
基于PLC的上药机械手的研究
2015-09-13 11:43:12黄晓冉董小雷
制造业自动化 2015年15期
黄晓冉,董小雷
(河北联合大学 机械工程学院,唐山 063009)
0 引言
随着社会的进步和人民生活水平的不断提高,人们对医疗服务水平的要求也是越来越高[1]。医药技术的不断创新,催生了形形色色的药品种类,如何对药品进行科学化管理,为人们提供更加高效的医药服务,成为当前大中型医院药房面临的一个棘手的问题。
自动化药房的诞生,实现了药品信息化、集中化管理。上药系统是自动化药房系统中一个重要的组成部分。一个运行稳定、快速、定位精确的上药系统,能够大大降低医务工作人员的劳动强度和提高药房设备的自动化水平。市场上现有的上药机械手存在单次上药数量少、定位不精准的问题,为了解决这一问题,设计了一种自动上药机械手,采用两端四发药槽机构和齿轮啮合旋转机构配合,保证自动化储药设备快速、高效的的补药。
1 机械结构原理
上药机械手由水平双直线导轨、竖直双直线轨道、回转驱动装置、从动齿轮、齿轮轴和移动架等组成。上药机械手的结构如图1所示。
移动架在伺服电机的驱动下沿着竖直方向的导轨做上下直线运动,竖直导轨整体沿着水平方向的导轨做左右直线运动,从而实现机械手的定位。为保证其运行的稳定性,在竖直和水平方向均采用双直线导轨。
竖直双直线导轨的底部和顶部均安装有回转驱动装置,如图1所示,在电机的驱动下能够使得竖直双直线导轨完成180度的旋转,设计的两端四个发药槽都可以向储药柜上药,这样很好的解决了机械手单次上药量少的问题。
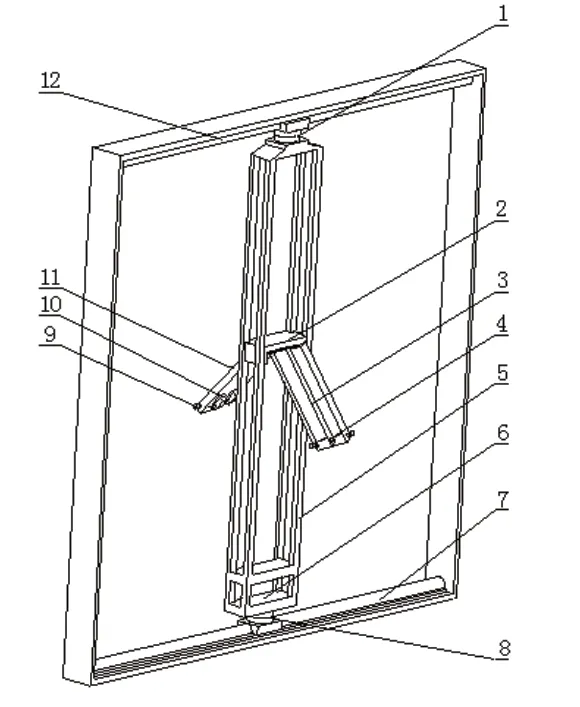
