基于遗传算法的开炼机炼胶工艺参数多目标优化*
2015-06-11 01:28曾宪奎张宗廷
弹性体 2015年1期
曾宪奎,张宗廷
(青岛科技大学 机电工程学院,山东 青岛 266061)
开炼机炼胶是一个十分复杂的过程,炼胶过程中辊距、辊速、速比、辊筒温度、混炼时间等参数对终炼胶的质量都有一定程度的影响。神经网络与遗传算法相结合的方法已成功应用于多个行业的系统建模与参数优化[1-2],本文应用该方法建立了BP神经网络模型,构造了开炼机工艺参数优化的代理模型,并采用遗传算法实现了开炼机炼胶工艺参数的多目标优化。
1 开炼机混炼胶质量的BP神经网络模型的建立
将基于BP神经网络技术建立终炼胶质量和开炼机炼胶工艺参数的神经网络模型,为遗传算法全局寻优提供优化样本。在进行BP人工神经网络设计时,应从网络结构和参数两方面来考虑[3-4]。理论上已经证明,一个结构具有2层的BP网络,经过训练可对大多数函数达到任意精度的逼近。笔者采用第1层具有S型传输函数,第2层具有线性传输函数的BP神经网络来研究混炼胶质量与开炼机工艺参数之间的非线性函数关系。所建立的双层BP神经网络模型如图1所示。

图1 双层BP神经网络的结构图
1.1 BP神经网络输入、输出的确定
由于本文的工作为多目标优化,所以选定辊距、辊速、速比、混炼温度、混炼时间5个工艺参数为BP神经网络的输入,选定实验结果中的综合评分值为BP网络的输出,建立5输入1输出的BP神经网络。
1.2 BP神经网络结构的确定
本文采用1个第1层具有S型传输函数,第2层具有线性传输函数的网络,隐含层神经元个数在训练过程中优化,输出层神经元个数为1。在本模型中隐含层神经元采用S型传递函数,输出层采用线性传递函数。由MATLAB矩阵随机函数在(-1,1)之间指定网络的初始权值和偏置值。
1.3 BP神经网络训练参数
神经网络的训练参数包括最大训练次数、训练目标、学习速率等。训练目标为神经网络的训练误差,当误差达到要求则停止训练。当神经网络已经达到最大训练次数时,即使没有达到训练目标仍停止训练。训练结束后对神经网络进行测试,如果测试达到要求则权值和偏置固定,神经网络确定。
本文中选择的网络训练参数如下:
net.trainParam.epochs=1000;
net.trainParam.goal=0.001;
net.trainParam.lr=0.1;
net.trainParam.show=100;
即设置最大训练次数为1 000次,训练目标为误差0.001,学习速率为0.1,每训练100次显示一次训练结果。
1.4 BP神经网络学习算法的确定
本文运用正交实验所得数据作为网络测试数据和网络训练数据,测试每组实验条件下神经网络对混炼胶综合质量评分值测试误差的均值,选择误差最小的学习算法。训练误差目标设置为0.001,最大训练次数1 000次。实验由MATLAB软件编程完成。神经网络的隐含层神经元个数设置为[3,8]。
