行分析,类梯形区域的形状如图2所示。根据横波的扫描范围可分为3个区域:A区域为完全扫描区;B区域为扫描盲区;而C区域为叶轮结构上的断层导致的横波无法传播的区域。

图2 叶轮截面
针对缺陷的位置,相控阵探头可以放置在轮盘上平面以及叶轮的内腔。利用声线模型分析声波在工件中的传播路径,据此设计了2种检测方案。方案1,如图3a所示,将相控阵探头连接在55°斜楔块上,由于被检工件要求偏转角度较大,因此采用横波进行检测,声波在A区域能够对叶轮进行扫描,而在B区域和C区域由于结构复杂,可能存在缺陷的漏检问题。方案2,如图3b所示,将相控阵探头连接厚25mm、曲率半径为68mm的凸形楔块(楔块一面贴合探头平面,另一面贴合叶轮内腔),采用纵波进行检测,声波在工件中传播时可以完全覆盖A、B区域,在C区域也能够对叶片根部进行检测,不存在漏检问题。
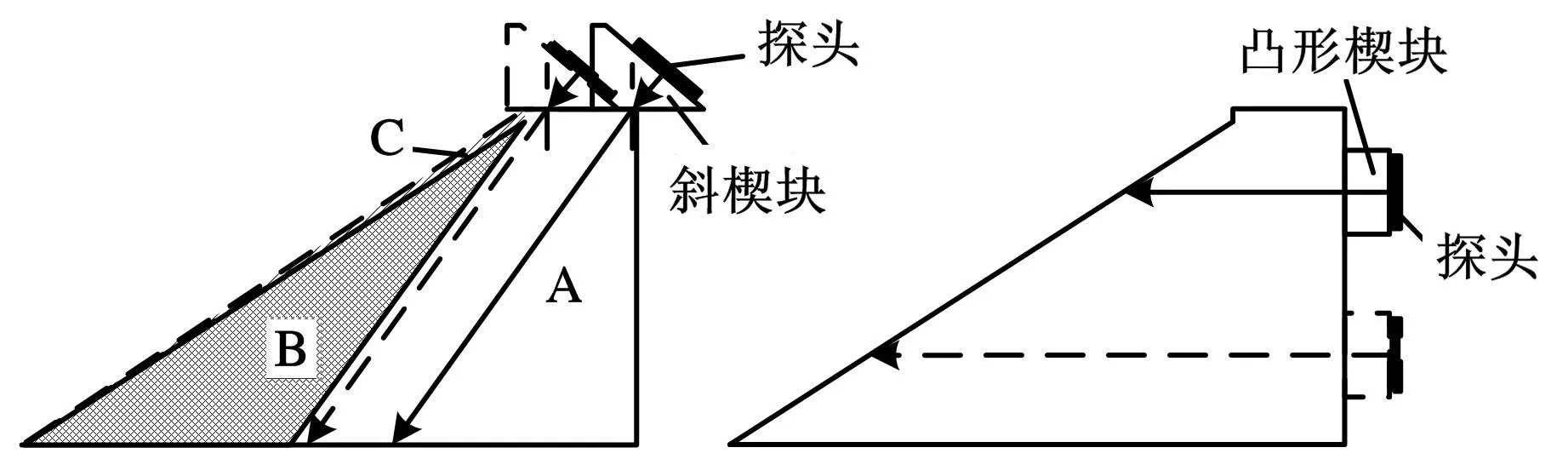
(a)探头置于轮盘上(b)探头置于叶轮内腔 图3 探头放置位置以及声波传播
2.2楔块设计
探头放置在叶轮的内腔时,为了满足相控阵超声检测,必须设计楔块充当介质使声波入射到叶轮中,楔块厚度的设计原则为
(1)
叶轮的材料为FV520B钢,楔块的材料为有机玻璃,因此工件中的声波速度c2=5900m/s,楔块内的声波速度c1=2237m/s,工件内的检测深度h2=65mm。
根据上述参数可以得到楔块的厚度h1=25mm,实际制作的楔块其长a1=65mm、宽b1=32mm、厚度h1=25mm、曲率半径p1=68mm。
2.3声波在叶轮中的传播
超声波在工件中的传播肉眼无法观察,为了对声波在工件中的传播有更加清晰的认识,以及对工件中声场分布情况的了解,利用Solidworks对叶轮模型进行简化,将模型导入CIVA软件后,采用声线模型对声波在工件中的传播进行模拟,如图4所示。由图4可以看出,声波垂直入射到轮盘以及叶片内部,部分声波与轮盘以及叶片相互作用后能够沿着入射路径返回,由于轮盘以及叶片的几何形状比较复杂,部分声波因反射、折射而造成能量损失。