图1 上药机械手整体结构示意图
发药槽的上表面与水平面成一定的倾角,如图2所示,药品平放在发药槽中时,会依靠重力作用紧贴着发药槽侧壁。同时每个发药槽前端开矩形孔,三角挡板与电磁铁相连,穿过矩形孔挡住发药槽中的药品,对药品起到定位的作用。当电磁铁得电,三角挡板向下收缩,药品则沿着发药槽滑落。在每个发药槽出口处的两侧和中间挡板处分别开通孔,并安装光电开关,一个光点开关实现对一端两个发药槽中药品发送情况进行检测。
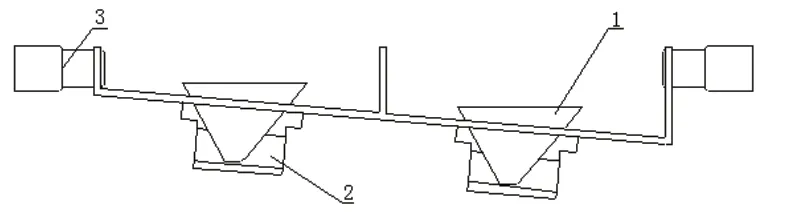
图2 双发药槽主视图示意图
两端的双发药槽尾部分别安装从动齿轮,如图3所示,并与转动轴固定在一起,成为一个整体,转动轴通过轴承与移动架连接。主动齿轮轴带动从动齿轮轴转动,同时两个齿轮轴分别与固定在发药槽上的从动齿轮啮合,在齿轮轴的驱动下,两端的发药槽以转动轴为中心旋转,可根据自动化储药柜中储药道的倾斜角度来设置发药槽的旋转角度。齿轮啮合旋转机构,提高了发药手旋转角度的准确性,保证机械手上药定位的精度。
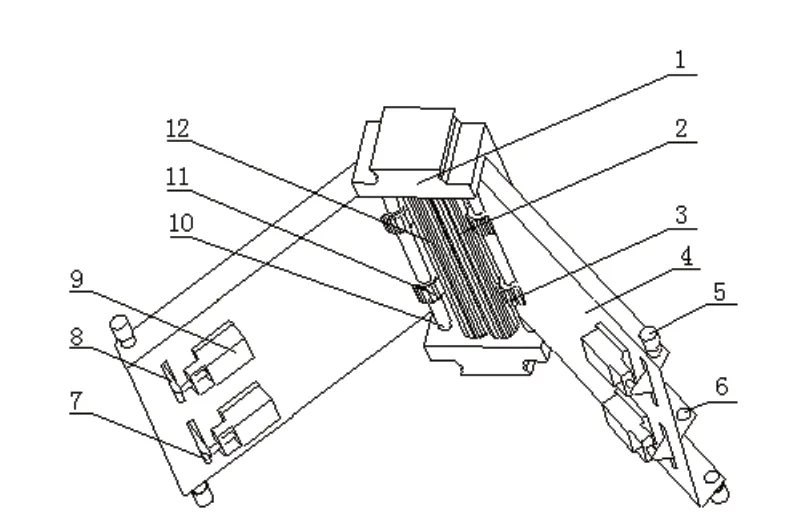
图3 两端四发药槽机构仰视示意图
2 控制系统及原理
2.1 上药机械手控制系统硬件设计
上药机械手的控制系统采用由上位机和下位机组成的二级控制系统[2],硬件控制结构如图3所示。上位机采用液晶触摸屏工控机,主要对上药机械手起检测作用,并通过上位机对机械手的一些动作参数进行设置。下位机控制系统的硬件部分主要包括四个伺服电机、四个电磁铁和两个光电开关,根据设计需求,选用性价比较高的欧姆龙CP1H型PLC,能够发送四路脉冲,并配合CP1W—40EDRIO扩展模块和四个SGDV—5R5A01A伺服驱动器,实现对下位机硬件的控制。