由实验结果得知,对于工艺参数与混炼质量间存在很强的非线性关系的开炼机炼胶过程中,贝叶斯正则化算法在预测误差和收敛速度上优于其它学习方法,可以显著提高网络泛化能力,且改变神经网络隐含层的个数对网络预测误差影响不大,网络较稳定。
1.5 仿真出目标函数F(x)
当BP神经网络训练好后,神经网络的结构、传递函数、隐含层神经元和输出层神经元的权值矩阵和偏置矩阵即确定,则混炼胶的综合质量值与开炼机工艺参数之间的关系模型即确定。可以确定神经网络模型的模型函数F(x)为式(1):
F(x)=f2[w2×f1(w1×X+b1)+b2]
(1)
式中:w1,w2分别为隐含层和输出层的权值矩阵;b1,b2分别为隐含层和输出层的偏置矩阵;f1,f2分别为隐含层和输出层的传递函数。在本文建立的神经网络中,f1为S型函数,f2为线性函数。当建立的模型达到预期精度要求时,就可以进行后续的遗传算法工艺优化。
2 遗传算法的开炼机炼胶工艺参数优化
2.1 开炼机炼胶工艺参数优化模型
开炼机炼胶过程工艺参数优化是指将所建立的神经网络近似计算模型与遗传算法的全局寻优相结合,以正交实验作为数据来源,以开炼机炼胶工艺参数为变量,以工艺参数与混炼胶综合质量的非线性函数为适应度函数进行优化求解。
根据优化理论,本文的优化模型可表示为式(2):
X=[x1x2x3x4x5]T
Ymax=max[F(x)]
(2)
xkl≤xk≤xkmk=1,2,3,4,5
式中:F(x)为所建立的工艺参数与混炼胶综合质量之间的非线性函数关系式,x1、x2、x3、x4、x5分别为辊距、辊速、速比、混炼温度和混炼时间5个要优化的开炼机炼胶工艺参数,xkl、xkm分别为第k个工艺参数的约束上限和约束下限。
2.2 开炼机工艺参数优化的遗传算法的实施
应用遗传算法优化开炼机工艺参数时主要确定以下几个问题:染色体的编码方法、个体适应度评价、选择策略、遗传操作和基本遗传算法的运行参数。下面分五方面叙述基于遗传算法的开炼机炼胶工艺多目标优化实施过程[5-7]。
2.2.1 确定编码方案
在CNKI期刊论文数据库中,以“主题=移动阅读or手机阅读or社会化阅读”为检索条件,来源类别选择“核心期刊”和“CSSCI”,检索时间为2018年10月12日,检索到文献记录共622篇。人工查验剔除通讯、序言、订阅广告、无作者等类文章记录81篇,剩余541篇有效文献。根据布拉德福定律可知,处于核心区的期刊最能集中刊登该学科领域的论文,最能够集中反映该学科的研究热点和发展趋势[5]。本文所选取的核心论文具有一定的代表性,可作为数据源。
本文采用二进制编码方式进行编码。在进行编码之前,先要确定所要优化的5个工艺参数的各自的取值范围。设置辊距取值范围为x1∈[0.4,1],辊速取值范围为x2∈[20,40],速比取值范围为x3∈[1,1.4],混炼温度取值范围为x4∈[50,90],混炼时间取值x5∈[12,30]。
