一种新型PQF轧机用连轧机辊粘钢问题浅析
2015-12-21 05:48:35顾加峰
铸造设备与工艺 2015年5期
刘 楠,顾加峰,潘 强
(常州宝菱重工机械有限公司,江苏常州213019)
一种新型PQF轧机用连轧机辊粘钢问题浅析
刘 楠,顾加峰,潘 强
(常州宝菱重工机械有限公司,江苏常州213019)
本文通过对一种新型PQF轧机用连轧机辊在钢管生产过程中存在严重粘钢问题进行分析,探 讨PQF轧机连轧机辊发生粘钢的主要原因,并针对一些具体情况,结合现场实际提出了一些解决措施,有效解决了粘钢问题,提升了钢管生产的质量和效率。
新型PQF轧机;连轧机辊;粘钢
随着经济的快速发展,近年来我国各地一些主要钢管厂对连轧管机组的新生产线投入不断加大。无缝钢管PQF连轧管机组是具有当今世界最先进技术水平的三辊可调式限动芯棒连轧管机组,是为克服二辊连轧管机组的固有局限性而研制开发的。该新型轧机是无缝钢管发展的新飞跃,在提高产品质量、降低成本,提高经济效益方面具有显著优势。
本文重点分析某国内大型钢管厂一种大规格φ460 mm PQF轧机专用轧管工具连轧机辊在轧制低合金碳管过程中的粘钢问题及改进措施。
1 连轧机辊工作特点及技术要求
1.1 连轧机辊工作特点
作为钢管生产过程中配套消耗的重要备件工具,连轧机辊主要用于毛管热变形工序,其传统使用状况就需要随着新的生产条件的改变而改变。我公司作为专业化生产热轧无缝钢管线制管工具的企业,对连轧机辊的生产、使用消耗等过程研究拥有比较成熟完善的经验。该φ460 mm PQF轧机采用三辊连轧,将360°孔型分为三部分,通过轧制变形,使毛管减径、减壁厚,有效减小每个轧辊孔型底部与边缘的线速度差距,极大提升钢管的轧制精度,其热轧生产线主要工艺过程和连轧机辊装配示意图分别见图1和图2.离心复合铸造连轧机辊化学成分见表1.
1.2 连轧机辊技术要求
该规格连轧机辊单辊重1 800 kg~2 100 kg,工作面硬度375 HB~420 HB,抗拉强度σb≥600 MPa,有效工作层深≥80 mm,其示意图见图3,材质见表1.设计采取离心复合方式浇注,其工作区域为离心浇注,采用高强度镍铬钼合金球铁,辊颈为静态浇注,采用一般合金球铁。
2 连轧机辊粘钢问题描述及分析
在该机组的初始热负荷生产过程中,连轧工序曾面临1-2机架部分位置轧辊粘钢严重的问题,在1-2机架A位置(图2)某新辊修模两次,轧制约4500支左右后在工作层部位出现异常粘钢无法继续使用的现象(典型的失效照片如图4),而B、C位置(图2)正常的轧辊使用寿命可轧制2.5万~3万只钢管(照片如图5).对发生粘钢和正常的轧辊进行了解剖和实物取样,并对其进行了硬度检测和金相分析。两只轧辊采取在工作层区域同一角度和位置切片取样,其切片位置如图6所示.