图4 纵波在叶轮中的传播模型
2.4声束延时率的计算
相控阵探头的声场可以认为是探头中各个阵元在合适的延时率下发射声波的叠加,因此延时率的不同会影响声束的实际形状。
2.4.1偏转声束的延时率
图5所示为带楔块的偏转声束模型,图中,2a为晶片的宽度,d为晶片间隙,r为叶轮内腔半径,θ1为声波入射角,θ2为声波折射角,l1为声波在楔块中的声程,l2为声波在工件内的声程,Δl为相邻两晶片的声程差。声束偏转时,声波在楔块中的声程是相同的,入射到楔块与工件的界面处发生折射,折射后声波发生偏转,声波在固-固界面与波阵面之间产生声程差。
图5 带楔块的偏转声束
第n个晶片相对于第n-1个晶片的声程差为
Δl=dsinθ2
(2)
第n(n≥2)个晶片相对于第1个晶片的延迟时间为
(3)
2.4.2聚焦声束的延时率
单点聚焦声束延时率的特点是:从两侧到中间晶片的延迟时间逐渐增大,且在聚焦焦点两侧对称的晶片其延时相同。
图6 带楔块的聚焦声束
图6为带楔块的聚焦声束。图中,R1n为第n个晶片在楔块中的声程,xn为第n个晶片的横坐标,R2n为其在工件中的声程,总的声程为两者之和。由Snell定理及其相互几何关系可得
(4)
(5)
(6)
因此第n个晶片发射声波到达焦点的传播时间为
(7)
记第一个晶片的延迟时间为t1,则第n(n≥1)个晶片的延迟时间为
(8)
利用CIVA软件对线性扫描、偏转扫描、聚焦扫描声束进行模拟,如图7所示,相控阵探头的频率设置为5MHz,每组16个晶片,分别采用线性扫描、偏转扫描、聚焦扫描的方式进行声束模拟,其中偏转扫描的偏转角度为20°,聚焦扫描的聚焦深度为20mm。
在图7中可以看出,线性扫描与偏转扫描的声束相对聚焦声束来说比较发散,聚焦扫描声束比较集中,线性扫描声束与偏转扫描声束的区别在于声束角度不一样。三种声束的轴线声压如图8所示。
由图8可以看出,三种扫描方式形成的声束其声压均是先增大,到达一定峰值后开始减小,其中聚焦声束与线性扫描声束在30mm后的声压基本相等,而偏转声束在工件5mm厚度内的声压基本为零。从声压峰值来看,聚焦声束声压最大,偏转声束声压次之,线性扫描声压最小。可见,线性扫描和聚焦扫描适合各个深度的缺陷检测,而当缺陷在叶轮中的埋藏深度小于5mm(埋藏在轮盘中)或者缺陷为竖直方向时,不适合采用偏转扫描检测;当缺陷埋藏深度较深且为斜缺陷时,适合用偏转声束进行检测。

(a)线性扫描声束

(b)偏转扫描声束

(c)聚焦扫描声束 图7 声束模拟
图8 三种声束的轴线声压
2.5叶根缺陷相控阵超声模拟检测
在叶根处预置内径D=0.8mm,长ld=10mm的平底孔,如图9所示。部分声波在工件中传播遇到孔状缺陷发生反射,探头接收反射声波形成缺陷信号;另一部分声波在工件中继续传播。
图9 预置平底孔的缺陷的叶轮模型
由于预置的平底孔缺陷相较于检测位置来说埋藏较深,因此线性扫描与聚焦声束检测都适用。利用CIVA软件进行检测模拟,分别设置探头参数与线性扫描声场和聚焦扫描声场模拟时参数保持一致,所得检测结果如图10所示。在图10a、图10b左侧可以清楚地看见缺陷检测模拟信号,比较两种不同扫描方式下缺陷的B显示图可以看出线性扫描时的缺陷信号比较发散,聚焦扫描时的缺陷信号比较集中。图10c为缺陷信号的射频信号图,可以看出聚焦扫描时的缺陷信号比线性扫描时强,因此实际检测中应当采用聚焦扫描进行检测。

(a)线性扫描声束缺陷的B显示信号

(b)聚焦扫描声束缺陷的B显示信号

(c)缺陷射频信号声压 图10 缺陷检测模拟结果
3实验验证
利用电火花在叶轮的叶根处距离内腔壁约20mm的位置预置同样的平底孔。利用MULTI2000相控阵超声检测仪,连接Olympus5L64A2型相控阵探头,当探头与55°斜楔块连接放置在叶轮轮盘端面对叶根缺陷进行检测时,如图11所示,探头很难完全放置在轮盘上。设置声束偏转角度为60°,其他参数与偏转扫描声场模拟时一致,得到的检测结果如图12所示。探头放置在此位置时声波不能传播到叶根处,无法检出缺陷,此结果说明检测位置方案1不可行。