结合图4,上药机械手的工作过程如下:上位机液晶触摸屏提示需要上药的种类和数量,工作人员将药品别平放在发药槽中,并设置机械手工作时的一些参数,随后启动机械手工作按钮,PLC发出指令,机械手在伺服电机M1和M2的驱动下精确到达指定的位置,在此过程中伺服电机M3也得到指令,驱动主动齿轮轴带动前后端四个发药槽旋转至设定好的角度,此时由发药槽1首先进行上药,电磁铁得电三角挡板向下收缩,药品沿着发药槽滑落至储药柜,同时光电开关检测药品的发送情况,当发药结束时,PLC控制发药槽2继续上药。当前端两个发药槽全部上药完毕时,如果需要继续上药,伺服电机M4控制驱动回转装置,使得机械手完成180°旋转,接着后端两个发药槽以相同的方式继续进行上药,整个过程结束后,机械手复位。
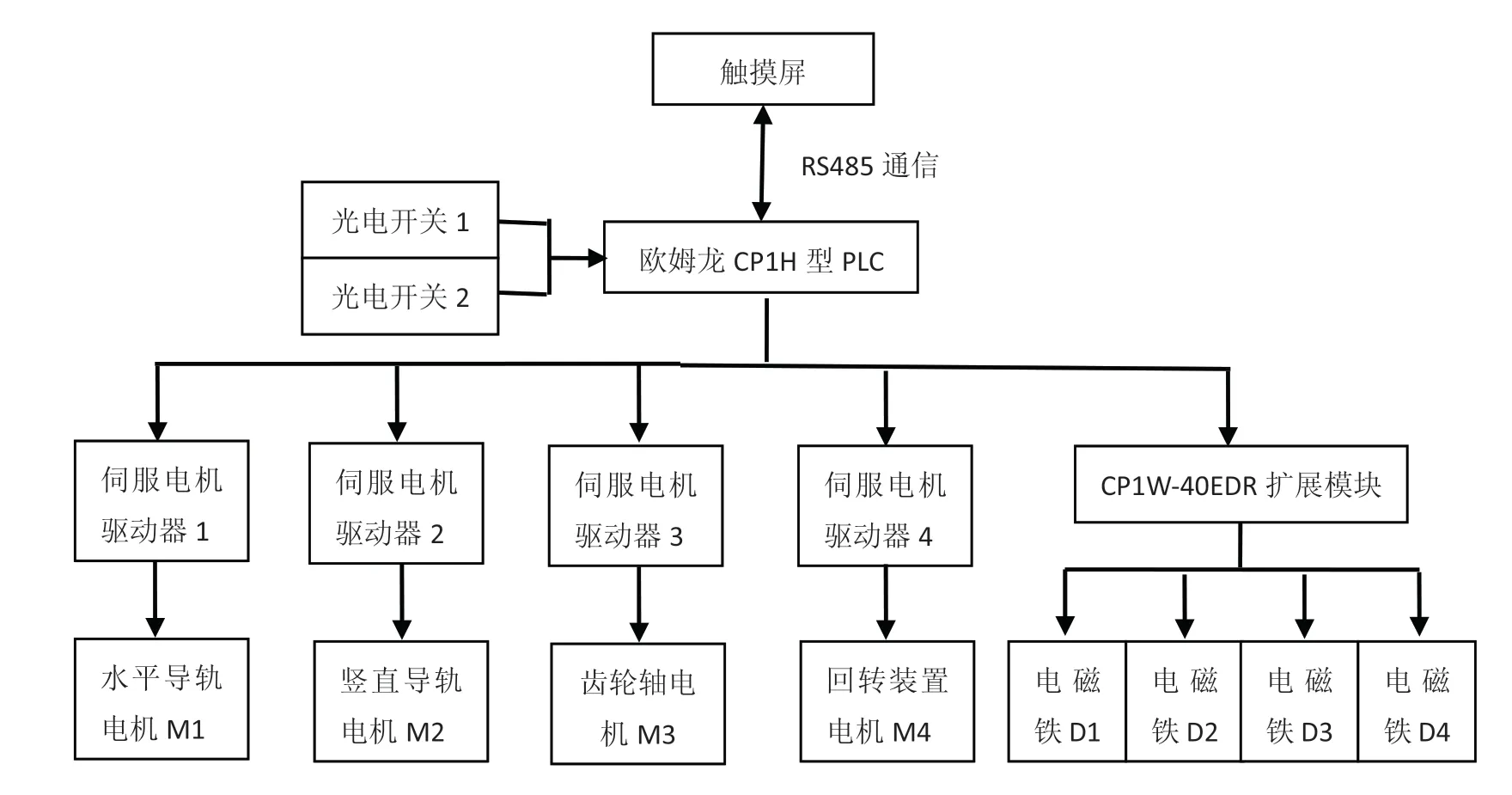
图4 上药机械手控制系统组成框图
上药机械手上位机与下位机之间的信息交流和数据交换采用RS485总线作为介质。RS485总线与其他总线相比具有结构简单、数据传输速率高、抗干扰性强[3]等的优点,从而保证通信的速度和稳定性。
为保证机械手动作的准确性,对伺服电机M1、M2和M3均采用闭环控制。PLC通过脉冲输出通道1、2和3,向三个伺服电机驱动器发送不同数量和频率脉冲,驱动器将脉冲转化成电信号去控制伺服电机的转速和转向,编码器会将伺服电机发出的脉冲反馈信号经由高速脉冲计数器1、2和3传递至PLC的CPU,经过处理与计算,最后输出补偿脉冲,从而实现对伺服电机的闭环控制[4]。