图1 热轧生产线示意图

表1 离心复合铸造连轧机辊化学成分(质量分数,%)
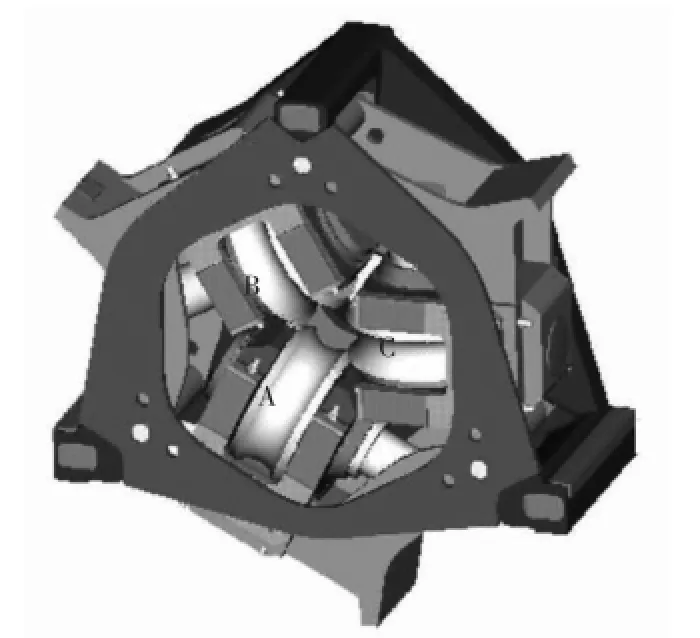
图2 连轧机辊装配示意图

图3 离心复合铸造连轧机辊结构示意

图4 轧辊工作层区域粘钢

图5 轧辊正常工作层部分
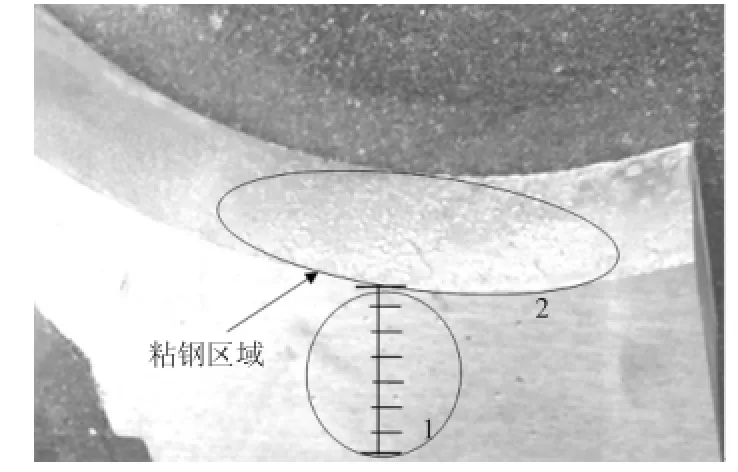
图6 切片及取样分析示意
3 结果分析
3.1 硬度分析
分别取样对粘钢轧辊和正常轧辊进行硬度检测,检测部位如图6中1处,分析结果见表2.
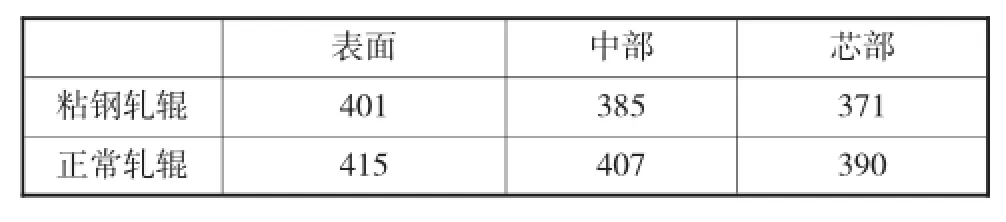
表2 粘钢轧辊与正常轧辊硬度分析结果(HB)
从表2硬度检测结果看,正常轧辊表面硬度值符合设计要求,从工作层表面至芯部硬度递减趋势均匀;而粘钢轧辊虽表面硬度值符合设计要求,但与正常轧辊相比,硬度平均低1.5 HB~20 HB,且往芯部部位硬度递减波动较大,硬度下降较快,硬度变化的不均匀性在使用中易导致该辊在轧制过程中提前出现不耐磨问题,造成粘钢现象。
3.2 金相分析
分别取样对粘钢轧辊和正常轧辊进行金相检测,检测部位如图6中2处,照片及分析结果见图7、图8和表3.