图11 探头置于轮盘端面进行检测
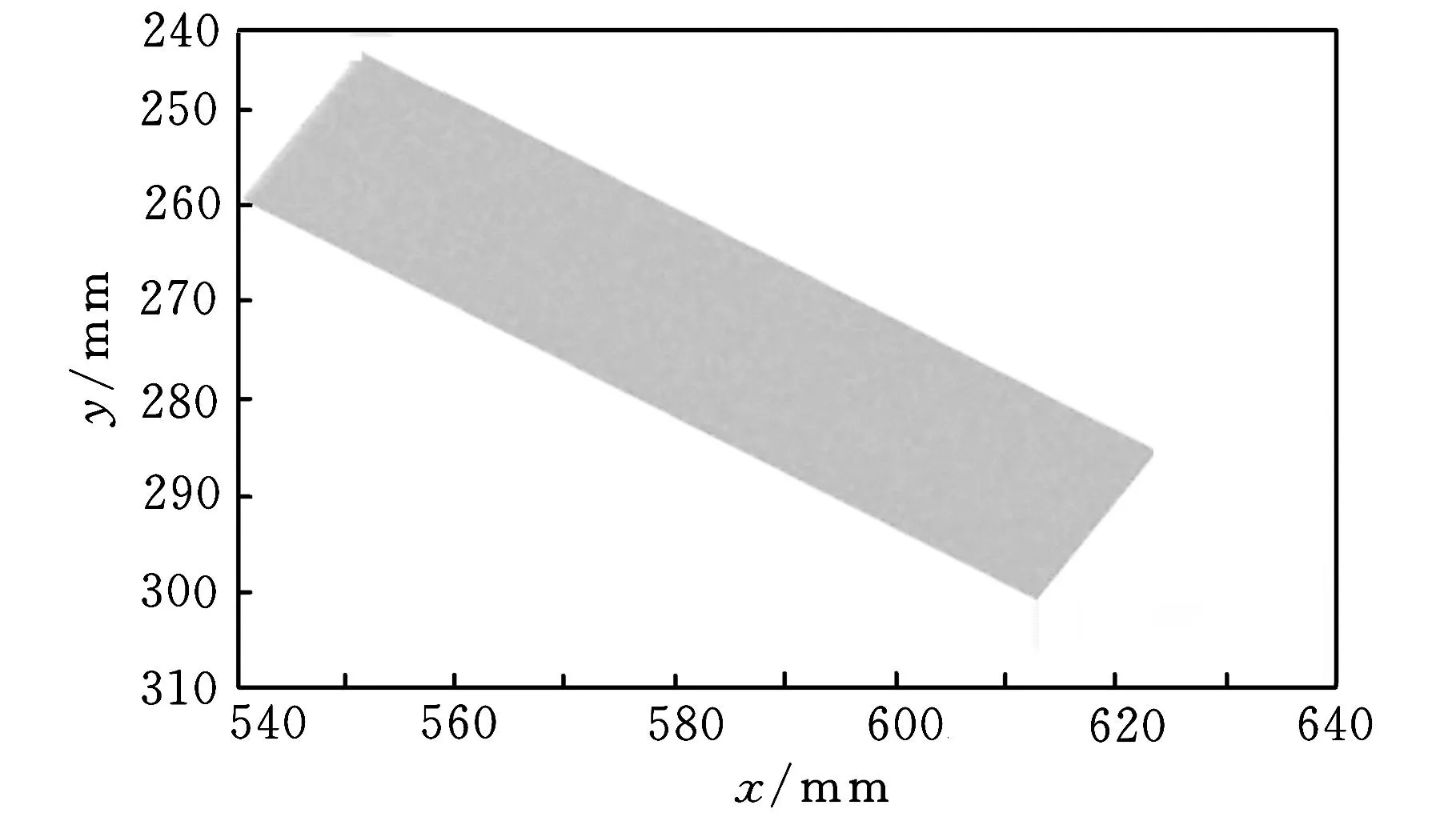
图12 连接斜楔块的检测结果
在不改变设备的情况下,将探头与设计的凸形楔块相连接,采用聚焦扫描进行检测,参数设置与缺陷检测模拟时一致。探头与楔块连接后在叶轮内腔放置,如图13所示。检测结果如图14所示。
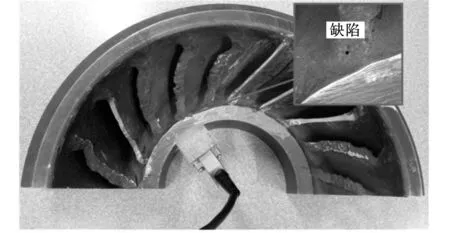
图13 探头置于叶轮内腔进行检测

