
高压节流阀的冲蚀磨损机理及其激光熔覆再制造
2015-10-29 02:27薄纪康
中国机械工程 2015年2期
薄纪康
宁波职业技术学院,宁波,315800
高压节流阀的冲蚀磨损机理及其激光熔覆再制造
薄纪康
宁波职业技术学院,宁波,315800
为获取高压节流阀的冲蚀磨损机理并解决其现场应用中的阀芯局部损伤修复问题,进行了高压节流阀的冲蚀磨损试验。在分析冲蚀磨损现象和形貌的基础上,提出了高压节流阀阀芯的冲蚀磨损机理。为恢复高压节流阀阀芯的服役性能,采用铁基合金粉末进行了阀芯的激光熔覆再制造,恢复了阀芯的形状尺寸。再制造阀芯的冲蚀磨损试验结果表明,激光熔覆再制造可恢复高压节流阀的服役性能。
高压节流阀;冲蚀磨损;激光熔覆再制造;铁基合金粉末
0 引言
高压节流阀是石油和天然气开采中的特殊专用设备,用于调节由井底返回的钻井液压力,并向井底提供适当的回压以平衡地层压力,防止井涌、井喷等事故的发生[1-2]。高压节流阀的损坏往往会造成灾难性的后果,因此对其可靠性和安全性要求极高。高压节流阀的工作特点决定其经常承受高压冲击,承受的压力载荷最高可超过100 MPa。冲蚀磨损是高压节流阀的主要失效形式[3]。而高压节流阀的工作条件恶劣,含有大量固体颗粒的高速流体对阀芯形成冲蚀破坏,造成了很大的安全隐患。
目前,高压节流阀被国外垄断,价格高、供货周期长,国产高压节流阀在使用过程中冲蚀磨损失效严重,因此延长高压节流阀的使用寿命具有重要的应用价值。高压节流阀往往因阀芯的冲蚀磨损导致泄漏事故,进行整体更换会大幅增加成本,降低工作效率。