铸造用云溪环保湿型砂的应用研究
2015-12-21 05:48:32朱世根陶李洋骆祎岚胡菊英
铸造设备与工艺 2015年5期
朱世根陶李洋骆祎岚胡菊英
(1.东华大学机械工程学院,纺织装备教育部工程研究中心,上海松江201620;2.义乌云溪新材料科技有限公司,浙江义乌322000)
铸造用云溪环保湿型砂的应用研究
朱世根1,陶李洋1,骆祎岚1,胡菊英2
(1.东华大学机械工程学院,纺织装备教育部工程研究中心,上海松江201620;2.义乌云溪新材料科技有限公司,浙江义乌322000)
造型材料对铸造生产起关键性的作用。本文介绍了铸造用煤粉粘土砂的基本现状和优缺点,认为这种铸造工艺虽具有材料成本低、防粘砂效果好、生产效率高的优点,但给环境带来严重黑色污染,不能适应铸造工业科学发展的需要和当前生态文明建设的要求。介绍了云溪环保湿型砂在铸件生产中的应用及其铸造性能特点,认为它是一种资源节约型、环境保护型的铸造用绿色造型材料。
云溪湿型砂;环保;生态;应用;铸造性能
在铸造生产中,型砂是影响铸件质量包括表面质量和内在质量的主要因素。目前,用砂型铸造生产的铸件占总铸件的80%.砂型铸造的造型材料在铸造生产中占有重要的地位,其直接影响铸件的质量、生产效率和成本。铸件生产成本的70%左右、铸件质量问题的50%以上,都与造型材料有关[1-4]。目前国内外广泛使用的煤粉黏土砂,具有材料成本低、防粘砂效果较好、生产效率高的优点,但消耗量大、黑色污染严重、在铸造过程中煤粉燃烧分解会产生大量有害气体。利用煤粉黏土砂生产铸件,每吨铸件需消耗0.8 t~1 t左右型砂,全国每年要废弃大量旧砂,同时消耗数以千万吨计的新砂,尤其是铸铁件铸造用的煤粉黏土旧砂,给环境带来严重黑色污染,不适应铸造工业科学发展的需要,不适应当前降耗减排的环境保护政策,不符合国家生态文明建设的要求。由此可见,造型材料对铸造生产的污染控制和节能减排起关键性的作用,探索研发资源节约型绿色造型材料、实现环境保护型铸造生产,具有重要的现实意义。
1 铸铁件铸造用黏土砂的基本现状
铸铁件铸造用湿型砂一般由原砂、陶土和煤粉等附加物组成,其中,原砂是保证造型材料具有各种性能的骨干材料。
目前铸造生产中制造砂型和砂芯的原砂,一般是以石英颗粒为主的石英质砂。矿物组成主要是石英,其次是黏土、长石和云母,此外,还有铁的氧化物等。人们在长期的铸造生产实践中形成共识:石英砂中除了石英以外,其它的成分都是有害杂质[6]。石英的含量应该不低于90%,其他成分应严格加以限制。基于这样的认识,在黏土砂铸造工艺方面,国内铸造工厂普遍使用以海岸砂和沙漠砂为骨干、以黏土为黏结剂、再加入煤粉等附加物等组成的黏土砂。
