
改性壳聚糖渗透蒸发膜用于酯化反应过程强化
2015-10-14 12:27于胜楠殷新潘福生姜忠义
化工学报 2015年8期
于胜楠,殷新,潘福生,姜忠义
改性壳聚糖渗透蒸发膜用于酯化反应过程强化
于胜楠,殷新,潘福生,姜忠义
(天津大学化工学院,天津 300072;天津化学化工协同创新中心,天津 300072)
壳聚糖(chitosan, CS)作为渗透蒸发膜材料来源广泛、亲水性好,但结构致密、渗透性较低。为改善CS膜的分离性能,将CS与聚醚-聚酰胺嵌段共聚物Pebax 1657共混,涂覆在NaOH水解处理的聚丙烯腈(polyacrylonitrile,PAN)超滤膜表面制备复合膜,用于渗透蒸发醇水分离过程,并进一步用渗透蒸发方法对乳酸-乙醇酯化反应进行强化。Pebax的聚酰胺与聚醚链段分别发挥调节膜结构与促进水跨膜传递的作用,有效地提高了膜分离性能。CS与Pebax质量比为2:1时,渗透蒸发醇水分离性能及对酯化反应强化的性能达到最优:渗透通量703 g·m-2·h-1、分离因子308,较未改性CS膜分别提高61%、65%;反应8 h后的乳酸乙酯产率由58%提高至73%。
聚合物;共混;膜;渗透蒸发;酯化
引 言
乳酸乙酯作为一种高效、环保的有机溶剂,在半导体、感光材料、涂料、纺织、食品等领域具有较高应用价值[1-2]。乳酸乙酯通常是由乳酸与乙醇在酸催化条件下发生酯化反应制备的,反应为
CH3CH(OH)COOHC2H5OHCH3CH(OH)COOC2H5H2O (1)
受化学平衡影响,酯化反应的产率较低。从反应混合物中实时分离出副产物水,可使平衡正向移动,提高产率。将水从反应混合物中分离的各种方法中,渗透蒸发方法具有绿色、高效、节能、工艺简单的优点,且可在线实时操作[3-5]。
在酯化反应与渗透蒸发的耦合过程中,膜是重要的影响因素之一,较高的膜分离性能有助于提高酯的产率。目前用于酯化反应-渗透蒸发耦合过程的膜材料可分为无机膜与有机膜两类:无机膜有T型分子筛[6]、NaA型分子筛[7],有机膜有壳聚糖[8]、PervapTM2201[2]、MatrimidTM5218[5]、GFT-1005[9]、聚苯醚[10]、磷酸酯化聚乙烯醇[11]。无机膜具有较高的分离性能及良好的稳定性,但在大规模的应用中常受到结构缺陷方面的严重制约,且成本较高。有机膜具有成膜性好、成本较低、易放大等优点,得到了广泛应用。在上述有机膜材料中,壳聚糖(chitosan,CS)是甲壳素脱乙酰化的最简、最常见产物,是一种天然的线型多糖高分子,具有来源广泛、对环境友好、亲水性好的优点,有良好的应用前景[12-13]。但由于链段间氢键的作用,壳聚糖的结晶度较高,结构致密,渗透性较低,难以满足脱除酯化反应中生成的较大量水的需求。解决该问题的方法有共混、交联[14]、络合[15]、接枝[16]、制备杂化膜[17]等。其中,共混具有简便、可控、易加工的优点,可结合不同种类高分子的优点以获得优化的性能[18]。目前与壳聚糖共混的高分子有聚乙烯吡咯烷酮、聚环氧乙烷[18]、聚酰胺[19]、聚乙烯醇[20]、羟乙基纤维素[21]、明胶[22]、魔芋胶[23]等,但现有研究通常采用单一高分子,调控的程度有限。