高压节流阀阀芯的局部磨损、冲蚀等损伤的修复,一直是高压节流阀现场应用面临的技术难题,目前对高压节流阀的有效修复技术尚未见公开报道。激光再制造技术是一种全新概念的先进修复技术,不仅可使损伤的零部件恢复外形尺寸,还可以使其使用性能达到甚至超过新品的水平,其成本约为新品的50%,并可节能60%、节材70%,是重大工程装备修复新的发展方向[4-5]。激光再制造具有修复精度高、速度快等优点,能缓解资源紧张与资源浪费,减小失效或报废产品对环境的危害[6],创造巨大的经济效益和环保效益。
本文以一种国产高压节流阀为研究对象,进行了高压节流阀的冲蚀磨损试验,分析了阀芯的冲蚀磨损机理,并对阀芯进行了激光熔覆再制造的对比试验研究。
1 高压节流阀冲蚀磨损失效机理
1.1高压节流阀的结构与工作原理
高压节流阀是一种多级降压、高压差调节阀,适用于高温、高压及高压差下的节流和截止,可用于控制含有固体颗粒流体的流量和压力,其结构如图1所示。该高压节流阀由喷嘴、阀芯、节流轴、阀体、阀杆等组成,采用阀座喷嘴、笼形阀套节流轴结构,具有多级节流功能,节流压差大。喷嘴装置在阀座下端,阀芯设置有平衡孔,阀芯套开设有节流孔。阀芯与阀座采用双质密封副将密封部位与节流部位分开,形成前后三级节流。
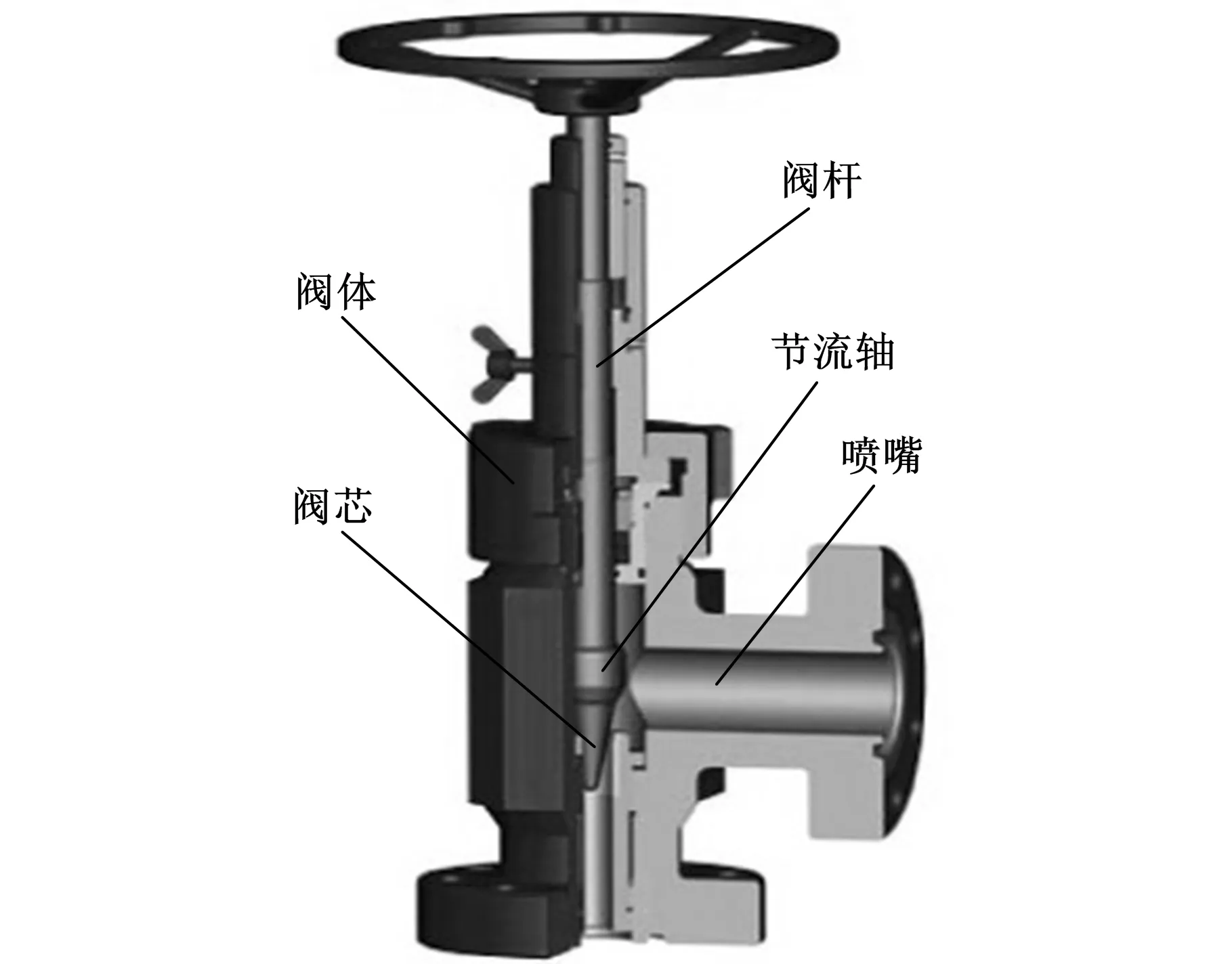
图1 石油钻井用高压节流阀
阀芯在阀杆提升力作用下,上移打开阀芯套节流孔时,流体被喷嘴和节流轴节流后进入阀座内腔,再通过阀芯套开孔部位与阀芯端部的圆柱面形成的节流孔排出。