图14 实际检测缺陷的B显示信号
根据图14中的显示结果,可以初步判断底部信号b为端面反射信号,信号a为缺陷信号。为了更加清楚地判断缺陷信号,取缺陷的A显示图,如图15所示。
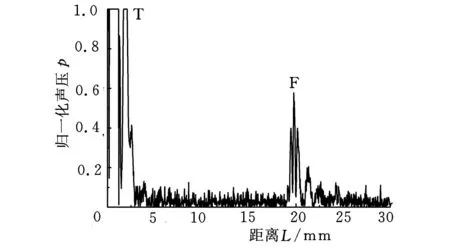
图15 缺陷的A显示信号
由图15可以看出在声程为0mm时有明显的回波,此处的信号为端面回波T,与图14中底部信号b对应;在声程为19.761mm时有一明显的较强回波信号,与图14中信号a相对应,根据预置缺陷的实际位置,可以判定此回波信号为缺陷信号F。缺陷的实际距离为20mm,与实际判断的位置相对误差仅为0.19%,检测误差较小。结合B显示图以及A显示图可以清晰地判断出缺陷的位置,从而为叶轮的缺陷检测提供了参考。
4总结
针对压缩机叶轮叶根处可能存在的缺陷,利用相控阵超声检测技术,依据工件的几何形状,选择适当的检测位置,设计匹配的楔块,完成了对叶片根部的缺陷检测,对缺陷的定位具有相当高的精度。
参考文献:
[1]黄钟岳,王晓放. 透平式压缩机[M]. 北京: 化学工业出版社,2004:120-122.
[2]LakshmiMRV,MondalAK,JadhavCK,etal.OverviewofNDTMethodsAppliedonanAeroEngineTurbineRotorBlade[J].Insight-Non-DestructiveTestingandConditionMonitoring,2013,5(9):482-486.
[3]GaumannM,HenryS,CletonF,etal.EpitaxialLaserMetalForming:AnalysisofMicrostructureFormation[J].MaterialsScience&EngineeringA,1999,271(1):232-241.
[4]苏清风,戴雪梅,朱晓星.某型高压涡轮工作叶片的荧光渗透检测工艺改进与细化[J].无损探伤,2010,34(3):30-32.
SuQingfeng,DaiXuemei,ZhuXiaoxing.ImprovementandOptimizationforFluorescentPenetrantInspectionofHigh-pressureRotorBlade[J].NondestructiveTest,2010,34(3):30-32.
[5]金万里.汽轮机叶片的荧光磁粉探伤检验[J].无损探伤,2003,27(1):28-30.
JinWanli.FlourecentMagneticParticleInpectionofTurbineBlade[J].NondestructiveTest,2003,27(1):28-30.
[6]ZenzingeraG,BambergaJ,SatzgerW,etal.Thermo-graphicCrackDetectionbyEddyCurrentExcitation[J].ThermographicNDT,2007,22(3):101-111.
[7]杨民,吴美金,魏东波,等.双能透照模式下涡轮叶片DR图像融合方法[J].北京航空航天大学学报,2011,37(12):1494-1497.
YangMin,WuMeijin,WeiDongbo,etal.TurbineBladeDRImagesFusionBasedonBi-energeX-rayRadiography[J].JournalofBeijingUniversityofAeronauticsandAstronautics,2011,37(12):1494-1497.
[8]廉德良,魏天阳.低压涡轮工作轮射线照相工艺的探讨[J].无损探伤,2006,30(6):38-39.
LiangDeliang,WeiTianyang.TheProcessDiscussiononRadiographicTestingofLowPressureTurbineImpeller[J].NondestructiveTest,2006,30(6):38-39.
[9]郭广平,凌海军, 刘庆珍, 等.空心叶片残留型芯影像的射线照相对比度[J].无损检测,2009,31(7):544-547.
GuoGuangping,LinHaijun,LiuQingzhen,etal.TheRadiographicImageContrastofResidualCeramicCoresinHollowBlades[J].NondestructiveTesting,2009,31(7):544-547.
[10]刘贵民,马丽丽.无损检测技术[M].北京:国防工业出版社,2013:57-66.
[11]李衍.超声相控阵技术[J].无损探伤,2007,31(4):24-28.
LiYan.UltrasonicPhasedArrayTechnology[J].NondestructiveTest,2007,31(4):24-28.
(编辑王旻玥)
猜你喜欢
水泵技术(2021年4期)2021-11-20
中国核电(2021年4期)2021-08-25
水泵技术(2021年3期)2021-08-14
太阳能(2021年6期)2021-07-02
科学技术创新(2020年6期)2020-04-18
热力透平(2019年4期)2019-12-18
制造技术与机床(2017年6期)2018-01-19
中国高新技术企业(2016年34期)2017-02-10
计算技术与自动化(2016年4期)2017-01-11
科技视界(2016年3期)2016-02-26