聚醚与聚酰胺的嵌段共聚物PebaxTM(poly ether--amide)是一种亲疏水性可调的成膜高分子,具有柔性的聚醚段与刚性的聚酰胺段。Pebax与壳聚糖共混时,聚酰胺段与壳聚糖形成新的氢键以破坏壳聚糖的晶区,聚醚段提高高分子链段的柔性,调控膜的自由体积特性,提高膜的渗透性[24]。本研究用亲水性的Pebax 1657与壳聚糖共混以提高壳聚糖膜的渗透蒸发脱水性能,并将其用于强化乳酸与乙醇的酯化反应,考察共混比例及操作条件对乳酸乙酯产率的影响。酯化反应的催化剂为自制的固体超强酸催化剂,克服了硫酸等均相催化剂难以从反应体系中分离的缺点,减轻了对膜和设备的腐蚀,污染小、选择性高、便于回收[25-26]。
1 实验材料和方法
1.1 原料
1.1.1 膜制备用原料 壳聚糖(脱乙酰度91%)购自浙江金壳生物化学有限公司,Pebax 1657购自法国Arkema公司,聚丙烯腈(polyacrylonitrile,PAN)平板超滤膜片(截留分子量5万)购自上海蓝景膜技术工程有限公司,戊二醛、盐酸、乙酸、氢氧化钠购自天津市江天统一科技有限公司,乙醇购自天津市光复精细化工研究所。
1.1.2 催化剂制备用原料 金红石型TiO2购自上海珠尔纳高新粉体材料有限公司,浓硫酸购自固安县新光化工试剂厂。
1.1.3 酯化反应及渗透蒸发实验用原料 乳酸、乳酸乙酯、环己酮购自天津市江天统一科技有限公司。
上述试剂除注明外均为分析纯试剂,实验中使用的水为去离子水。
1.2 膜的制备
1.2.1 PAN支撑层的水解 将PAN超滤膜剪成10 cm×10 cm的方块,浸入水中48 h以除去孔道内的甘油。将膜片浸入50℃的2 mol·L-1NaOH溶液 3 h,再浸入室温的2 mol·L-1HCl溶液10 min,用水洗净晾干。
1.2.2 CS-Pebax共混膜的制备 将一定质量的CS粉末加入质量分数为2%的乙酸溶液中,在80℃水浴中搅拌1 h至CS溶解,冷却至室温;另将一定质量的Pebax颗粒加入乙醇与水质量比7:3的混合溶剂中,在80℃水浴中回流搅拌2 h至Pebax溶解,冷却至室温。分别称取不同质量比的CS与Pebax铸膜液混合均匀,搅拌0.5 h,加入一定量的交联剂戊二醛,使CS重复单元与戊二醛的摩尔比为30:1。继续搅拌1 h,将铸膜液过滤、静置脱泡,倾倒在PAN基膜表面,刮制成膜,室温干燥24 h。
制得的共混膜按CS与Pebax的质量比分别记为CS-Pebax(3:1)、CS-Pebax(2:1)、CS-Pebax(1:1)。
1.3 膜的表征
制得的共混复合膜的断面形貌由扫描电子显微镜(SEM)表征,本研究采用Philips公司XL30-ESEM扫描电镜。
1.4 渗透蒸发实验