高压节流阀的额定工作压力可达85 MPa。使用过程中,高压节流阀开关频繁,阀芯经常受到冲击和液体的循环作用,易出现疲劳磨损失效。节流过程中,高速流体对阀芯形成冲蚀作用,导致阀芯的冲蚀磨损失效。
1.2高压节流阀的冲蚀磨损试验
高压节流阀的工作环境恶劣,承受的工作压力很大,同时受到40~50 m/s高速流体的循环冲击。含有大量固体颗粒的高速流体不断冲刷高压节流阀的阀芯,使其受到冲蚀磨损,因而冲蚀磨损是高压节流阀正常工作下失效的主要形式[3]。
为确定高压节流阀的失效机理和失效数据,进行了高压节流阀的冲蚀磨损试验。试验模拟高压节流阀在实际工况下的冲蚀磨损行为。试验采用钻井现场取样的固液混合物,固体颗粒直径d为0.1~0.3 mm。试验在自制的液压冲蚀试验台上进行,流速为50 m/s的固液混合物通过高压泵泵送入高压节流阀。冲蚀磨损试验持续进行15 h,每小时进行1次阀芯的称重和观察,称重前用无水乙醇超声清洗阀芯并吹干;采用精密电子天平测定阀芯的冲蚀磨损质量损失,采用扫描电子显微镜(SEM)观察阀芯表面的冲蚀磨损形貌。
为更进一步表征磨损量,采用冲蚀磨损率来表征阀芯的耐磨性。冲蚀磨损率可分为累积冲蚀磨损率和单位时间冲蚀磨损率,累积冲蚀磨损率W为
(1)
式中,m0为阀芯的初始质量;m′为测量时的阀芯质量;qm为固液混合物的质量流量;t为冲蚀时间。
单位时间冲蚀磨损率E为
(2)
式中,m1、m2分别为每次冲蚀前后的质量。
1.3高压节流阀的冲蚀磨损机理