黏土是人类早就熟悉的天然物料,在自然界分布很广,储量丰富,是型砂的主要黏结剂。黏土的主要组成是颗粒极为细小的黏土矿物,被水润湿后具有良好的可塑性和粘结性,烘干后硬结。只要承受的温度不很高,再遇水后可恢复原来的性能[6]。造型制芯所用的黏土历史悠久、应用广泛,其应用历史可以追溯到几千年以前。黏土湿型砂之所以经久不衰,在铸造生产中得到广泛的应用,是因为它具有许多优点,如:(1)黏土湿型砂具有优异的强度性能和一定的可塑性;(2)黏土是天然产物,成本低廉,资源丰富,黏土的成本要比树脂低得多;(3)对原砂具有良好的适应性;(4)适用于铸钢件、铸铁件以及有色合金铸件的生产。
然而,黏土砂生产的铸件尺寸精度和表面质量较差,易产生粘砂和夹砂、结疤等缺陷,尤其是厚壁件,粘砂就更严重。为了避免粘砂和夹砂类缺陷,必须在湿型砂中加入一定量的煤粉。煤粉之所以具有防粘砂、抗夹砂的能力,是由于煤粉中的挥发分能在高温下热解成一层闪亮的碳膜光亮碳涂覆在铸型-金属界面上,对金属起到物理的屏障作用,同时它也不被铁水润湿,可阻止铁水的渗入,防止粘砂类缺陷的产生[4]。煤粉的另一个重要性质就是它在500℃~600℃发生软化结焦,这种充填在砂粒孔隙之间的海绵状物质,可以吸收石英砂在600℃左右发生的剧烈膨胀,从而减少由于型砂膨胀而产生的结疤缺陷[4]。但是,煤粉的使用,也导致了以下的缺点[8]:(1)由于煤粉的原料在我国是一种很重要的能源材料,而且用于加工铸造用煤粉的原料煤必须是优质煤。随着能源危机的日益严重,如果在湿型砂中继续使用煤粉,将面临着被截流的危险[4]。(2)由于煤粉的光亮碳生成率较低。对于厚壁铸件,当煤粉加入量不足时,起不到防粘砂作用,而当煤粉加入量过大时,型砂发气量过大致使铸件产生气孔[1,4]。(3)煤粉在燃烧后将残留下一些低熔点的灰分残渣.这些灰分与死黏土一起包覆在砂粒表面。形成“鱼卵石化使型砂的耐火度降低。增加了型砂次生机械粘砂的倾向。而且型砂中灰分的大量积累会导致型砂透气性的下降。煤粉砂在循环使用时,灰分含量增加很快,需要补加大量的新砂才能保证型砂的其他性能不降低,这又使得铸件的成本增加[1,4]。(4)由于煤粉是黑色粉状物,所以在型砂配置加煤粉和输送及浇注落砂回砂的整个生产过程都是尘埃飞扬,作业环境周围弥漫着煤粉微粒,造成黑色污染;另外,煤粉在浇注时发出难闻的气味,冒出大量浓烟。这种烟气中含有有毒物一氧化碳和致癌物
3,4苯并芘,而且煤粉烟雾的累积物烟炱以及煤粉在缺氧状态下燃烧生成的煤焦油也属于致癌物[1,4]。
近些年,为了减少煤粉黏土砂对环境的污染,铸造工作者一直设法寻找合适的代用品,如淀粉和植物产品、合成树脂及聚合物、油类、沥青类、膨润土和煤粉混合料,以及一些成分不公开的抗粘砂材料。但是,这些煤粉代用品,由于价格昂贵、来源稀少等一些原因,其运用从总体上讲比例仍然很小,绝大部分湿型砂铸造仍然采用煤粉作为添加剂。