伺服电机M4则由PLC脉冲输出通道4进行开环控制,以实现机械手180°旋转。PLC主单元模块输出地址分配如表1所示。
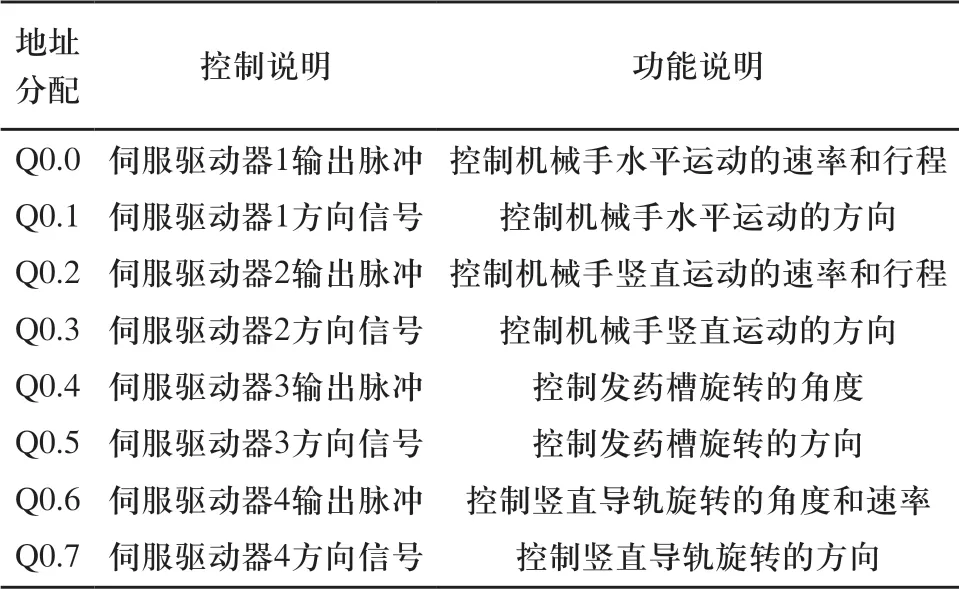
表1 PLC主单元输出功能分配表
PLC通过CP1W—40EDRIO扩展模块,控制继电器KM1、KM2、KM3和KM4的通断,来控制电磁铁的得电和失电,实现三角挡板的伸缩运动,从而分别控制四个发药槽中的药品的定位和发送。扩展模块输出功能分配如表2所示。
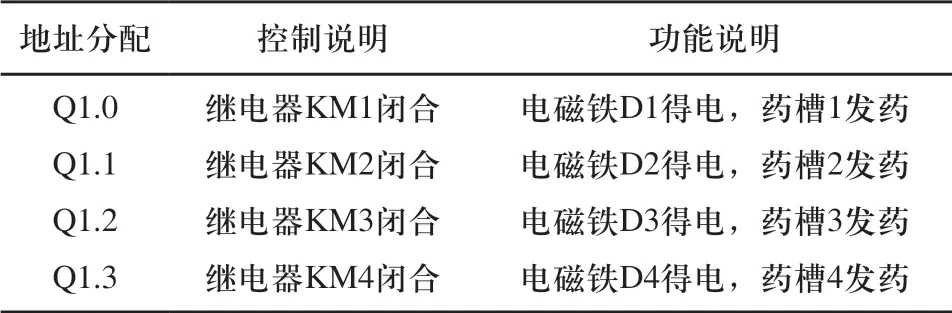
表2 CP1W—40EDRIO扩展单元输出功能分配表
2.2 控制系统软件设计
机械手自动上药的过程是严格按照顺序控制的方式执行,其软件控制系统由初始化模块、数据采集模块、数据处理模块和数据输出模块四个部分组成。
初始化模块主要对PLC系统进行初始化,并对机械手工作时所需的一些参数进行设置。数据采集模块主要收集由编码器反馈回来的信号,对伺服电机进行闭环控制。数据处理模块主要是将人工设置的数据和反馈回来的信号由CPU进行处理。数据输出模块则主要是根据指令进行脉冲输出和继电器输出,控制机械手上药的动作。软件设计流程如图5所示。
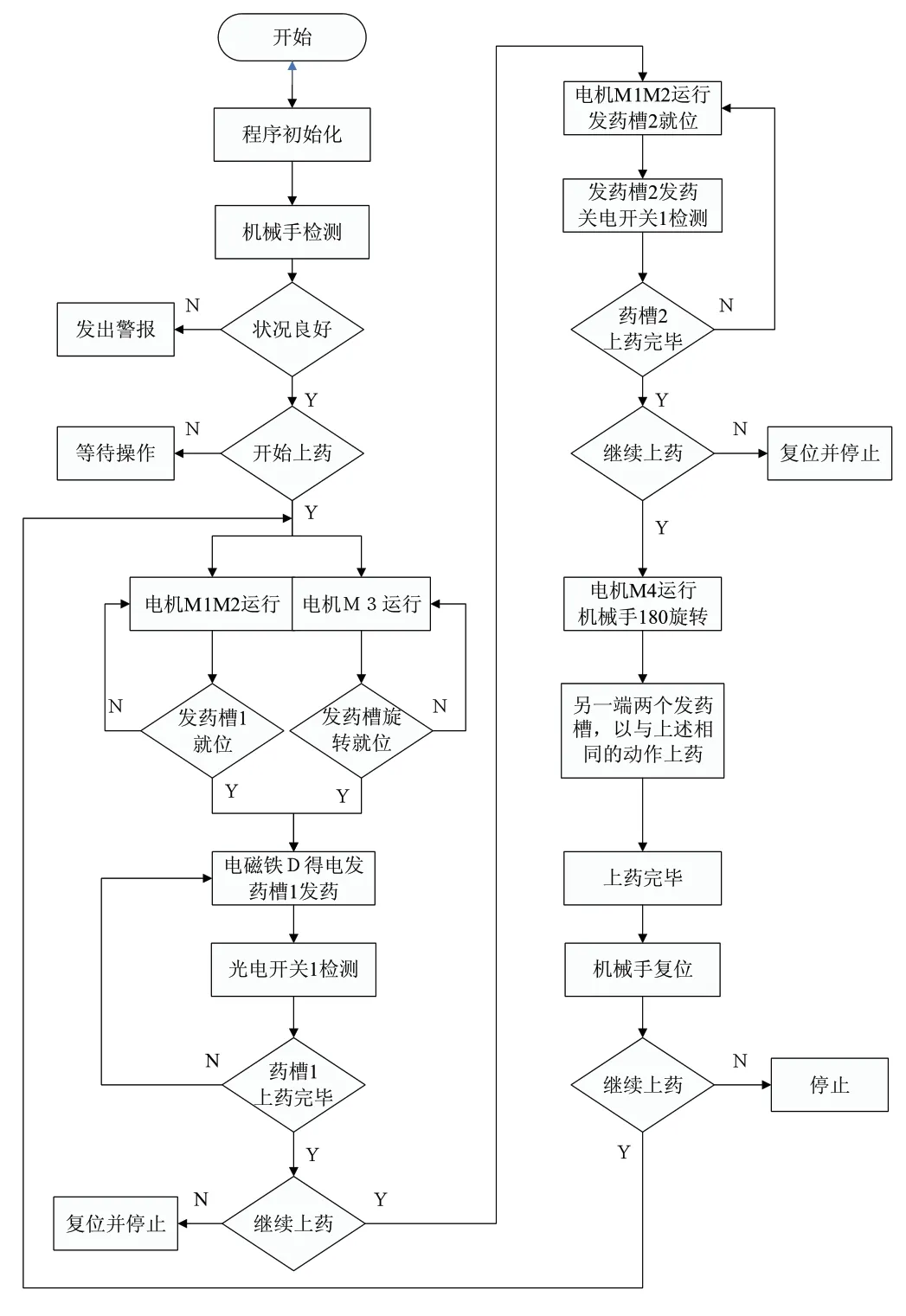
图5 软件设计流程图
3 结束语
