
基于PLC的挂号信函分拣机械手设计
2015-09-13 11:42:20谭宇硕冯亚波刘宇辉苏艳玲
制造业自动化 2015年15期
谭宇硕,韩 瀚,冯亚波,刘宇辉,苏艳玲
(1.石家庄邮电职业技术学院,石家庄 050021;2.石家庄邮区中心局,石家庄 050021;3.石家庄经济学院,石家庄 050031)
0 引言
传递函件是邮政本门的根本任务,为国民经济各个部门进行信息传递,是社会生产和人民生活中不可缺少的通信手段。即使在通信方式发生重大变革的今天,特别是随着互联网技术和通信技术相结合,相继出现了电子邮件、手机短信、QQ、飞信、微信、微博、推特等通信载体,函件仍然有自己的一席之地。挂号信函在邮政业务中属于给据信函,业务量大,在函件中占比较重。
目前,国内邮政企业配备的信函分拣机对挂号信函的标准性要求很高,但是由于挂号信函的规格不统一、重量和厚度迥异,很多企业不得已采用人工分拣,使分拣设备闲置,造成分拣过程中自动化水平降低,同时也增加了人力成本,降低了分拣效率,错分率也大大增加;国外邮政分拣设备供应公司也纷纷推出符合中国大陆信函分拣现状的新设备,如德国西门子公司提供有自动识读和视屏标码功能的双层信函分拣机。该类设备具有邮件处理能力高,节省空间、易于维护,同时配置更灵活、流程更优化等优点,但价格昂贵,不易大范围推广。
本机械手采用PLC为系统控制核心,编写上位机界面与之构成主控系统;硬件易于组配,扩展方便,抗干扰性强,不仅适用于挂号信函分拣,还可用于物流、速递、超市等多种场合。
1 机械手结构与工作原理
该机械手由工业摄像头、上位机、PLC、信函拾取单元、提升同步带滑台和旋转台部分等组成[1],如图1所示。其中信函拾取单元主要由真空发生器、电磁阀、吸盘和接近开关构成;提升同步带滑台由悬臂、导轨、限位开关以及滑台步进电机组成;旋转减速步进电机、电机驱动器和电源则为旋转台的主要元件[2]。

图1 机械手结构示意图
机械手工作原理如图2所示,主要有以下四点:

图2 机械手工作原理图
1)待分拣的挂号信函堆叠放置在供信台2上,由工业摄像头15采集最上面放置的单封挂号信函条码信息,并上传至上位机中。
2)上位机对该信息进行OBR识别,通过网络连接邮政网运信息系统数据库,查询此信函被分拣的逻辑格口,并查找分拣现场对应的物理格口编号以及旋转台从供信台旋转至该格口所需的脉冲数,将该脉冲数通过串口发送至PLC。