膜的分离性能由渗透蒸发乙醇脱水实验取得。实验在渗透蒸发实验装置[27]上进行,原料液为乙醇与水质量比9:1的混合液,流速60 L·h-1、温度 80℃,膜下游侧压力低于0.3 kPa,有效膜面积28 cm2。原料液与透过液的组成由HP4890型气相色谱仪测定,色谱柱为填充柱,担体型号GDX102,温度设定为进样器220℃、柱箱180℃、热导检测器250℃。
膜分离性能由渗透通量(g·m-2·h-1)、分离因子表示
式中,为实验时间内收集到的透过液质量,g;为有效膜面积,m2;为实验时间,h。
式中,、分别为原料液与透过液中组分的质量分数,下角标W、E分别表示水与乙醇。
1.5 催化剂的制备
将TiO2粉末在1 mol·L-1的硫酸中浸泡3 h,用量为每1 g TiO2需10 ml硫酸。将粉末离心分离、40℃真空干燥,然后在马弗炉中于400℃条件下焙烧4 h[28]。
1.6 渗透蒸发-酯化反应耦合实验
渗透蒸发-酯化反应耦合过程在自建的间歇式反应装置[8]上进行。反应器出料口设有过滤网以防催化剂黏附在膜表面。将乙醇与催化剂加入反应器,加热至设定温度(80℃),由水浴控制操作温度的波动不超过0.5℃。另将乳酸加热至设定温度后加入反应器,开启搅拌装置及料液循环泵(流速60 L·h-1),记录起始时刻。每隔一定时间取出反应液样品,迅速用冰水混合物冷却以使反应终止,加入环己酮作为内标物,混合均匀、过滤后用气相色谱分析各组分含量。
乳酸乙酯的产率表示为
式中,e与c分别为乳酸乙酯的实际产量与理论产量,g。
2 实验结果与讨论
2.1 膜的表征
图1 (a)为CS-Pebax(2:1)/PAN复合膜断面SEM图像、(b)为CS-Pebax(2:1)均质膜断面SEM图像,可见膜表面均匀平整,断面没有明显的宏观相分离,复合膜活性分离层的厚度约为10 μm。
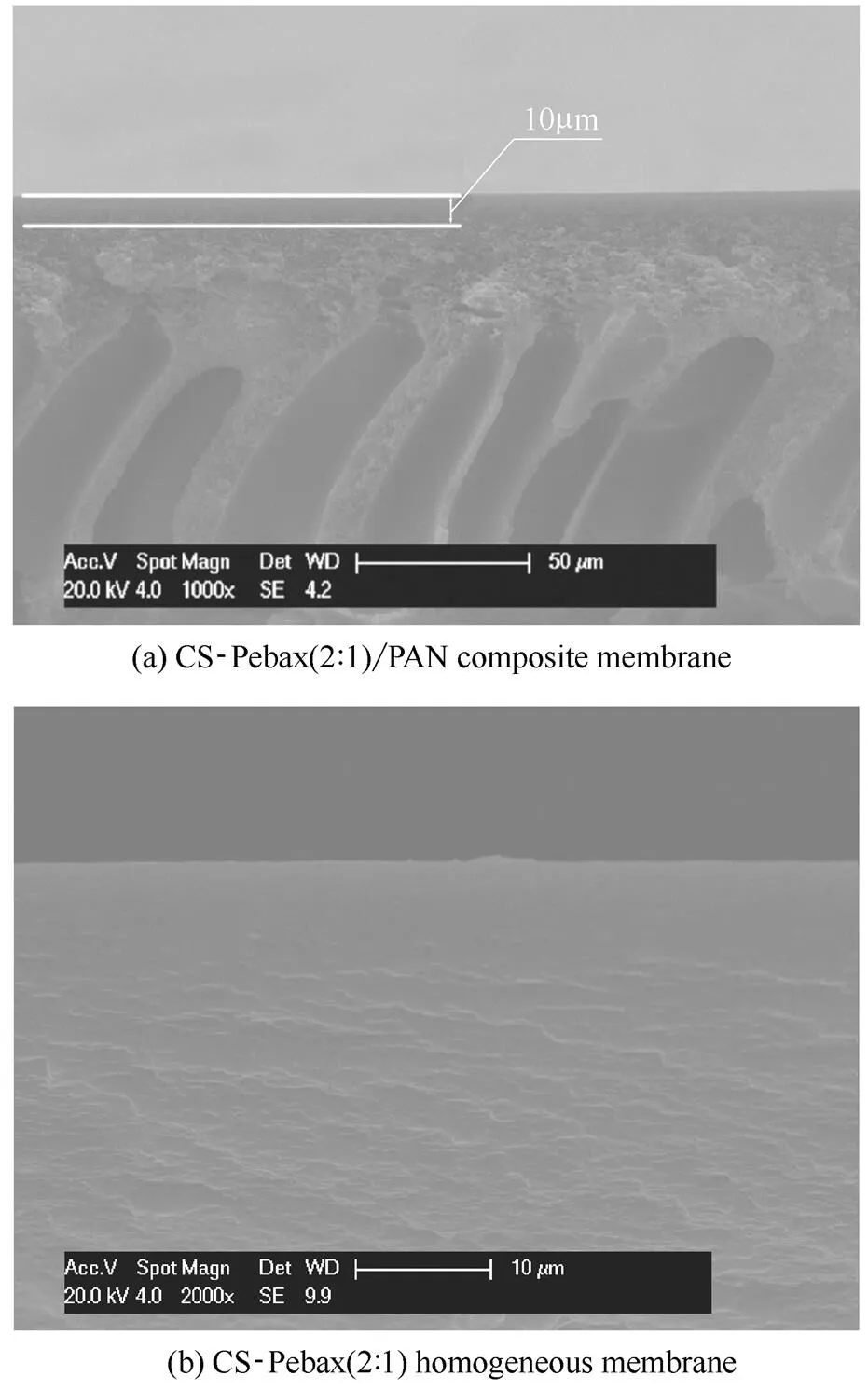
图1 膜断面SEM图像
2.2 渗透蒸发实验
2.2.1 PAN基膜水解处理的影响 对PAN基膜进行水解处理,可使基膜表面的部分氰基转化为羧基,与壳聚糖链段上的氨基发生静电作用,提高复合膜界面的结合强度,提高膜的稳定性。
图2显示了由未水解PAN基膜制备的共混膜的渗透蒸发性能,膜的通量可达到2000 g·m-2·h-1以上,但分离因子在20以下,分离性能较低,且CS分离层易与PAN支撑层剥离。
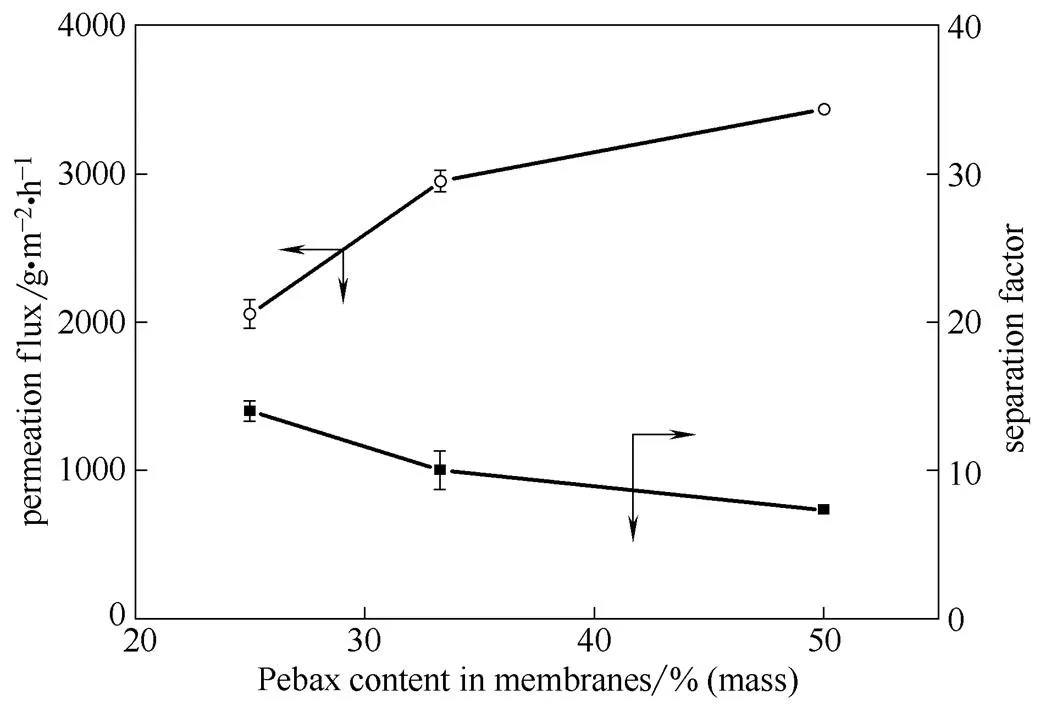
图2 由未水解PAN基膜制备的CS-Pebax共混膜的渗透蒸发性能
2.2.2 共混比例的影响 图3显示了共混比例对膜的渗透蒸发性能的影响。随Pebax含量增大,共混膜的通量持续升高,而选择性呈现先升高后降低的趋势。通量升高是因为Pebax的聚酰胺硬段增大了壳聚糖膜的自由体积分数[24]。选择性升高是因为Pebax亲水性的聚醚软段有利于水分子的透过,以及膜中对选择性有贡献的自由体积孔穴直径[24]由CS空白膜的0.428 nm增大至CS-Pebax(2:1)共混膜的0.516 nm,介于水与乙醇的分子动力学直径(分别为0.26、0.52 nm)之间,使水更容易透过膜而乙醇不易透过。