二进制编码符号串的长度取决于问题所要求的求解精度。在本文中,用长度为6的二进制编码串来表示5个决策变量。以辊筒温度为例,6位二进制编码串可以表示从0到63之间的64个不同的数,故将辊筒温度定义域离散化为63个均等的区域,包括两个端点在内共有64个不同的离散点,则混炼温度的编码精度为式(3)。
(3)
式中:Umax、Umin分别为所要编码的决策变量取值范围的最大值和最小值,l表示二进制编码串的长度,δ4表示第4个决策变量即混炼温度的编码精度。从离散点50到90依次让它们分别对应从000000(十进制0)到111111(十进制63)之间的二进制编码。
对上述5个工艺参数取值范围依次做上述处理,再将分别表示5个工艺参数的5个二进制6个二进制编码串连接在一起,组成一个30位长的二进制编码串,就构成了本文中开炼机炼胶工艺参数优化问题的染色体编码方法。染色体长度即为30。
应用这种编码方法的5个工艺参数的编码精度分别为式(4)~式(7)。
(4)
(5)
(6)
(7)
2.2.2 确定解码方案
解码方案与编码方案对应,需先将30位长的二进制编码串切断为5个6位长的二进制编码串,然后分别将它们转换为对应的十进制整数代码,并依据前述个体编码方法和对应定义域的离散化方法,将代码转换为决策变量值。仍以辊筒温度为例,假设辊筒温度编码方式为x4:b6b5b4b3b2b1,则对应的解码公式为式(8)。
(8)
2.2.3 确定个体的评价方法
遗传算法是对目标函数值使用时通过评价个体的适应度来体现的。由于本文中得到的工艺参数与混炼胶综合质量值之间的非线性函数关系值域总是非负的,并且优化目标即为所求函数的最大值,故可将个体适应度直接取为对应的目标函数值。适应度函数为上文所得到的工艺参数与混炼胶综合质量的BP神经网络模型。
2.2.4 设计选择算子
在遗传算法中,使用选择算子来对群体中的个体进行优胜劣汰的操作。适应度较高的个体被遗传给下一代群体中的概率较大。本文采用最常用的比例选择,其基本思想是:各个个体被选中的概率与其适应度的大小成正比。设群体大小为M,个体i的适应度为Fi,则个体i被选中的概率pis为式(9)。
(9)
由式(9)可见,适应度越高的个体被选中的概率也就越大。
2.2.5 设计交叉算子
本文采用单点交叉算子。单点交叉的操作过程如图2所示。
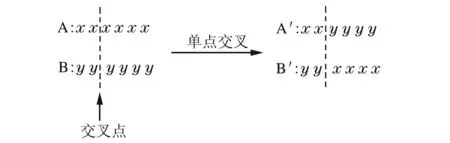
图2 单点交叉的操作示意图
单点交叉的重要特点是:若邻接基因座之间的关系能提供较好的个体性状和较高的个体适应度,则这种单点交叉操作破坏这种个体性状和降低个体适应度的可能性最小。
2.2.6 设计变异算子
本文采用基本位变异算子,具体操作过程如图3所示。