图2所示为阀芯冲蚀质量损失随时间变化的曲线。由图2可见,0~5 h内,阀芯质量损失较小,且变化率也较小,此阶段为稳定磨损阶段。5 h后,阀芯冲蚀的质量损失急剧增大,变化率也较大,此阶段为快速磨损阶段。由图2的数据分析可知,0~5 h内阀芯的磨损量较小,但随着时间推移,阀芯表面强度因磨损而减弱,在固液两相流的冲刷作用下,磨损区域迅速扩散,阀芯后期的质量损失大于前期的质量损失,说明阀芯后期的磨损较大。高压节流阀的实际使用中,应在冲蚀5 h后关注阀芯的磨损情况。
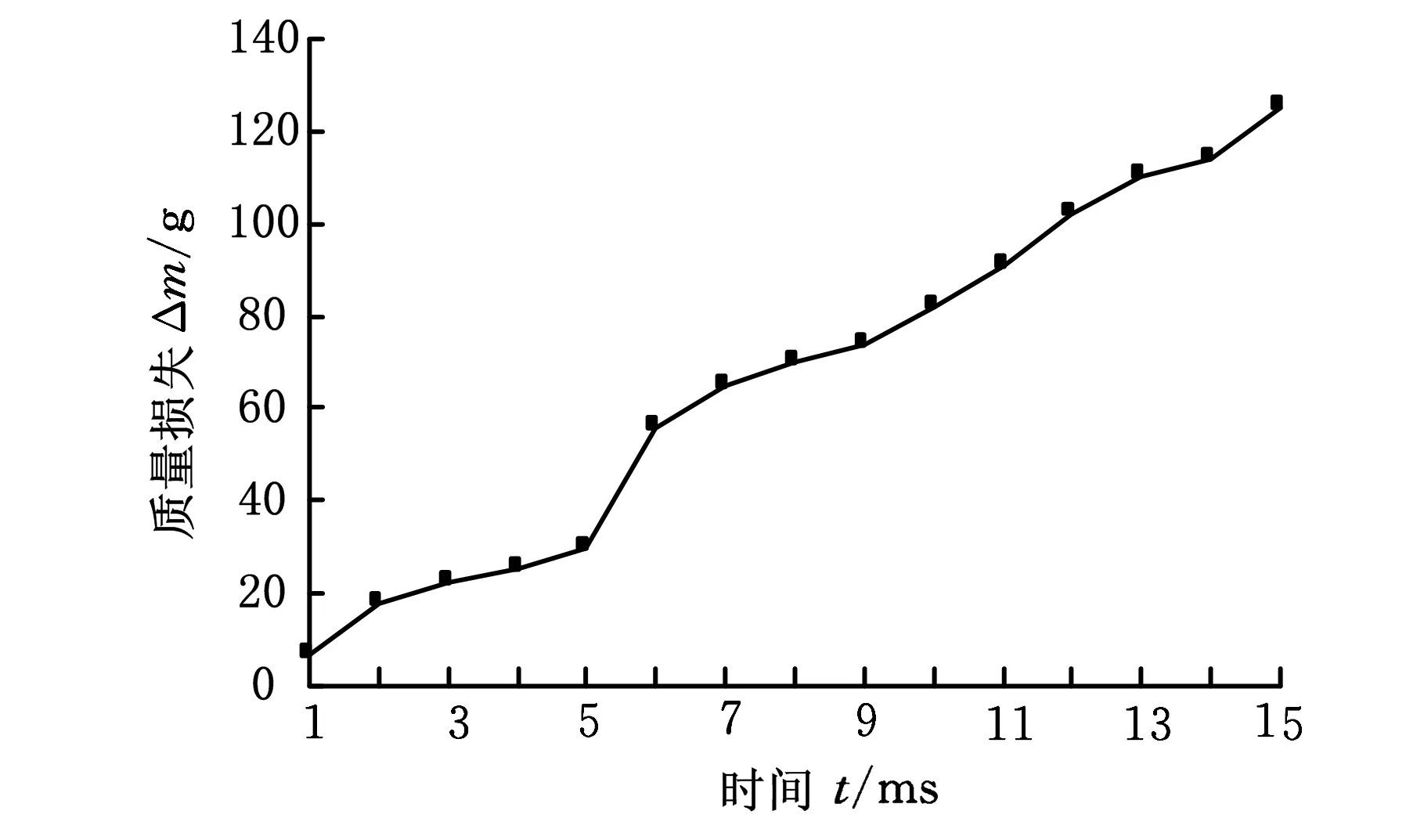
图2 阀芯冲蚀质量损失
由式(2)可知,单位时间冲蚀磨损率E与阀芯冲蚀质量损失m1-m2成正比,因而其变化趋势类似于图2所示曲线的变化趋势。
5 h时的阀芯冲蚀磨损SEM照片如图3所示,此时的阀芯已有一定的剥蚀,但磨损表面相对平整,质地相对紧密,表面强度并无大的变化。15 h时的阀芯冲蚀磨损SEM照片如图4所示,此时的剥蚀已相当严重,阀芯表面材料大幅脱落,表面有微裂纹和凹坑,说明阀芯表面裂纹已进入不稳定扩展阶段[7-8]。
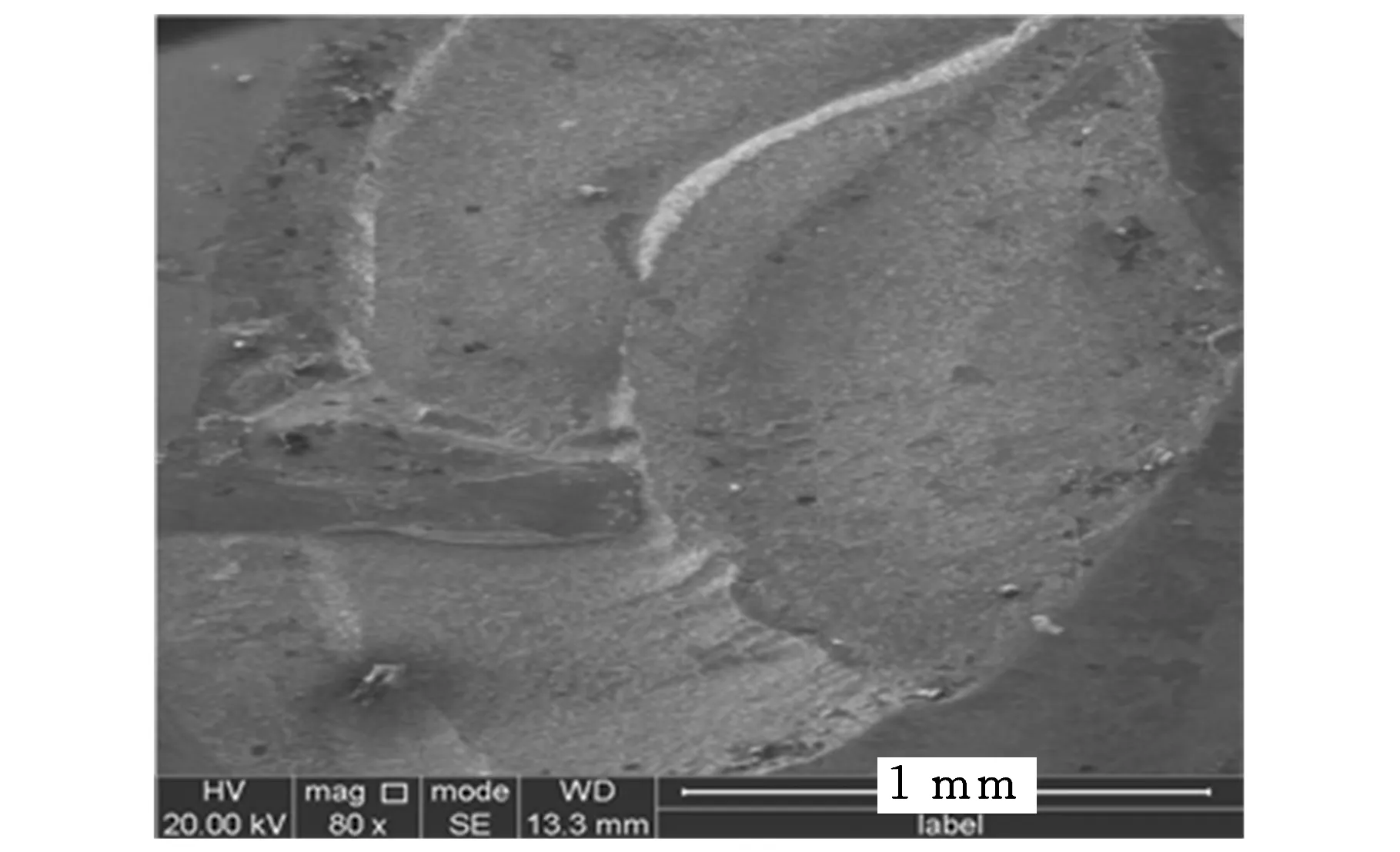
图3 5 h时的阀芯冲蚀磨损SEM照片
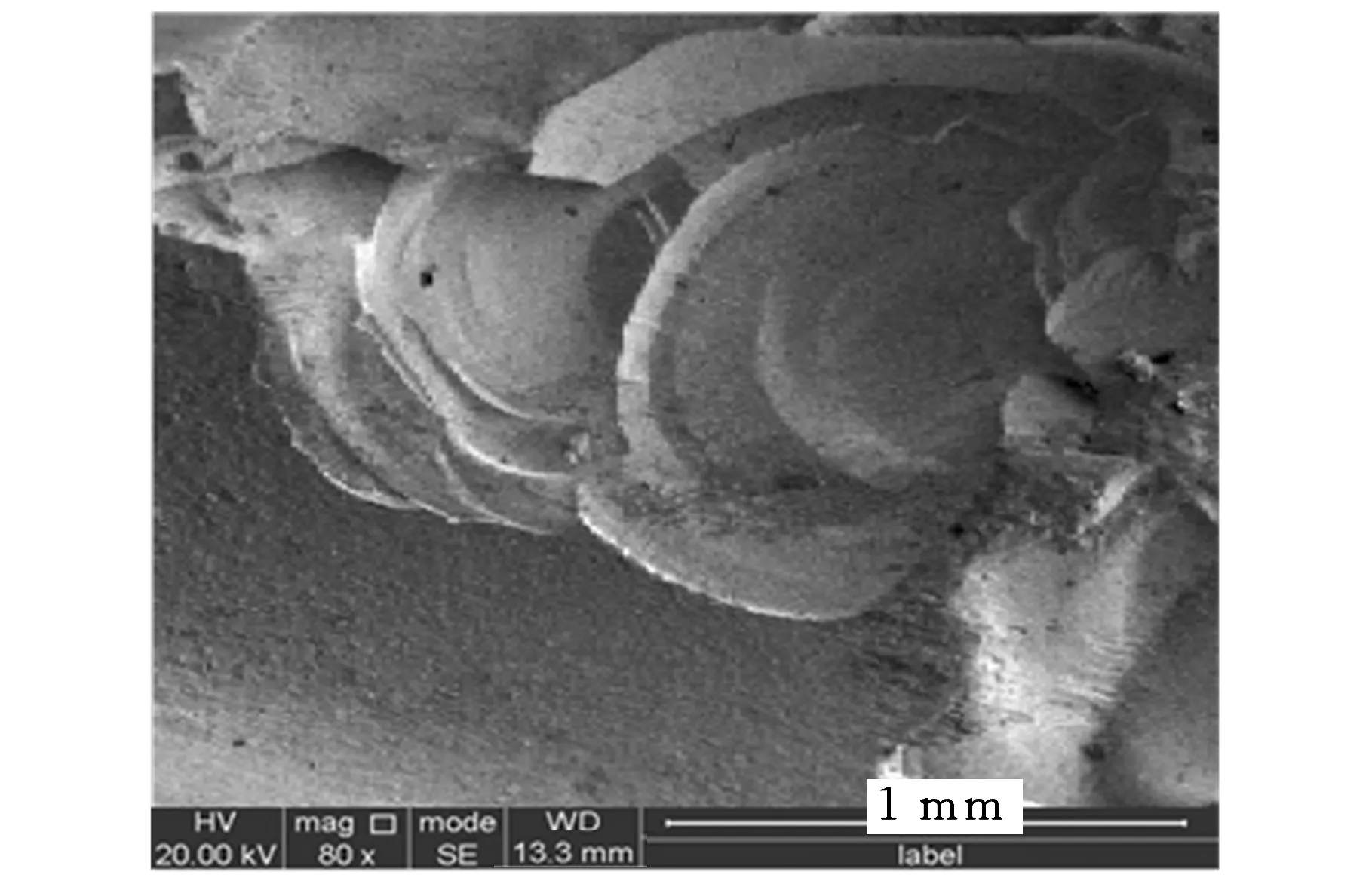
图4 15 h时的阀芯冲蚀磨损SEM照片
阀芯累积冲蚀磨损率如图5所示。由图5可见,累积冲蚀磨损率在0~6 h内变化较为明显,此时处于快速磨损阶段。该阶段的冲蚀磨损率受到表面缺陷、表面平整度及表层材料在冲击载荷作用下发生调整等因素的显著影响[4],阀芯表面的裂纹处于起始萌生阶段。6 h后进入裂纹稳定扩展阶段,裂纹和凹坑同步扩展。