Pebax的共混比例进一步提高,自由体积孔穴直径增大至0.530 nm,大于乙醇分子尺寸,使乙醇更容易透过膜、选择性降低。当CS-Pebax共混比例为2:1时,取得最佳的分离性能:通量703 g·m-2·h-1、分离因子308,较未改性的CS对照膜分别提高61%、65%。文献报道的壳聚糖膜渗透蒸发乙醇脱水性能列于表1,可见本研究制备的膜具有较好的分离性能。
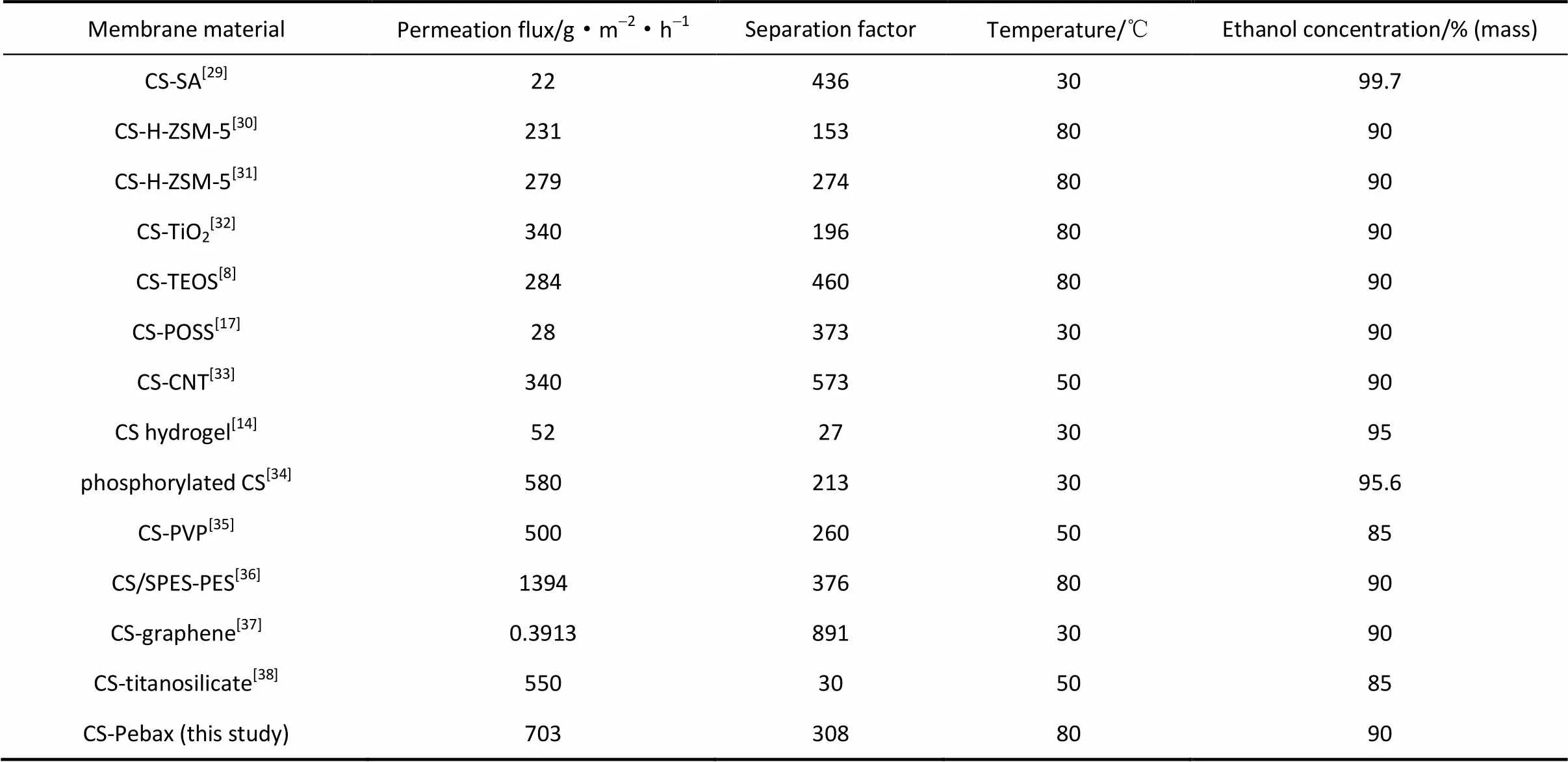
表1 壳聚糖渗透蒸发膜的乙醇脱水性能
Note: SA is short for sodium alginate, TEOS is short for tetraethyl orthosilicate, POSS is short for polyhedral oligomeric silsesquioxane, CNT is short for carbon nanotube, PVP is short for polyvinyl pyrrolidone, SPES is short for sulfonated polyethersulfone.
2.2.3 操作温度的影响 图4显示了操作温度对CS-Pebax(2:1)膜渗透蒸发性能的影响,可见随温度升高,膜的通量与选择性均增加,水通量显著增加而乙醇通量几乎不变。这是因为随操作温度升高,高分子链段运动性增强、渗透分子热运动增强使膜结构变疏松、渗透推动力增加,使得渗透通量增加;对膜选择性有贡献的自由体积孔穴尺寸增加(仍小于乙醇分子尺寸),使水更容易透过膜而乙醇仍不易透过,从而使分离因子增大。
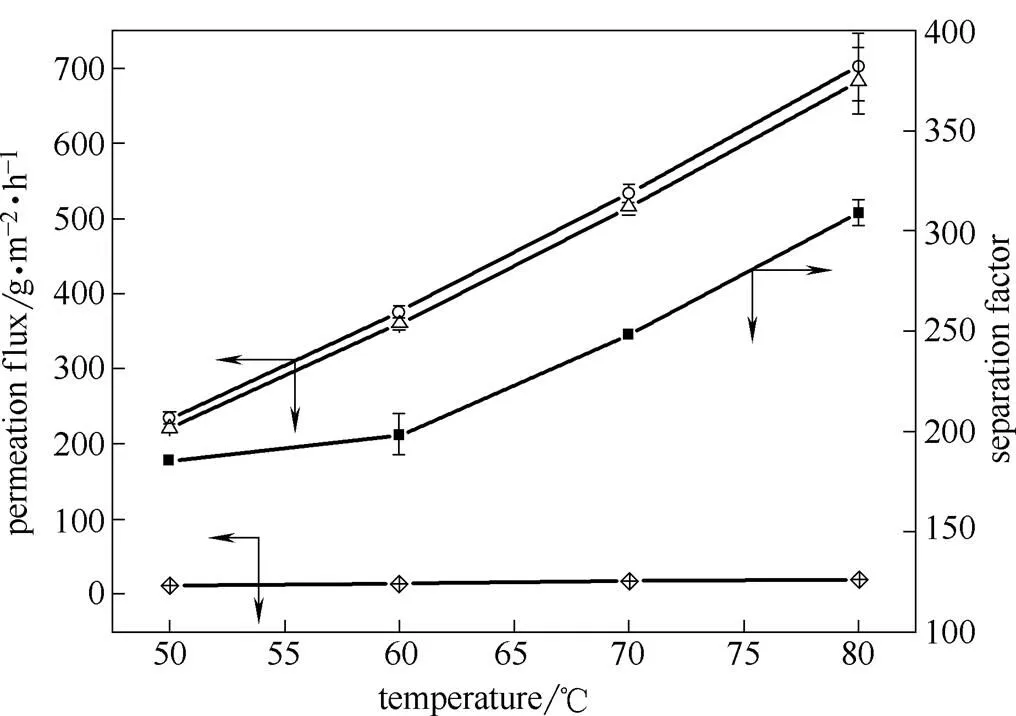
图4 操作温度对CS-Pebax(2:1)膜分离性能的影响

图5 水与乙醇的分通量与操作温度的Arrhenius关系
图5显示了渗透分子的分通量与操作温度的Arrhenius关系,可表示为
式中,J表示组分的分通量;为指前因子;为表观活化能,kJ·mol-1;为摩尔气体常数;为热力学温度,K。
由lnJ与1/的线性关系可得水与乙醇跨膜渗透的表观活化能分别为31.55与11.78 kJ·mol-1,表明水的跨膜传递对操作温度的变化更敏感,在较高温度下更容易[39-40],使选择性随操作温度升高而增加。
2.2.4 原料液水含量的影响 图6显示了原料液水含量对CS-Pebax(2:1)膜渗透蒸发性能的影响,可见随着原料液水含量增加,通量持续增加而选择性呈现先升高而后略有降低的趋势。当原料液水含量较低时,提高水含量可提高膜上游侧水分压,使水的传质推动力增加、乙醇的传质推动力减小;水还可溶胀高分子交联网络,降低水的传质阻力,从而使选择性提高[41]。原料液水含量继续增加,膜的高分子网络因过度溶胀而损失了优先透过水的能力,使选择性降低。

图6 原料液水含量对CS-Pebax(2:1)膜分离性能的影响
