
锌铝合金多级制粉装置的设计及制备工艺研究
2015-12-18 08:40白云亮,严鹏飞,严彪
有色金属材料与工程 2015年2期
关键词:工艺研究
锌铝合金多级制粉装置的设计及制备工艺研究
白云亮, 严鹏飞, 严彪
(同济大学 材料科学与工程学院 上海市金属功能材料重点实验室, 上海201804)
摘要:在雾化法和离心法制备金属粉技术的基础之上,设计了一种新型的多级细化制备金属粉末的装置用于Zn-5Al合金粉末的制备.通过改变一级细化过程中的喷嘴压力和二级细化过程中高速转盘的转速,发现 Zn-5Al合金的产粉率随着喷嘴压力的增加有增大趋势,随着高速转盘的转速提高有增大趋势,粉末形状大部分为非球形.
关键词:锌铝合金; 金属粉末; 产粉率; 装置设计; 工艺研究
收稿日期:2015-01-05
作者简介:白云亮(1985—),男,硕士研究生,主要从事超细金属粉末装置设计及工艺探索方面的研究. E-mail:BYL4515910@163.com
通讯作者:严彪(1961—),男,教授,博士生导师,主要从事金属材料表面处理等方面的研究.E-mail:84016@tongji.edu.cn
中图分类号:TG 146.4文献标志码: A
Study on the Device Design and Craft of Zinc-aluminum Alloy Fine Metal Powder PreparationBAI Yunliang, YAN Pengfei, YAN Biao
(Shanghai Key Lab. of D & A for Metal-Functional Materials, School of Materials Science
and Engineering, Tongji University, Shanghai 201804, China)
Abstract:The device design and craft of zinc-aluminum alloyfine metal powder preparation was studied based on the method of atomization and centrifugation.The production rate of Zn-5Al alloy powder had a tendency that increase with the of nozzle pressure in the level one of refinement process and with the increase high-speed rotary speed in the level twoof refinement process.
Keywords:Zn-Al alloy; metal powder; production rate; device design; craft
0 引 言
无论是传统的粉末冶金行业,还是新兴的金属注射成型技术[1-4],又或者是未来非常有发展前景并被业内人士称之为“第三次工业革命”的3D打印的增材制造技术[5-7],在制备金属制品方面,其原材料均为金属粉末.所以能否制取一定力学性能和其他特殊性能的制品,主要取决于金属粉末的性能,而制品的成本也主要取决于粉末的成本.目前制备金属粉末的方法很多,但都有各自的优缺点.常用的有雾化法制粉和离心法制粉.
雾化法制粉是只将雾化介质加速成为高速运动的介质流,利用此介质流将熔融的金属击碎成为细小颗粒的一种常用的制粉方法.此种方法虽能制备出符合要求的金属粉末,但其在制粉过程中能量转化率低,且粉末容易团聚,还需进行后续处理.离心法制粉是指金属液经导液管连续地流在高速旋转盘的中心上,在离心力的作用下,熔体逐渐向四周铺展.随着熔体的不断扩大,处在最外层的熔体所受的离心力越来越大,当离心力能克服液体表面张力时,熔体破碎成小液滴,快速溅射飞离轴心,在保护气氛中收缩、球化,凝固成粉末颗粒.此种制粉方法虽然能够连续地生产金属粉末,但在粉末粒径方面很难直接制备出足够细小的金属粉末.本文结合雾化法和离心法的优点研发了一种新型多级细化制粉方法.
1 金属粉末制备装置的设计
1.1制粉工艺流程
本试验装置的设计主要是在气雾化法制粉[8-10]和离心法制粉的原理之上而展开的一种新型的制粉方法.制粉的主要流程如图1所示.

图1 超细金属粉末制粉工艺流程
制粉步骤如下:
(1) 根据最终所需粉末要求进行母合金的配比,在熔炼炉中进行熔炼,使用相应模具将熔融金属液浇筑成下一工序所需坯料的形状及大小;(2) 在超音频线圈感应加热下,将熔炼好的母合金坯料在特制的石英坩埚中熔融到指定的程度;(3) 在惰性气体的吹压下,将熔融的合金喷射到特制的喷嘴中;(4) 高压N2经过特制的喷嘴将熔融的金属液流击碎,进行第一次金属细化;(5) 经一次细化的处于液态或半液态的金属液体在高速旋转盘的甩动下进行第二次金属细化;(6) 粉末的收集及筛分.