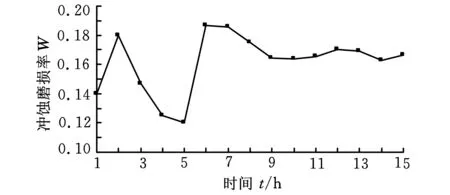
图5 阀芯累积冲蚀磨损率
阀芯的冲蚀磨损具有复杂的机理和形成过程。在阀芯受到固液混合物高压作用时,固体粒子对阀芯表面造成冲击,使得阀芯表面分离出磨屑,阀芯表面形成剥离现象;脆性固体粒子冲击阀芯表面后发生碎裂,碎裂后的固体粒子碎片还会对阀芯产生第2次冲击,即二次冲蚀。因此,根据冲蚀磨损的二次冲蚀理论,阀芯的冲蚀磨损分为2个阶段:固体粒子直接冲击形成的第1次冲蚀磨损、碎裂后的粒子造成的第2次冲蚀。同时,固液混合物成分复杂,对阀芯材料有一定的腐蚀作用,阀芯表面被冲蚀破坏后,阀芯材料将很快发生剥离,阀芯进入快速磨损阶段(如图2的5 h后的曲线所示),裂纹和凹坑也将以很快的速度扩展。
2 高压节流阀激光熔覆再制造
本文采用激光熔覆技术进行高压节流阀阀芯的再制造研究,基体为冲蚀磨损后的高压节流阀阀芯。冲蚀磨损后的阀芯用砂纸打磨以去除氧化层,然后用丙酮溶液清洗后烘干并预热至420℃。激光熔覆材料为铁基合金粉末,粒度为-150~300目。铁基合金粉末的化学成分的质量分数如表1所示。试验前,对粉末进行真空烘干处理,以去除粉末表面吸附的水分。
表1 铁基合金粉末化学成分的质量分数 %
试验采用Nd:YAG固体激光器,利用数控系统控制工作台及激光器,并采用氮气保护。采用直接熔覆方式,即铁基合金粉末直接送入激光束中,同步完成供料和熔覆,熔覆后自然冷却。激光熔覆再制造的激光器功率为1 kW,激光光斑直径为2 mm,保护气体流量为1.2 m3/h,熔覆层厚度为0.4 mm。