2.3 渗透蒸发-酯化反应耦合实验
本研究系统地考察了催化剂、渗透蒸发过程、操作温度、反应物配比等因素对乳酸乙酯产率的 影响。
2.3.1 催化剂及渗透蒸发对反应的强化 本节中,CS与Pebax共混比2:1,操作温度80℃,催化剂相对于乳酸的用量为2%(质量分数),乙醇与乳酸的初始摩尔比E/L2。由于乳酸的成本高于乙醇,为提高乳酸的转化率,通常要使乙醇过量。
图7显示了制备的催化剂及渗透蒸发过程对乳酸乙酯产率的影响。可见不加催化剂时反应速率低、产率低,在反应8 h后仍只有40%。加入催化剂后,反应速率有了显著的提高,反应3 h即达到平衡状态。引入渗透蒸发过程进行耦合,实时脱除副产物水,可以使化学平衡正向移动,反应8 h后乳酸乙酯的产率由58%提高至73%。
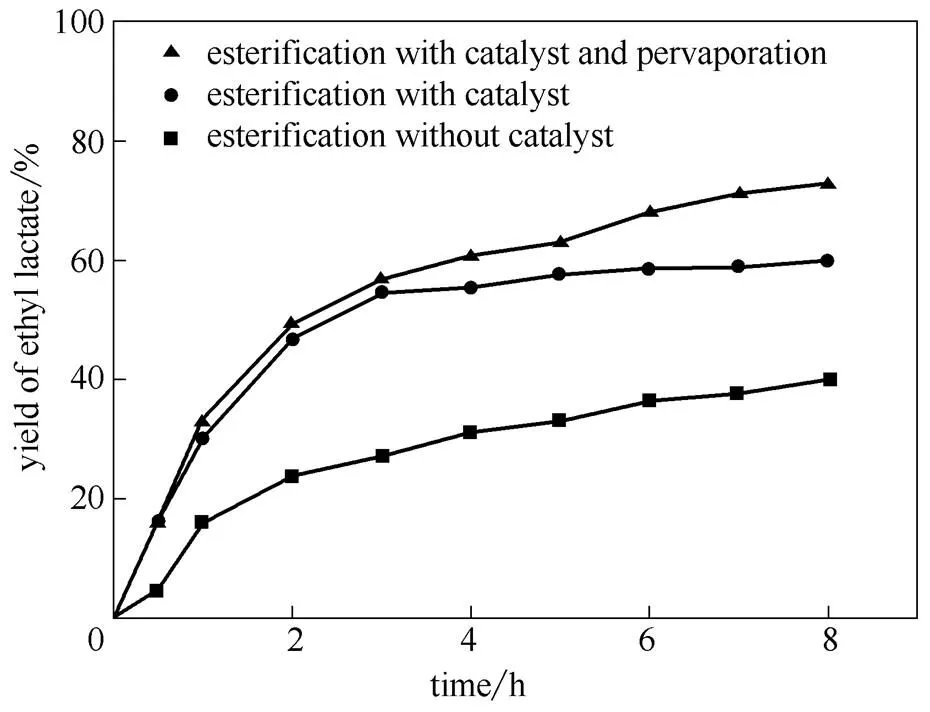
图7 催化剂及渗透蒸发过程对乳酸乙酯产率的影响

图8 渗透蒸发强化酯化反应混合物各组分浓度
图8显示了渗透蒸发强化条件下的酯化反应混合物中各组分的浓度随反应时间的变化情况。可见随着反应的进行,反应物的浓度持续降低、目标产物乳酸乙酯的浓度持续升高,而副产物水的浓度被控制在较低的水平,渗透蒸发减轻了副产物水对正反应的抑制作用。
图9显示了催化剂及渗透蒸发过程对酯化反应混合物水含量的影响,可见在没有渗透蒸发实时脱水的条件下,反应混合物的水含量随反应进行而持续增加;渗透蒸发过程可有效降低反应体系水含量。
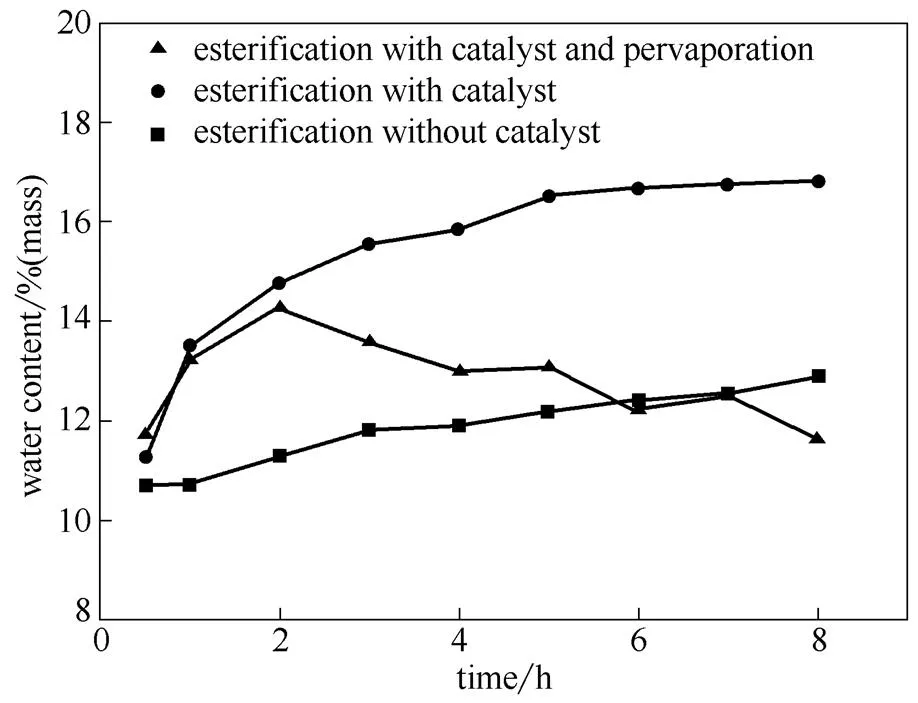
图9 催化剂及渗透蒸发对酯化反应混合物水含量的影响
2.3.2 操作温度的影响 本节中CS与Pebax共混比2:1,催化剂用量2%(质量分数),E/L2。
图10显示了操作温度对乳酸乙酯产率的影响。提高温度有助于提高反应速率、缩短反应时间,且有助于保持较高的渗透蒸发脱水性能。本研究中酯化反应的正、逆反应活化能分别为27.37和51.98 kJ·mol-1[42],可知升高操作温度对逆反应的促进作用大于对正反应的促进作用,不利于酯化反应进行,且可能使反应体系焦化、积炭,因此操作温度不宜再继续升高。

图10 操作温度对乳酸乙酯产率的影响
2.3.3 催化剂用量的影响 本节中CS与Pebax共混比2:1,操作温度80℃,E/L2。
图11显示了催化剂用量对乳酸乙酯产率的影响。增加催化剂用量可增加单位时间内与反应物接触的活性位数量,提高反应速率,但不能改变化学平衡状态。催化剂用量4%(质量分数)条件下,反应8 h后的乳酸乙酯产率为80%。

图11 催化剂用量对乳酸乙酯产率的影响
2.3.4 醇酸摩尔比的影响 本节中CS与Pebax共混比2:1,操作温度80℃,催化剂用量4%(质量分数)。