1.2制粉装置工作原理
图2是金属粉末的制粉原理示意图.由图2中可以看出,熔融的金属溶液在气压的作用下通过直径A的小孔,经过距离B后进入喷嘴.在喷嘴压力为P的高压气体作用下,将熔融的金属液流击碎以完成第一次细化粉末,经首次细化的金属液体在封闭的腔内飞经距离C落到转速为R的高速转盘上来完成第二次金属细化,最终制得金属粉末.
在上述过程中有很多参数变量会影响到最终的粉末形貌及粒径分布.本试验的主要实施方案是通过控制变量的方法经多次反复试验最终寻找到一条较佳的制粉工艺路线.本试验中主要控制和调节的变量参数为:

图2 金属粉末制粉原理示意图
(1) 特制喷嘴的进气压力P(0.5~2 MPa);(2) 高速甩盘的转速R(4 000~7 000 r/min);(3) 进入喷嘴的熔融金属液流直径A(1~2 mm);(4) 一次细化后金属粉末的飞行垂直距离C(150~300 mm);(5) 熔融金属离开加热装置后进入喷嘴前的距离B(30~50 mm).
2 金属粉末制备装置的工艺研究
2.1试验方法
本试验主要使用控制变量的方法对上述的P、R、A、C和B5个参数进行了10组试验,代号为1~10.经前期的设备调试和试验结果得知,A、B、C3个参数的变化将会影响到整个试验的成败,而对制备的金属粉末的粒径和粒径分布影响不大.不同的原材料也需要不同的A、B、C值,本试验采用的原材料为Zn-5Al,当A=1.5 mm、B=40 mm、C=260 mm时,试验效果最好.所以本试验重点研究了喷嘴的进气压力P和高速转盘的旋转速度R对Zn-5Al粉末粒径、粒径分布及形貌的影响,并且在SU1510型扫描电子显微镜(SEM)下进行了观察.试验方案见表1.

表1 喷嘴压力 P和甩盘速度 R对Zn-5Al粉末粒径及粒径分布影响的试验方案
2.2试验结果分析
2.2.1喷嘴压力P对粉末粒径分布的影响
1~5组试验主要探究了此装置中喷嘴压力对产粉率的影响.如图3所示,随着喷嘴压力的增大,Zn-5Al的各个粒径范围的产粉率呈现出上升趋势,尤其是50 μm以下的金属粉末.当喷嘴压力P>0.6 MPa时,产粉率上升非常明显.本试验采用的是非限制性喷嘴结构,所以当喷嘴压力太高时就会出现金属液反喷现象.当喷嘴压力增至1.2 MPa时,从本装置的石英坩埚中出来的金属液出现反喷现象,几乎没有收集到金属粉末.所以如何解决金属液反喷问题将会是本装置下一步改进的重点之一.
2.2.2旋转速度R对粉末粒径分布的影响
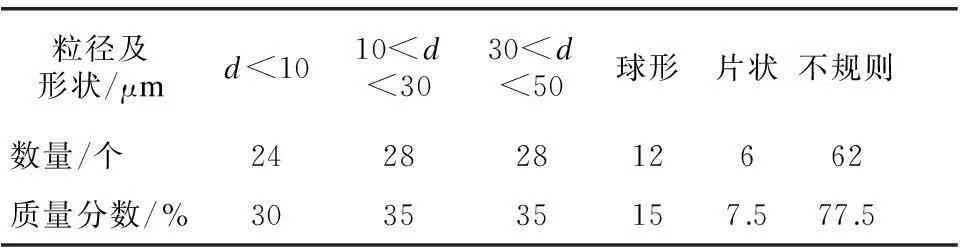
上述的1~5组试验已经证实,此装置在喷嘴压力P=1时制粉效果相对最好.所以在6~10组的探究转盘转速R对粉末粒径的影响试验中,将喷嘴压力设置为1 MPa.如图4所示,随着高速甩盘转速R的增加,各个粒径范围的产粉率总体也呈现出上升趋势.粒径为50 μm 2.2.3SEM下金属粉末的形貌 图3 喷嘴压力对不同粒径粉末产粉率的影响 图4 甩盘转速对不同粒径粉末产粉率的影响 图5为6~10组试验中相应的SEM图.从图中可以看出,粉末的形貌主要以不规则的非球形为主,而且随着转盘的转速增加,细粉颗粒比例有增大趋势.从图6及表2的统计中可以看出,不规则形状占整体的70%左右,d≤10 μm粉末占总体30%左右. 图5 SEM下粉末形貌 粒径及形状/μmd<1010 通过制粉装置的设计制造及工艺参数的调试得出以下结论: (1) 超细金属粉的产粉率随着喷嘴压力的增加有增大趋势,随着高速转盘转速的提高有先增后减的趋势. (2) 使用此装置制备d≤50 μm的金属粉末,使用参数为A=1.5 mm、B=40 mm、C=260 mm、P=1 MPa、R=6 500 r/min. (3) 使用此装置制备50 μm 参考文献: [1]Theilgaard N.Effects of particle size distribution on the properties and processing of ceramics by injection moulding[J].Key Engineering Materials,1991,53-55:394-401. [2]German R M.Importance of particle characteristics in powder injection molding[J].Reviews in Particulate Materials,1993,1:109-160. [3]Qu X H,Gao J X,Qin M L,etal.Application of a wax-based binder in PIM of WC-TiC-Co cemented carbides[J].International Journal of Refractory Metals and Hard Materials,2005,23(4-6):273-277. [4]李涤尘,贺健康,田小永,等.