阀芯进行激光熔覆再制造后的表面形貌如图6所示,横截面形貌如图7所示。由图6可以看出,熔覆层表面质地紧密平整。探伤结果表明,熔覆层表面未发现裂纹和气孔等缺陷。由图7可见,基体与熔覆层之间无裂纹、气孔等缺陷,界面处具有较窄的灰色结合带,这表明阀芯基体和铁基合金粉末之间形成了良好的冶金结合。阀芯外形与尺寸的测量结果表明,激光熔覆再制造能恢复其原始形状与尺寸。
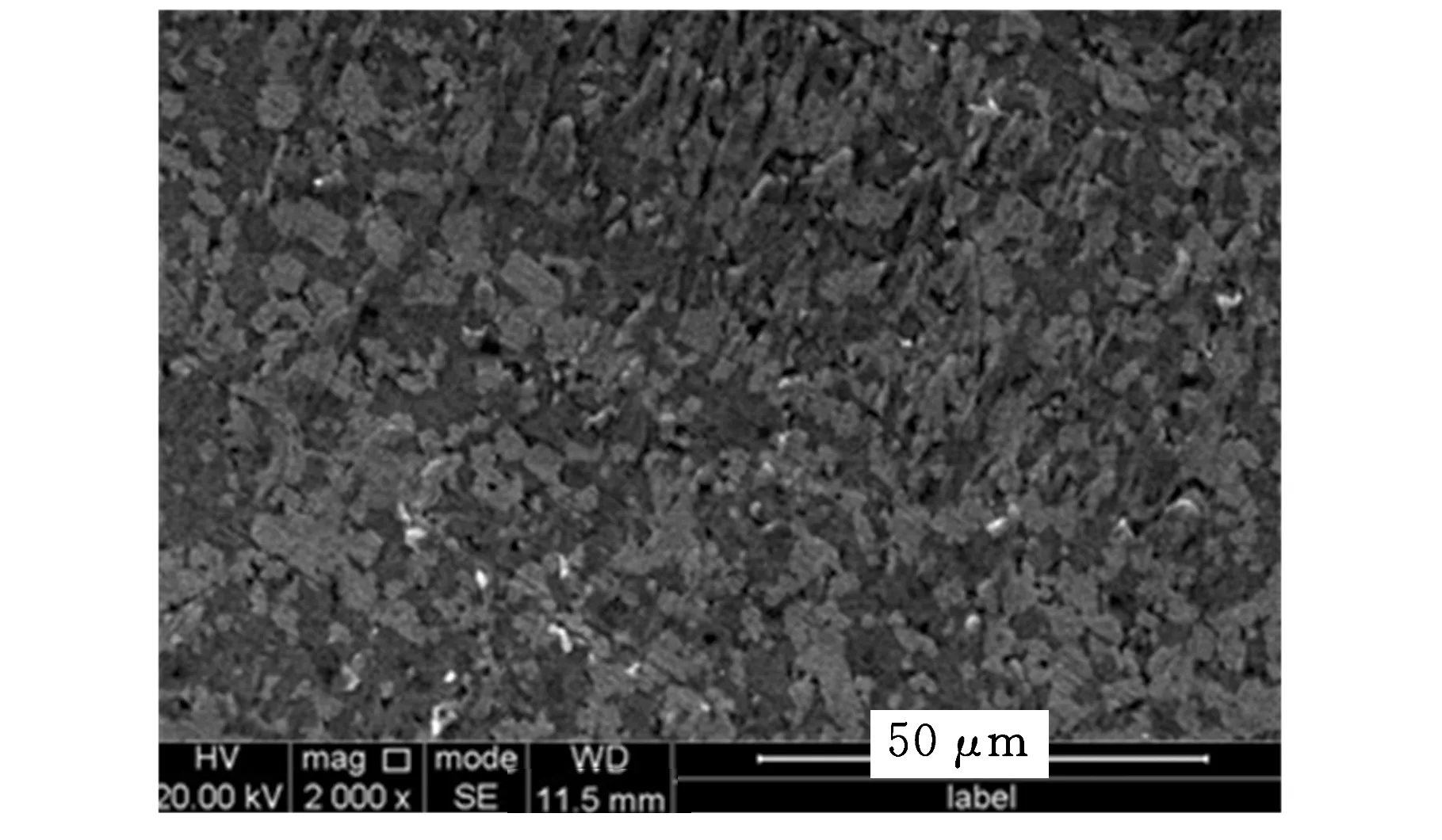
图6 激光熔覆再制造后的表面形貌
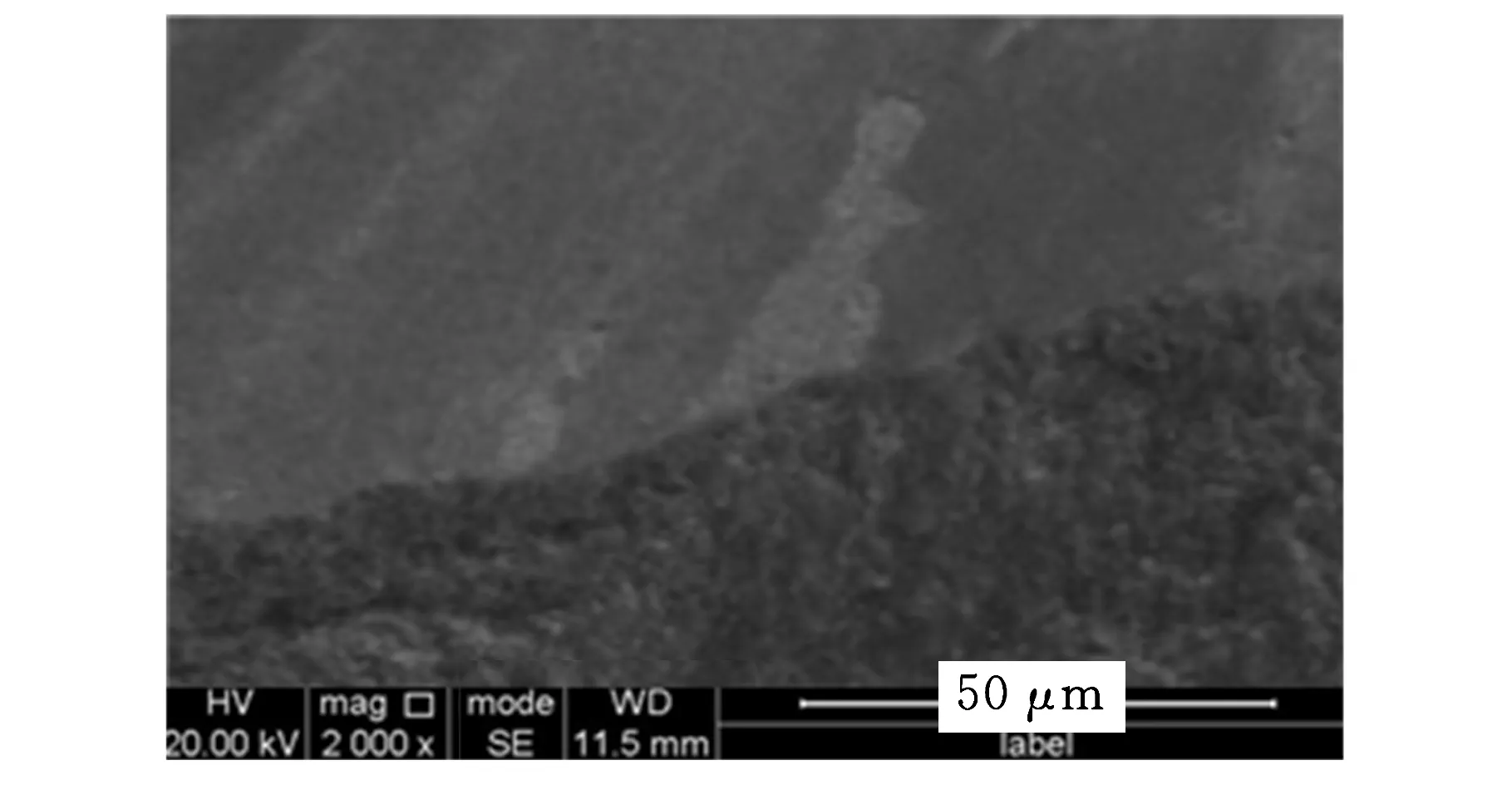
图7 激光熔覆再制造后的横截面形貌
3 高压节流阀激光再制造抗磨损性能试验
为验证高压节流阀激光再制造的冲蚀磨损性能,进行了激光再制造后的抗磨损性能试验,试验条件与前文条件相同,得到的阀芯冲蚀质量损失和累积冲蚀磨损率如图8、图9所示。为方便比较,将激光再制造前后的冲蚀质量损失和冲蚀磨损率分别在同一图上表示。
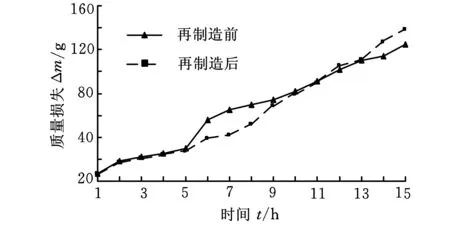
图8 再制造后的阀芯冲蚀质量损失
对比再制造前后的阀芯冲蚀质量损失(图8)可看到,再制造后的阀芯表现了较好的抗冲蚀磨损性能,在阀芯工作的0~8 h内,其冲蚀质量损失变化较小,没有明显的突变,且其冲蚀质量损失小于再制造前的阀芯;工作8 h后,冲蚀质量损失开始有显著增加的趋势,且在最后3h内,冲蚀质量损失大于再制造前的阀芯,说明此时的结合强度降低,导致材料流失严重。由再制造后的阀芯累积冲蚀磨损率(图9)可以看到,累积冲蚀磨损率变化趋势较缓,0~8 h内的累积冲蚀磨损率较为接近,在阀芯工作8h后,累积冲蚀磨损率产生突增,阀芯进入快速磨损阶段。