图12显示了反应物乙醇与乳酸的配比对乳酸乙酯产率的影响。E/L由2增加至3,乙醇的浓度增大而使化学平衡正向移动,乳酸的转化率提高,反应8 h时乳酸乙酯的产率由80%提高至89%。E/L继续增加至4,一方面反应混合物中乳酸浓度的降低抵消了乙醇浓度增加对酯化反应的促进作用,另一方面反应开始阶段水的浓度随乙醇浓度增加而降低了影响渗透蒸发脱水的能力,使渗透蒸发强化酯化反应的能力减弱,因而反应8 h时乳酸乙酯的产率降至84%。此外,E/L超过理论值1过多是不经济的,会增大后续分离操作的负荷,并造成乙醇的浪费。
3 结 论
(1)利用Pebax通过共混方法对壳聚糖膜进行改性,制备了以水解PAN为基质的复合膜用于渗透蒸发乙醇脱水及渗透蒸发强化的乳酸-乙醇酯化反应过程,考察了操作温度、水含量等因素对膜分离性能及乳酸乙酯产率的影响。
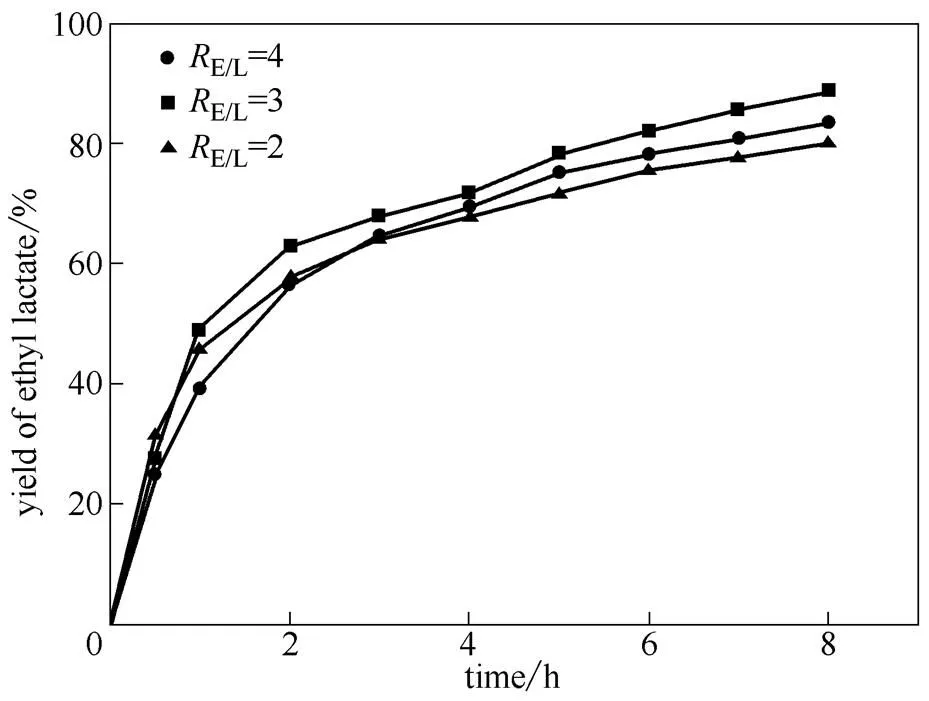
图12 醇酸摩尔比对乳酸乙酯产率的影响
(2)Pebax的聚酰胺段与聚醚段分别发挥调节膜结构和促进水分子传递的作用,有效地提高了壳聚糖膜的渗透蒸发乙醇脱水性能。当CS与Pebax的质量比为2:1时,共混膜的分离性能最高:渗透通量703 g·m-2·h-1、分离因子308,较未改性的CS对照膜分别提高61%、65%。
(3)渗透蒸发与酯化反应耦合,可实时脱除反应的副产物水,使化学平衡正向移动,将目标产物乳酸乙酯在反应8 h后的产率由58%提高至73%。通过调节催化剂用量及反应物配比进一步强化反应过程,乳酸乙酯产率可提高至89%。
符 号 说 明

A——Arrhenius方程指前因子,g·m-2·h-1 a——有效膜面积,m2 E——表观活化能,kJ·mol-1 J——渗透通量,g·m-2·h-1 Ji——组分i的渗透通量,g·m-2·h-1 mc——乳酸乙酯理论产量,g me——乳酸乙酯实际产量,g Q——透过液质量,g R——摩尔气体常数,R8.3145 J·mol-1·K-1 RE/L——初始醇酸摩尔比 T——热力学温度,K t——实验时间,h xE——原料液中乙醇的质量分数 xW——原料液中水的质量分数 Y——乳酸乙酯的产率,% yE——透过液中乙醇的质量分数 yW——透过液中水的质量分数 α——分离因子 下角标 c——理论 E——乙醇 E/L——乙醇/乳酸 e——实际 W——水
[1] Gao Jing (高静), Zhou Liya (周丽亚), Zhao Xueming (赵学明), Huang Zhihong (黄志红), Liu Chunjiang (刘春江). Synthesis of ethyl lactate by catalytic distillation [J].() (化工学报), 2006, 57 (11): 2638-2641.
[2] Delgado P, Sanz M T, Beltrán S, Núñez L A. Ethyl lactate productionesterification of lactic acid with ethanol combined with pervaporation [J]., 2010, 165 (2): 693-700.