进入21世纪,铸造行业在自身发展的同时,开发无污染少污染、低成本、节能省材、优质高效的造型材料和工艺,是铸造工作者必须高度关注和急待解决的关键问题。
2 云溪环保湿型砂在铸铁件生产中的应用介绍
东华大学开展了云溪环保湿型砂铸造新工艺的探索性开发研究工作。目前,云溪环保湿型砂已在50余家铸造企业应用,涉及铸件200多个品种,其中用该工艺生产的电机类铸件达15 000多t,图1为新工艺生产的铸件。应用发现,云溪环保湿型砂铸造工艺预防粘砂缺陷的机理与目前的在型砂中加入优质煤粉或在型腔表面涂上一层防粘砂涂料的机理不同,其通过自身在高温下形成烧结壳,这层烧结壳能有效预防粘砂的缺陷,得到表面光洁的铸件。图2为新工艺试制的试样。

图1 云溪环保湿型砂工艺生产的铸件[1]
该工艺具有以下特点:1)型砂的颜色类似于天然黄砂,呈土黄色,而不是黑色。不会造成黑色污染。如图3所示。2)型砂中不含任何有毒物质,浇注时也不产生有毒气体。3)资源丰富,在我国许多地方可就地取材;4)铸件不粘砂,表面光洁,清理工作量少;5)生产铸件尺寸精度提高,铸件重量降低,铸件加工余量减少;6)废砂排放量少。每生产1 t铸件只排放0.05 t废砂;7)铸件工艺出品率高,节约金属,同样数量的铁水可多生产铸件;8)铸件气孔减少,内在质量提高,成品率提高。

图2 室温下烧结壳剥离前后的铸件试样
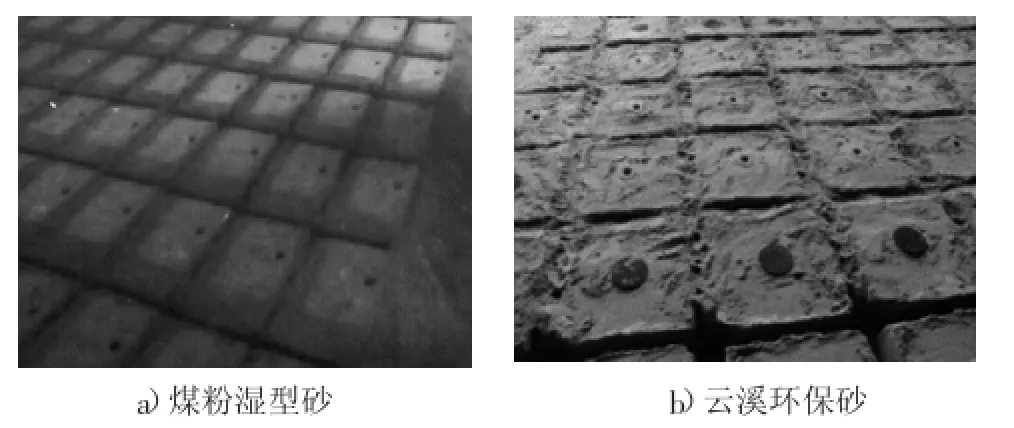
图3 铸造厂现场实况
实践证明,云溪环保湿型砂铸造工艺对环境污染小,生产成本降低,生产效率提高,同时可节约煤粉能源。
在试制生产中发现,应用新工艺可获得几乎不粘砂的铸铁件,同时,在生产有些铸件时,可以高温打箱,提高生产效率。主要原因是在铸件和铸型界面处产生了烧结壳,它在高温下能牢固地附着在铸件表面,不至于使铸件表面冷却过快;而当铸件冷却后,轻轻敲击就会与铸件剥离,稍经滚筒清砂即可得到表面光洁的铸件。
3 云溪环保湿型砂的化学成分和性能
1)云溪环保湿型砂形态
普通型云溪环保湿型砂最初使用的黏结剂,其矿源如图4所示。从矿源挖出的砂土经过干燥筛分或调成浆料,再经特殊辅助处理后,作为添加剂备用。把原砂与添加剂混合即可获得云溪环保湿型砂,如图5所示。

图4 黏结剂矿源

图5 云溪环保湿型砂的表观形态
2)云溪环保湿型砂的化学成分
表1为云溪环保湿型砂的化学成分。

表1 云溪环保湿型砂的主要化学成分(质量分数,%)
3)云溪环保湿型砂的热分析曲线
图6为云溪环保湿型砂的DTA-TG曲线图。

图6 云溪环保湿型砂的DTA-TG曲线