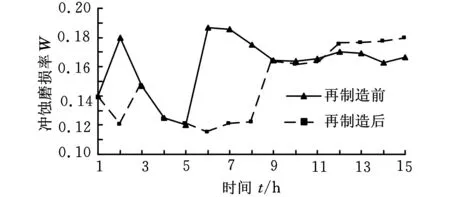
图9 再制造后的阀芯累积冲蚀磨损率
熔覆区的显微硬度曲线如图10所示,可见熔覆层(厚度3 mm)的硬度明显高于阀芯基材的硬度。这主要是由于铁基合金粉末在激光熔覆再制造过程中充分熔融,产生了较多的液相且保持较好的流动性,使得组织致密度较高,因而熔覆层的显微硬度比较高[9-10]。

图10 熔覆区显微硬度曲线
对比试验结果可知,阀芯的激光再制造基本恢复了其服役性能,在阀芯工作的0~8 h内,其性能甚至在一定程度上优于再制造之前,因此,激光再制造是恢复阀芯尺寸和性能的有效手段。
4 结论
(1)进行了高压节流阀的冲蚀磨损试验,分析了阀芯的冲蚀磨损过程和磨损机理。
(2)进行了高压节流阀阀芯激光熔覆再制造的试验研究。再制造后的阀芯表面质地紧密平整,未发现裂纹和气孔等缺陷,形状和尺寸满足设计要求。
(3)阀芯再制造前后的冲蚀磨损试验结果表明,阀芯的激光再制造基本恢复了其服役性能,可有效节约高压节流阀的使用成本。
[1]王德玉,刘绘新,何霞.高压自控液动恒压节流阀的设计[J].石油机械,2005,33(4):19-20.Wang Deyu,Liu Huixin,He Xia.High Pressure Self-control Hydrodynamic Throttle Valve[J].China Petroleum Machinery,2005,33(4):19-20.