[3] Kong Qingqing (孔晴晴), Zhang Chun (张春), Wang Xuerui (王学瑞), Gu Xuehong (顾学红). Preparation of MFI zeolite membranes in fluoride media and separation performance for ethanol/water mixture [J].(化工学报), 2014, 65 (12): 5061-5066.
[4] Wu Hong, Lu Xia, Li Xianshi, Li Yifan, Zhao Cuihong, Jiang Zhongyi. Enhancing structural stability and pervaporation performance of composite membranes by coating gelatin onto hydrophilically modified support layer [J]., 2014, 22 (1): 19-27.
[5] Sorribas S, Kudasheva A, Almendro E, Zornoza B, de la Iglesia Ó, Téllez C, Coronas J. Pervaporation and membrane reactor performance of polyimide based mixed matrix membranes containing MOF HKUST-1 [J]., 2015, 124: 37-44.
[6] Tanaka K, Yoshikawa R, Cui Ying, Kita H, Okamoto K. Application of zeolite membranes to esterification reactions [J]., 2001, 67 (1/3): 121-125.
[7] Jafar J J, Budd P M, Hughes R. Enhancement of esterification reaction yield using zeolite A vapour permeation membrane [J]., 2002, 199 (1/2): 117-123.
[8] Ma Jing, Zhang Minhua, Lu Lianyu, Yin Xin, Chen Jing, Jiang Zhongyi. Intensifying esterification reaction between lactic acid and ethanol by pervaporation dehydration using chitosan-TEOS hybrid membranes [J]., 2009, 155 (3): 800-809.
[9] Benedict D J, Parulekar S J, Tsai S P. Esterification of lactic acid and ethanol with/without pervaporation [J]., 2003, 42 (11): 2282-2291.
[10] Penkova A, Polotskaya G, Toikka A. Pervaporation composite membranes for ethyl acetate production [J]., 2015, 87: 81-87.
[11] Wang Lefu (王乐夫), Li Xuehui (李雪辉). Study on pervaporation- esterification reaction coupled membrane process [J].:(华南理工大学学报: 自然科学版), 1998, 26 (11): 46-51.
[12] Li Junhong (李俊宏), Xu Yuting (徐玉婷), Tang Chengli (唐成黎), Liu Xiong (刘雄), Tan Yunfei (谭芸妃), Dong Lichun (董立春). Preparation and characterization of sulfonated crosslinked chitosan resin as solid acidic catalyst [J].(化工学报), 2013, 64 (5): 1635-1641.
[13] Wang Sisi (王思思), Ying Xiaoguang (英晓光), Zhang Weiying (张卫英), Li Xiao (李晓). Preparation and properties of spherical chitosan hydrogel crosslinked with L-cystine for Cu2+adsorption [J].(化工学报), 2013, 64 (9): 3437-3445.
[14] Zielińska K, Kujawski W, Chostenko A G. Chitosan hydrogel membranes for pervaporative dehydration of alcohols [J]., 2011, 83: 114-120.
[15] Veiga I G, Moraes  M. Study of the swelling and stability properties of chitosan-xanthan membranes [J]., 2012, 124 (S1): E154-E160.
[16] Varghese J G, Kittur A A, Rachipudi P S, Kariduraganavar M Y. Synthesis, characterization and pervaporation performance of chitosan--polyaniline membranes for the dehydration of isopropanol [J]., 2010, 364 (1/2): 111-121.
[17] Xu Dan, Loo L S, Wang K. Pervaporation performance of novel chitosan-POSS hybrid membranes: effects of POSS and operating conditions [J].:, 2010, 48 (21): 2185-2192.
[18] Li J, Zivanovic S, Davidson P M, Kit K. Characterization and comparison of chitosan/PVP and chitosan/PEO blend films [J]., 2010, 79 (3): 786-791.
[19] Shieh J J, Huang R Y M. Chitosan/-methylol nylon 6 blend membranes for the pervaporation separation of ethanol-water mixtures [J]., 1998, 148 (2): 243-255.
[20] Li Bingbing, Xu Zhenliang, Alsalhy Qusay F, Li Ran. Chitosan-poly (vinyl alcohol)/poly (acrylonitrile) (CS-PVA/PAN) composite pervaporation membranes for the separation of ethanol-water solutions [J]., 2006, 193 (1/2/3): 171-181.
[21] Chanachai A, Jiraratananon R, Uttapap D, Moon G Y, Anderson W A, Huang R Y M. Pervaporation with chitosan/ hydroxyethylcellulose (CS/HEC) blended membranes [J]., 2000, 166 (2): 271-280.
[22] Teli S B, Gokavi G S, Tak T M, Aminabhavi T M. Chitosan/gelatin blend membranes for pervaporation dehydration of 1,4-dioxane [J]., 2009, 44 (13): 3202-3223.
[23] Lin Wenhai, Li Qin, Zhu Tianrong. New chitosan/Konjac glucomannan blending membrane for application in pervaporation dehydration of caprolactam solution [J]., 2012, 18 (3): 934-940.
[24] Liu Ye, Yu Shengnan, Wu Hong, Li Yifan, Wang Shaofei, Tian Zhizhang, Jiang Zhongyi. High permeability hydrogel membranes of chitosan/poly ether--amide blends for CO2separation [J]., 2014, 469: 198-208.
[25] Zhang Zhibo (张智博), Dong Changqing (董长青), Ye Xiaoning (叶小宁), Lu Qiang (陆强), Liu Yongqian (刘永前). Preparation of levoglucosenone by catalytic pyrolysis of cellulose over solid phosphoric acid [J].(化工学报), 2014, 65 (3): 912-920.
[26] Song Hua, Wang Na, Song Hualin, Li Feng, Jin Zaishun. Effect of Al content on the isomerization performance of solid superacid[J]., 2014, 22 (11/12): 1226-1231.
[27] Hu Changlai, Guo Ruili, Li Ben, Ma Xiaocong, Wu Hong, Jiang Zhongyi. Development of novel mordenite-filled chitosan- poly (acrylic acid) polyelectrolyte complex membranes for pervaporation dehydration of ethylene glycol aqueous solution[J]., 2007, 293 (1/2): 142-150.
[28] Wu Wei (吴伟), Liu Yifu (刘一夫), He Jianbin (何剑镔), Ma Fangwei (马方伟), Zheng Wentao (郑文涛), Zhang Milin (张密林). Esterification of linoleic acid with ethanol over solid super acid catalyst[J].(精细化工), 2005, 22 (1): 23-25.