3)PLC接收到脉冲数之后,控制提升同步带滑台和信函拾取单元,拾取供信台上待分拣信函;控制旋转台按照接收到的脉冲数旋转至对应格口位置;信函拾取单元停止运行,信函由重力作用落入对应的分拣格口中。
4)提升同步带滑台、旋转台和信函拾取单元复位,分拣下一封信函。
2 上位机设计
PowerBuilder是美国Sybase公司研制的一种新型、快速的数据库开发工具。由于是面向对象的开发工具,具有良好的人机交互性,同时提供了大量的控件和函数;又因其出色的企业数据库连接能力,可以直接连接Oracle、SQLServer等大型数据库,通过DataWindow可轻松实现对数据库的各种进行操作,所以采用该软件进行上位机界面编写[3]。

图3 上位机工作界面
上位机界面提供手工扫描条码和OBR自动识别两种模式,在条码不清晰或者粘贴位置较偏,工业摄像头无法正常读取时,可采用手动模式[4]。还可以显示查询到的当前分拣信函物理格口;记录已经分拣挂号信函数量,并计算已经分拣的邮件耗费的时间;同时显示及时分拣速度、平均分拣速度等。
3 PLC控制设计
3.1 PLC控制信函分拣流程
机械手系统采用PLC控制信函拾取单元、提升同步带滑台和旋转台完成信函的分拣过程。因导轨长度和滑台同步电机转速限制,供信台上待分拣挂号信函的总厚度不能超过1m;滑台导轨在吸盘拾取信函后,将悬臂提升,上行距离不超过300mm,系统中设置距离为200mm,如果导轨带动悬臂超出图1中所示的上、下限位开关时,系统将停机报警[5];吸盘拾取信函重量不大于4Kg,如果超过该重量,无法正常拾取时,系统也将停机报警。单封信函分拣流程如图4所示。
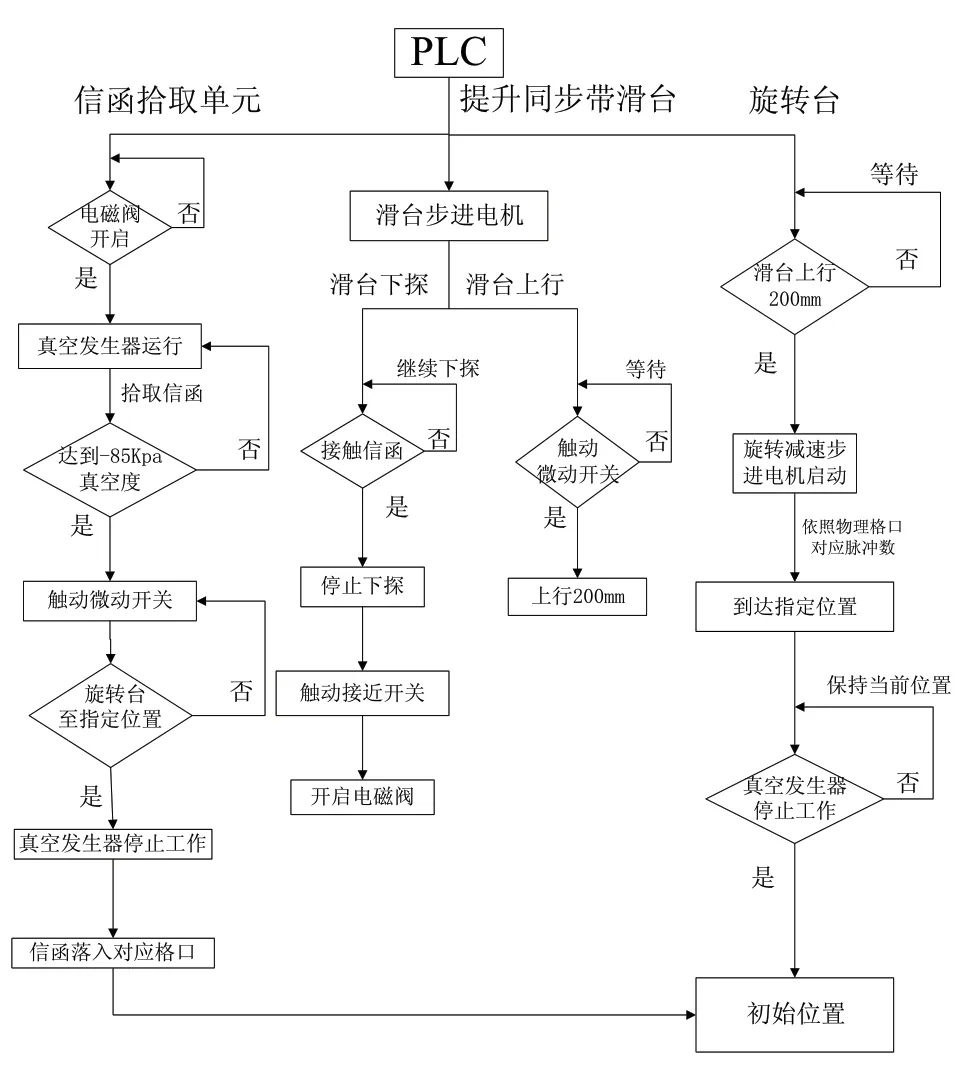
图4 单封挂号信函PLC控制分拣流程图
3.2 PLC I/0端使用分配
系统中选择欧姆龙CP1E-N30DT-A型PLC,电源为100-240VAC,共有18个输入点和12个晶体管(漏型)输出点(含2个脉冲输出点)[6]。系统控制中共使用输入点8个,输出点5个,如表1所示。
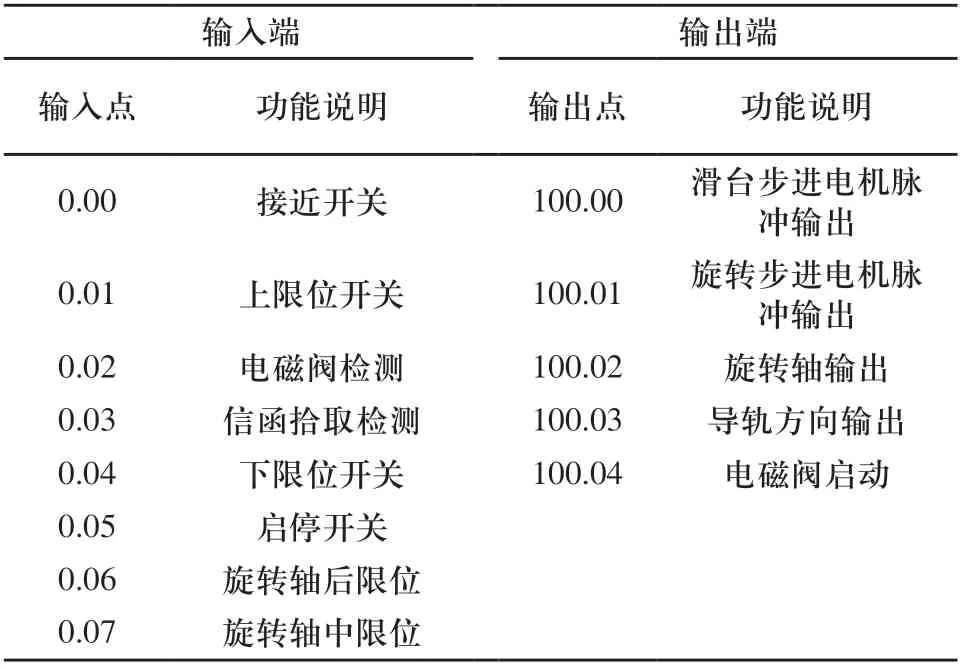
表1 PLC I/0端使用分配表
4 机械手运行效果和结论
挂号信函分拣机械手按照工作原理和设计要求组配并调试成功,如图5所示。经过测算,工业摄像头识别条码时间为0.1秒/封,平均分拣速度为2秒/封,在不间断供信的理想情况下,工作效率为1800封/时,远高于平均人工分拣效率(500封/时),分拣成功率接近100%,如果多台机械手配合工作,基本上可以代替人工分拣。