[2]张传涛,单代伟,栾金堂,等.高压板式节流阀流固耦合分析[J].石油机械,2007,35(10):37-39.
Zhang Chuantao,Shan Daiwei,Luan Jintang,et al.Fluid-solid Coupling Analysis of High-pressure Orifice Choke Valve[J].China Petroleum Machinery,2007,35(10):37-39.
[3]王德玉,刘清友,何霞.高压节流阀的失效与受力分析[J].天然气工业,2005,25(6):1-3.
Wang Deyu, Liu Qingyou,He Xia.Analysis on Failure and Force of High Pressure Throttle Valve[J].Natural Gas Industry,2005,25(6):1-3.
[4]丁泽良,李剑峰,邓建新,等.水煤浆喷嘴热冲蚀磨损机理研究[J].摩擦学学报,2003,23(5):441-444.
Ding Zeliang,Li Jianfeng,Deng Jianxin,et al.Thermal Erosion Wear Behavior of Nozzles in Coal Water Slurry Burning[J]. Tribology,2003,23(5):441-444.
[5]成细洋,邱长军,张彦.激光熔覆再制造对试件拉伸性能与组织的影响[J].热加工工艺,2012,41(6):93-99.
Cheng Xiyang,Qiu Changjun,Zhang Yan.The Influence of Laser Cladding Remanufacturing on Tensile Properties and Organization of Specimen[J].Hot Working Technology,2012,41(6):93-99.
[6]徐滨士,董世运,朱胜史,等.再制造成形技术发展及展望[J].机械工程学报,2012,48(15):96-105.
Xu Binshi,Dong Shiyun,Zhu Shengshi,et al.Prospects and Developing of Remanufacture Forming Technology[J]. Journal of Mechanical Engineering,2012,48(15):96-105.
[7]Tan Guangyu,Liu Guangjun,Li Guanghui.Adhesive Failure of Grooved Tool in Milling of 3Cr-1Mo-1/4V Steel[J]. International Journal of Materials & Product Technology,2011,42(3/4):219-233.
[8]Tan Guangyu,Liu Guangjun,Li Guanghui.Experimental Study on Adhesive Wear of Milling Insert with Complex Groove[J]. International Journal of Advanced Manufacturing Technology,2009,44(7/8):631-637.
[9]蔡军.基于FGH95镍基高温合金粉末的激光修复基础工艺研究[D].南京:南京航空航天大学,2010.
[10]黄海鸿,刘儒军,张曦,等.面向驱动桥壳再制造的磁记忆无损检测[J].中国机械工程,2013,24(11):1505-1509.
Huang Haihong,Liu Rujun,Zhang Xi,et al.Magnetic Memory Non-destructive Testing(NDT) for Remanufacturing of Drive Axle Housing[J].China Mechanical Engineering,2013,24(11):1505-1509.
(编辑张洋)
Erosion Wear Mechanism and Laser Cladding Remanufacturing of High-pressure Throttle Valves
Bo Jikang
Ningbo Polytechnic,Ningbo,Zhejiang,315800
To solve the problem of erosion wear mechanism and the partial damage repair problems of the valve core in the application of high-pressure throttle valves,this paper performed erosion wear experiments of a high-pressure throttle valve.The erosion wear mechanism of the valve core was presented based on the analysis of erosion phenomena and pattern.To recover the service performance of high-pressure throttle valve,laser cladding remanufacturing of the valve core was conducted by using ferroalloy powder,and the shape and size of the valve core was restored.The erosion wear experiments of the remanufactured high-pressure throttle valve were performed,and the experimental results show that laser cladding remanufacturing can restore the service performance of the high-pressure throttle valve.
high-pressure throttle valve;erosion wear;laser cladding remanufacturing;ferroalloy powder
2013-09-06
工业及信息化部2011年国家重大科技成果转化项目(财建[2011]329号);浙江省高职(高专)专业带头人培养计划资助项目(浙教高科[2007]209号)
TH137.5DOI:10.3969/j.issn.1004-132X.2015.02.023
薄纪康,男,1965年生。宁波职业技术学院工程训练中心副教授。主要研究方向为液压元件设计与制造技术、数控加工技术。发表论文16篇。
猜你喜欢
东北电力技术(2022年7期)2022-08-26
设备管理与维修(2022年9期)2022-07-14
工具技术(2022年5期)2022-07-13
排灌机械工程学报(2022年4期)2022-04-25
石油机械(2022年2期)2022-02-28
动力工程学报(2022年2期)2022-02-22
科技研究·理论版(2021年11期)2021-10-25
油气田地面工程(2021年5期)2021-05-22
湖北农机化(2020年4期)2020-07-24
可再生能源(2020年1期)2020-02-25