DTA-TG曲线图中,DTA曲线出现4个吸热峰,峰值温度分别为100℃以前、505℃、573℃、1 205℃;TG曲线在100℃以前略微下降,0~100℃之间,试样质量约减少0.18%;在505℃左右,TG曲线陡然下降,400℃~600℃温度区间,试样质量约减少3.3%,之后随着温度升高,试样质量基本不变。
由两幅图可知,小于100℃时,试样吸热放出自由水和吸附水,质量减少。随温度升高,在500℃左右,高岭石脱水分解,形成吸热峰,试样质量减少。在573℃附近,石英发生晶型转变,由低温型α石英转变为高温型的β石英,试样质量基本不变。温度继续升高,试样质量基本不变,在1 205℃左右,DTA曲线出现吸热峰,说明试样出现熔融。
4)云溪环保湿型砂的的性能
云溪环保湿型砂的性能见表2.可以看出,云溪环保湿型砂的湿压强度可以在较大范围内调整,其热湿拉强度较高,高温强度高,发气量低。
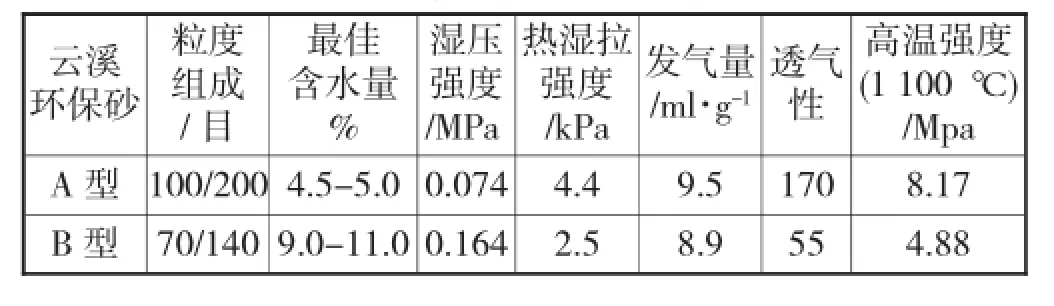
表2 云溪环保湿型砂的性能
4 结论
1)利用现行的煤粉黏土砂生产铸件,给环境带来严重黑色污染并排出大量有害气体,不适应铸造工业科学发展的需要和当前降耗减排的环境保护政策,不符合国家生态文明建设的要求。探索研发资源节约型绿色造型材料、实现环境保护型铸造生产,具有重要的现实意义。
2)云溪环保湿型砂铸造工艺由于不含煤粉,环境污染少,可节约能源。云溪环保湿型砂黏结剂资源丰富,在我国许多地方可就地取材;铸件生产的废砂排放量少,可高温打箱,提高生产效率,全员劳动生产率高。
3)云溪环保湿型砂铸造工艺可大大改善铸铁件的粘砂,稍经滚筒清砂即可得到表面光洁的铸件。主要原因是在铸件和铸型界面处产生了烧结壳,它在高温下能牢固地附着在铸件表面,不至于使铸件表面冷却过快;而当铸件冷却后,轻轻敲击就会与铸件剥离。
4)云溪环保湿型砂除了不含煤粉外,其化学成分与以往资料介绍的天然黏土砂类似。
5)云溪环保湿型砂的湿压强度可以在较大范围内调整,其热湿拉强度较高,高温强度高,发气量低。
[1]朱世根,骆祎岚,朱君生,等.铸铁件铸造用黄壤土天然粘土砂[G]//2009中国铸造活动周论文集.沈阳:中国机械工程学会铸造分会委员会,2009.
[2]谢明师.我国造型材料的现状与展望[J].机械工人,1999(8):3.
[3]程宽中.新中国五十年造型材料的发展和展望[J].铸造设备研究,2004(4):1-9.
[4]朱世根,张锐.防粘砂和铸造用无煤粉湿型砂及其制备方法:中国,1733361A[P].2010-06-16.
[5]吴浚郊.国内外金属铸造发展的技术现状[J].现代铸铁,2001(1):8-11.
[6]胡彭生,型砂[M],上海:上海科学技术出版社:1994,100.
[7]毛萍莉.新型煤粉代用材料3R粉的研究[J].铸造,2000,49(9):538-539.