[29] Kanti P, Srigowri K, Madhuri J, Smitha B, Sridhar S. Dehydration of ethanol through blend membranes of chitosan and sodium alginate by pervaporation [J]., 2004, 40 (3): 259-266.
[30] Sun Honglei, Lu Lianyu, Chen Xue, Jiang Zhongyi. Pervaporation dehydration of aqueous ethanol solution using H-ZSM-5 filled chitosan membranes [J]., 2008, 58 (3): 429-436.
[31] Sun Honglei, Lu Lianyu, Chen Xue, Jiang Zhongyi. Surface-modified zeolite-filled chitosan membranes for pervaporation dehydration of ethanol [J]., 2008, 254 (17): 5367-5374.
[32] Yang Dong, Li Jie, Jiang Zhongyi, Lu Lianyu, Chen Xue. Chitosan/TiO2nanocomposite pervaporation membranes for ethanol dehydration [J]., 2009, 64 (13): 3130-3137.
[33] Qiu Shi, Wu Liguang, Shi Guozhong, Zhang Lin, Chen Huanlin, Gao Congjie. Preparation and pervaporation property of chitosan membrane with functionalized multiwalled carbon nanotubes [J]., 2010, 49 (22): 11667-11675.
[34] Sunitha K, Satyanarayana S V, Sridhar S. Phosphorylated chitosan membranes for the separation of ethanol-water mixtures by pervaporation [J]., 2012, 87 (2): 1569-1574.
[35] Zhang Qiugen, Hu Wenwei, Zhu Aimei, Liu Qinglin. UV-crosslinked chitosan/polyvinylpyrrolidone blended membranes for pervaporation [J]., 2013, 3 (6): 1855-1861.
[36] Wu Hong, Li Xianshi, Zhao Cuihong, Shen Xiaohui, Jiang Zhongyi, Wang Xuefen. Chitosan/sulfonated polyethersulfone-polyethersulfone (CS/SPES-PES) composite membranes for pervaporative dehydration of ethanol [J]., 2013, 52 (16): 5772-5780.
[37] Dharupaneedi S P, Anjanapura R V, Han J M, Aminabhavi T M. Functionalized graphene sheets embedded in chitosan nanocomposite membranes for ethanol and isopropanol dehydrationpervaporation [J]., 2014, 53 (37): 14474-14484.
[38] Casado-Coterillo C, Andrés F, Téllez C, Coronas J, Irabien Á. Synthesis and characterization of ETS-10/chitosan nanocomposite membranes for pervaporation [J]., 2014, 49 (12): 1903-1909.
[39] Wu P, Field R W, England R, Brisdon B J. A fundamental study of organofunctionalized PDMS membranes for the pervaporative recovery of phenolic compounds from aqueous streams [J]., 2001, 190 (2): 147-157.
[40] Raisi A, Aroujalian A, Kaghazchi T. A predictive mass transfer model for aroma compounds recovery by pervaporation [J]., 2009, 95 (2): 305-312.
[41] Zhao Jing, Pan Fusheng, Li Pan, Zhao Cuihong, Jiang Zhongyi, Zhang Peng, Cao Xingzhong. Fabrication of ultrathin membranelayer-by-layer self-assembly driven by hydrophobic interaction towards high separation performance [J]., 2013, 5 (24): 13275-13283.
[42] Pan Lijun (潘丽军), Xu Bin (许彬), Jiang Shaotong (姜绍通), Luo Shuizhong (罗水忠). Studies on hydrolysis kinetics of ethyl lactate hydrolyzed lactic acid [J].(食品科学), 2006, 27 (6): 52-54.
Application of modified chitosan pervaporation membranes in intensification of esterification
YU Shengnan, YIN Xin, PAN Fusheng, JIANG Zhongyi
School of Chemical Engineering and TechnologyTianjin UniversityTianjinChinaCollaborative Innovation Center of Chemical Science and EngineeringTianjinTianjinChina
Chitosan (CS) is a competitive material for pervaporation membranes due to its richness in natural resources and excellent hydrophilicity. However, the high crystallinity and intense hydrogen bond interactions endow CS with compact structure and low permeability, which has limited its application. To address this issue, CS was blended with polyether˗polyamide block copolymer Pebax 1657 and coated on NaOH-hydrolyzed polyacrylonitrile (PAN) ultrafiltration substrates to fabricate composite membranes. The membranes were applied in pervaporative separation of water from ethanol, and were further applied in intensifying esterification of lactic acid and ethanol by pervaporation. NaOH-hydrolyzed PAN substrates showed an increased hydrophilicity, which was beneficial to the interfacial stability enhancement of the composite membranes. When blended with CS, the rigid polyamide segments could destruct the crystalline regions within CS, thus enable the increase in permeation flux; the hydrophilic and the flexible polyether segments could help to enhance the membrane selectivity. The optimal pervaporation performance in improving the yield of ethyl lactate were achieved when the mass ratio of CS to Pebax was 2∶1, with a permeation flux of 703 g·m-2·h-1, and a separation factor of 308 (increased by 61% and 65% compared with CS control membrane, respectively), while the yield of ethyl lactate (after 8 h of reaction) increased from 58% to 73%.
polymers; blend; membranes; pervaporation; esterification
2015-06-01.
Prof. JIANG Zhongyi, zhyjiang@tju.edu.cn
10.11949/j.issn.0438-1157.20150768
TQ 413.23
A
0438—1157(2015)08—3144—09
姜忠义。
于胜楠(1988—),男,博士研究生。
国家重点基础研究发展计划项目(2009CB623404);高等学校学科创新引智计划项目(B06006)。
2015-06-01收到初稿,2015-06-09收到修改稿。
supported by the National Basic Research Program of China (2009CB623404) and the Program of Introducing Talents of Discipline to Universities (B06006).
猜你喜欢
酿酒科技(2022年8期)2022-08-20
河北科技师范学院学报(2021年1期)2021-05-10
中成药(2017年12期)2018-01-19
化学反应工程与工艺(2016年1期)2016-12-15
天然产物研究与开发(2016年11期)2016-06-15
中国卫生标准管理(2015年14期)2016-01-15
烟草科技(2015年8期)2015-12-20
中南民族大学学报(自然科学版)(2015年2期)2015-12-16
云南中医学院学报(2015年1期)2015-07-31
应用化工(2014年7期)2014-08-09