图5 挂号信函分拣机械手工作图
经过原理分析和实践验证,挂号信函机械手工作稳定,能耗低,成本低,噪音小,抗干扰能力强,工作效率高,能够满足现阶段挂号信函分拣的实际需要,是自动化控制技术在企业生产中的成功尝试,有明显的推广价值和经济价值。
[1] 王双园,白国振.基于PLC的太阳主动跟踪系统设计[J].太阳能学报 2012.11:30-33.
[2] 吕华芳,杨汉波,丛振涛,等.基于PLC控制的室内降雨入渗自动测定系统[J].农业机械学报 2014.9:144-149.
[3] 梁广辉,胡良谋,唐峰,等.飞机液压系统使用故障数据库系统登录界面的设计开发[J] 机床与液压 2014.3:185-188.
[4] 徐太山,田慕琴,宋建成,等.基于PowerBuilder的煤矿无人值守工作面液压支架远程控制系统[J].太原理工大学学报 2012.11:678-682.
[5] 肖艳军,马学为,朱博关,等.基于PLC的开关电源外壳生产线控制系统设计[J] 制造技术与机床 2013.11:76-78.
[6] 岳东海.二极管搬运机械手系统设计[J].制造业自动化 2014.4:144-145.
[7] 王建军.搬运机械手仿真设计和制作[J].机械设计与制造 2012.9:146-148.
[8] 付铁, 李金泉, 陈恳,等.一种新型高速码垛机械手的设计与实现[J].北京理工大学学报,2007.1:17-20.
猜你喜欢
粮食加工(2022年6期)2022-12-02 09:07:56
汽车实用技术(2022年15期)2022-08-19 02:48:04
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21 00:35:08
长春大学学报(2021年4期)2021-05-17 08:38:56
中国设备工程(2020年16期)2020-08-28 09:04:16
科学技术创新(2020年20期)2020-08-11 04:10:38
通信电源技术(2018年8期)2018-10-15 07:02:20
制造技术与机床(2017年3期)2017-06-23 08:11:32
机械工程师(2015年7期)2015-02-18 12:01:18
机电工程(2013年2期)2013-09-13 07:55:28