本文设计的上药机械手,通过前后两端四个发药槽机构与回转驱动装置相互配合,很大程度提高了机械手自动上药的数量,直线导轨和齿轮啮合传动机构配合实现机械手的准确定位。由PLC控制伺服电机和电磁铁,保证机械手高效运行。整个机械手系统运行稳定可靠,在自动化药房领域里有积极的意义。
[1] 李成群,王伟,贠超,朱贤,曹建波,张银花.自动化药房的现状和新进展[J].机器人技术与应用,2007,05:27-32.
[2] 刘贯华.基于PLC的污水处理控制系统的设计[J].机电工程技术,2008,01:86-88+110.
[3] 耿立中,王鹏,马骋,贾惠波.RS485高速数据传输协议的设计与实现[J].清华大学学报(自然科学版),2008,08:1311-1314.
[4] 王有庆,田涌涛,王占杭,李从心.用PLC实现电机速度闭环控制[J].机床与液压,2002,03:28-29.
猜你喜欢
装备制造技术(2020年1期)2020-12-25 05:18:10
重型机械(2020年3期)2020-08-24 08:31:50
航空维修与工程(2020年3期)2020-04-10 08:14:10
制造技术与机床(2018年12期)2018-12-23 02:41:02
健康大视野(2018年13期)2018-10-31 09:00:28
制造技术与机床(2017年8期)2017-11-27 02:09:58
导航与控制(2016年4期)2016-09-23 08:43:26
大型铸锻件(2015年1期)2016-01-12 06:33:01
中国机械(2014年13期)2014-04-29 00:44:03
组合机床与自动化加工技术(2014年9期)2014-03-01 02:21:42