图7 粘钢轧辊试样组织形貌

图8 正常轧辊试样组织形貌
从图7和图8金相检测结果分析,粘钢轧辊与正常轧辊相比,球化率平均值为52.75%,球化级别为6级,石墨数量偏少、形态较差且分布不均,说明轧辊在浇注过程中存在球化孕育严重衰退现象,进而影响该辊的硬度、耐磨性,在使用时就表现为轧辊不耐磨粘钢现象。
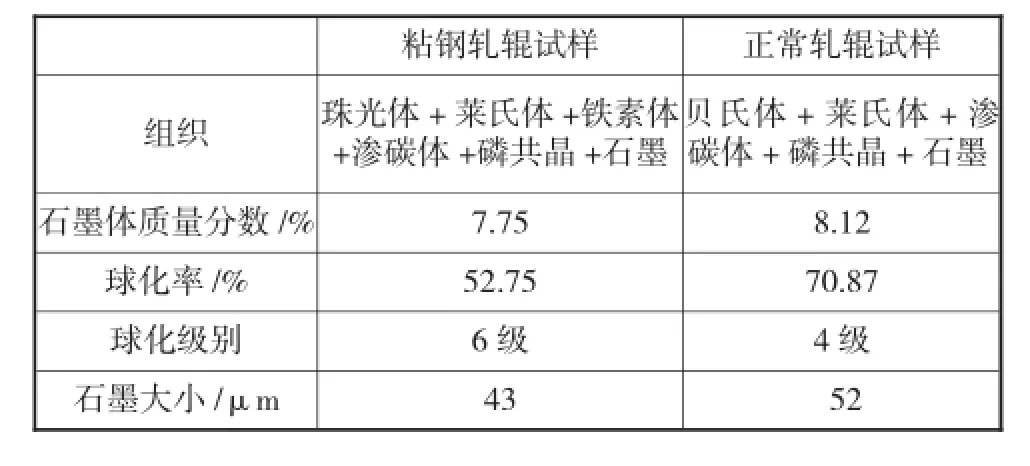
表3 金相分析结果
4 粘钢原因及解决措施
4.1 粘钢原因
1)通过对轧辊工作区域检测数据结果分析,粘钢轧辊在生产浇注时操作过程出现偏差,发生球化孕育衰退现象;同时有效工作层区域硬度波动较大,不满足设计要求。轧辊自身制造不致密的原因导致工作区域在使用一段时间后,其芯部性能加速下降,强度衰退较快,低于钢管的硬度及强度要求,造成粘钢现象。
2)为有效解决A位置(如图2)轧辊的粘钢问题,长期对使用现场进行跟踪。经过分析发现,现场的轧制工况参数变化对A位置轧辊的良好使用也有很大影响。由于热轧生产存在毛管材质多、批量大、轧制规格不一、连轧时间长、温度控制变化大,加之冷却水的纯净度及轧制力参数不断调整等多种因素,致使在轧制过程中,A位置轧辊与B、C位置轧辊相比,受到更大外部挤压载荷的反复冲击,A位置轧辊的使用条件更加恶劣。这些因素的叠加也容易导致此位置轧辊使用中性能加速下降,引起粘钢不耐磨等状况。
4.2 解决措施
技术人员在后续改进过程中,首先根据新机组A位置轧机不同技术参数要求、所轧钢种特性及粘钢位置等原因综合分析,优化设计轧辊材质成分;同时严格生产操作,准确控制熔炼过程中炉前成分、硅铁数量、浇注温度等,增加球化孕育效果,减少孕育衰退。这些生产措施的改进,使改进后轧辊工作区域硬度和强度显著提升,同时保证了正常使用中每10 mm单位硬度梯度下降≤1 HSD.另外配合热轧生产线实际状况,保证该位置机组在一定的周期时间内工况参数正常,减少轧制故障等非人为因素的产生。
Discussion of Steel Sticking Problem on Tandem Mill Roll in New PQF Mill
LIU Nan,GU Jia-feng,PAN Qiang
(ChangZhou BaoLing Heavy&Industrial Machinery CO.LTD.,Changzhou Jiangsu 213019,China)
The tandem mill roll used in a new PQF ralling mill exists serious steel sticking problem in the steel pipe production. The causes were analized in this paper.Combined with on-site production countermeasures were presented aimed at particular cases which effectively solved steel sticking and improved the quality and efficiency of the steel pipe production.
PQF rolling mill,tandem roller,steel sticking
TG33
A
1674-6694(2015)05-0053-03
10.16666/j.cnki.issn1004-6178.2015.05.017
2015-06-24
刘楠(1981-),男,汉族,硕士,工程师,从事热轧备件材料开发及工艺研究。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:12
结构工程师(2021年5期)2022-01-07 10:21:46
冶金设备(2021年1期)2021-06-09 09:35:32
冶金设备(2020年2期)2020-12-28 00:15:34
山东冶金(2019年2期)2019-05-11 09:12:24
水科学与工程技术(2016年3期)2016-07-10 15:12:44
设备管理与维修(2016年6期)2016-03-16 02:21:47
山东工业技术(2016年2期)2016-01-19 16:20:24
安徽建筑(2015年4期)2015-08-15 00:50:38
冶金设备(2015年2期)2015-02-11 00:53:41