[8]黄建成.铸铁用湿型砂取消煤粉的理论与实践[J].现代铸铁,2004(5):12-13.
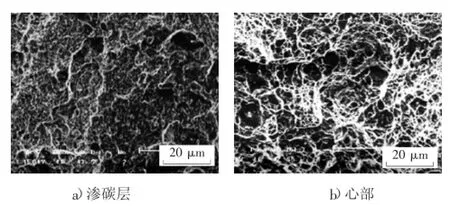
图5 冲击试样断口形貌
2)16MnCr5钢渗碳后,经820℃淬火,180℃× 3 h回火,渗碳层组织为回火马氏体+细小碳化物,心部组织为回火低碳马氏体+铁素体(块状)。
3)16MnCr5钢经渗碳、淬火回火后表面最高硬度为HV756,表面至心部硬度下降较平缓,这种变化与表面至心部含碳量的变化基本相符,冲击功Ak为16.8 J,渗碳层断口为准解理断口,具有脆性断裂特征,心部断口是典型的韧窝状断口,属于韧性断裂。
参考文献:
[1]沈捷.凸轮轴制造工艺的新发展[J].世界制造技术与装备市场,2002(6):24-25.
[2]顾勇.十二缸凸轮轴的选材及热处理工艺[J].机械工人.热加工,2006(1):49-50.
[3]王利增,藤巍,张银凤,等.淬火温度对20CrMnTi渗碳钢组织及性能的影响[J].机车车辆工艺,2011(2):15-17.
[4]杜树昌.20CrMnTi钢回火组织与性能研究[J].兵器材料科学与工程,1994(6):36-41.
[5]黄斌,朱洪武.渗碳温度对22Si2MnCrNi2MoA钢渗碳层的影响[J].材料热处理学报,2013(7):136-141.
[6]迟长志,李世欣,孟凡博,等.二次淬火对20CrMnTi渗碳钢组织和扭转强度的影响[J].兵器材料科学与工程,2013(5):91-93.
[7]崔忠圻.金属学与热处理[M].北京:机械工业出版社,2008.
[8]程晓敏,吴兴文,陶应龙.20CrMnTi钢渗碳层深度和表层碳浓度分布的数值模拟[J].计算机应用,2004(2):53-55.
Study on Application of Yunxi Environment Friendly Moulding Sand for Casting
ZHU Shi-gen1,TAO Li-yang1,LUO Yi-lan1,HU Ju-ying2
(1.College of Mechanical Engineering,Engineering Research Center of Advanced Textile Machinery of the Ministry of Education,Donghua University,Shanghai 201620,China;2.Yiwu Yunxi New Material Science and Technology Company,Yiwu,Zhejiang 322000,China)
Molding material plays a key role in casting production.Clay-bonded sand with coal powder is widely used in the casting production,which has the advantages of low material cost,good casting quality and high production efficiency.However,claybonded sand with coal powder has brought serious pollution to the environment,and it can't meet the needs of the scientific development of the foundry industry and the requirements of ecological civilization construction.In this paper,the application of YunXi Environment Friendly Molding sand in casting production is intruduced,the performance of YunXi Environment Friendly Molding sand is studied.The result shows that the working environment in casting production and the casting quality can be improved by using YunXi Molding sand.YunXi Environment Friendly Molding sand is a kind of green molding materials of resource conservation,environmental protection.
green sand,environmental protection,ecological,application,foundry
TG221
A
1674-6694(2015)05-0034-04
10.16666/j.cnki.issn1004-6178.2015.05.011
2015-07-08
朱世根,男,东华大学教授、博士生导师,长期从事铸造造型材料的研究工作。E-mail:sgzhu@dhu.edu.cn
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
山东冶金(2022年4期)2022-09-14 09:00:08
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
科学与财富(2021年33期)2021-05-10 11:56:08
铸造设备与工艺(2020年4期)2020-10-15 13:05:38
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:07:43