增材制造:实现宏微结构一体化制造[J].机械工程学报,2013,49(6):129-135. [5]乔益民,王家民.3D打印技术在包装容器成型中的应用[J].包装工程,2012,33(22):68-72. [6]王雪莹.3D打印技术与产业的发展及前景分析[J].中国高新技术企业,2012(26):3-5. [7]Rota A,Imgrund P,Petzoldt F.Fine powders give micro producers the cutting edge[J].Metal Powder Report,2004,59(2):14-17. [8]Dowson A R.Atomization dominates powder production[J].Metal Power Report,1999,54(1):15-17. [9]贝多(Beddow J K).雾化法生产金属粉末[M].胡云秀,曹勇家译.北京:冶金工业出版社,1985. [10]German R M.Powder metallurgy science[D].Princeton,NJ:Metal Powder Industries Federation,1984.Effects of particle size distribution on the properties and processing of ceramics by injection moulding[J].Key Engineering Materials,1991,53-55:394-401. [2]German R M.Importance of particle characteristics in powder injection molding[J].Reviews in Particulate Materials,1993,1:109-160. [3]Qu X H,Gao J X,Qin M L,etal.Application of a wax-based binder in PIM of WC-TiC-Co cemented carbides[J].International Journal of Refractory Metals and Hard Materials,2005,23(4-6):273-277. [4]李涤尘,贺健康,田小永,等.增材制造:实现宏微结构一体化制造[J].机械工程学报,2013,49(6):129-135. [5]乔益民,王家民.3D打印技术在包装容器成型中的应用[J].包装工程,2012,33(22):68-72. [6]王雪莹.3D打印技术与产业的发展及前景分析[J].中国高新技术企业,2012(26):3-5. [7]Rota A,Imgrund P,Petzoldt F.Fine powders give micro producers the cutting edge[J].Metal Powder Report,2004,59(2):14-17. [8]Dowson A R.Atomization dominates powder production[J].Metal Power Report,1999,54(1):15-17. [9]贝多(Beddow J K).雾化法生产金属粉末[M].胡云秀,曹勇家译.北京:冶金工业出版社,1985. [10]German R M.Powder metallurgy science[D].Princeton,NJ:Metal Powder Industries Federation,1984.


3 结 论
 猜你喜欢
农业研究与应用(2016年6期)2017-04-15科学与财富(2017年6期)2017-03-19湖北农业科学(2016年24期)2017-03-18价值工程(2017年5期)2017-03-18中国民族民间医药·上半月(2016年11期)2016-12-26佛山陶瓷(2016年11期)2016-12-23考试周刊(2016年66期)2016-09-22中国当代医药(2014年20期)2014-09-03
猜你喜欢
农业研究与应用(2016年6期)2017-04-15科学与财富(2017年6期)2017-03-19湖北农业科学(2016年24期)2017-03-18价值工程(2017年5期)2017-03-18中国民族民间医药·上半月(2016年11期)2016-12-26佛山陶瓷(2016年11期)2016-12-23考试周刊(2016年66期)2016-09-22中国当代医药(2014年20期)2014-09-03