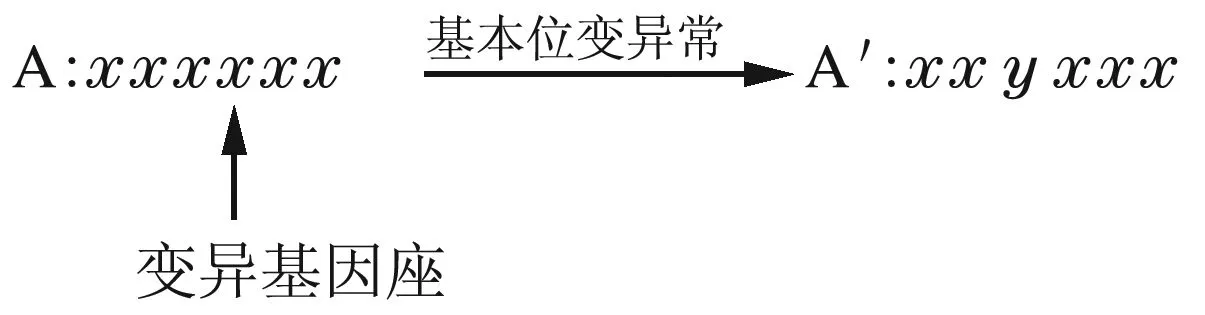
图3 基本位变异操作示意图
变异运算是产生新个体的辅助方法,因为它决定了遗传算法的局部搜索能力。交叉算子与变异算子的相互配合,共同完成对搜过空间的全局搜索和局部搜索,从而使得遗传算法能够以良好的搜索性能完成最优化问题的寻优过程。
2.2.7 设计遗传操作的运行参数
在开炼机炼胶工艺参数的多目标优化的遗传算法操作中,设定遗传算法的运行参数如下:群体大小M=50;终止T=700;交叉概率pe=0.6;变异概率pm=0.01。
2.3 开炼机炼胶工艺参数多目标优化的遗传算法的结果及分析
由2.2中的步骤即可建立用于优化开炼机炼胶工艺参数的基本遗传算法。本文通过MATLAB平台建立了基于BP神经网络模型的遗传算法全局寻优的开炼机炼胶工艺参数多目标优化模型[8]。初始群体50,经过700代遗传操作后,得到使综合评分值最高的工艺参数的最优组合。图4为所建立的遗传算法的适应值变化曲线,图5为遗传算法的误差平方和变化曲线。
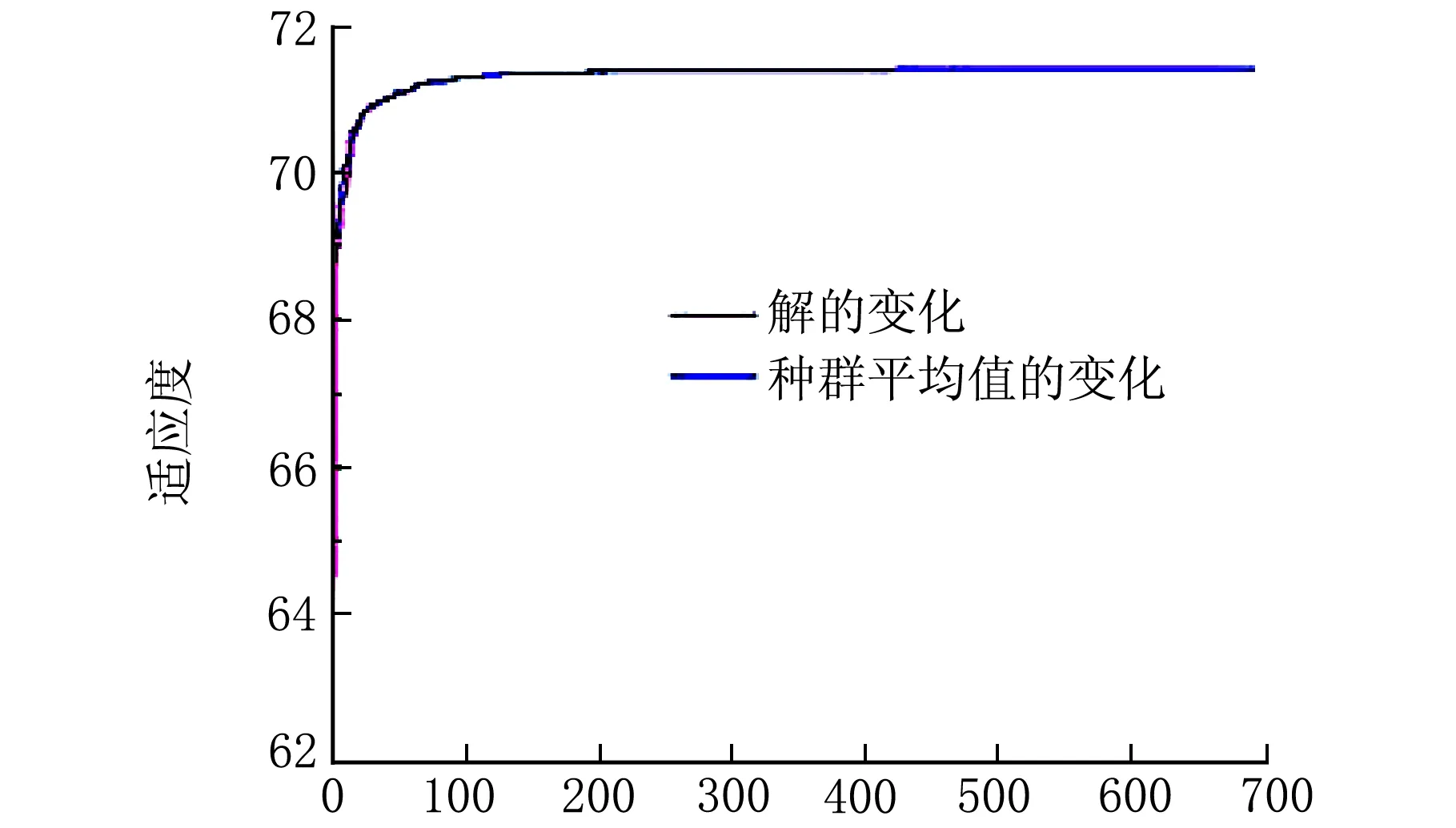
遗传代数图4 遗传算法适应值变化曲线
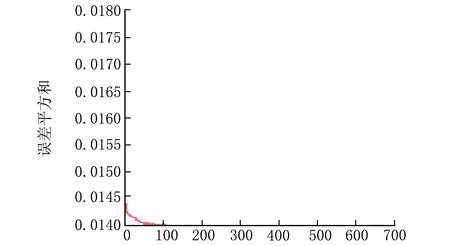
遗传代数图5 遗传算法的误差平方和变化曲线
由遗传算法所得的开炼机炼胶最优工艺参数组合为:辊距0.685 mm,辊速33.314 r/min,速比1∶1.3,混炼温度53.175 ℃,混炼时间19.15 min。对应的综合评分值为71.407 6。
3 结 论
(1) 遗传算法可用于复杂函数的全局寻优,能适用于开炼机炼胶工艺参数优化。贝叶斯正则化算法与遗传算法的结合,可降低预测误差,提高预测效率。
(2) 遗传算法所得的开炼机炼胶最优工艺参数组合为:辊距0.685 mm,辊速33.314 r/min,速比1∶1.3,混炼温度53.175 ℃,混炼时间19.15 min。对应的综合评分值为71.407 6。
参 考 文 献:
[1] 陈慧琴.基于人工神经网络的遗传算法理论及应用[D].武汉:武汉理工大学,2003.
[2] 李敏强,徐博艺,寇纪淞.遗传算法与神经网络的结合[J].系统工程理论与实践,1999,2(2):65-69.
[3] 王冠中.橡胶开炼机塑炼工艺优化的神经网络研究方法[J].特种橡胶制品,2010,31(6):55-57.
[4] 吕砚山,赵正绮.BP神经网络优化及应用[J].北京化工大学学报,2001,28(1):68-70.
[5] 王鲁,罗婷,赵琳.基于遗传算法的多目标优化技术[J].科技广场,2009(9):19-22.
[6] 周明,孙树栋.遗传算法原理及应用[M].北京:国防工业出版社,1999:3-10.
[7] 胡贵强.多目标优化的遗传算法及其实现[J].重庆文理学院学报,2008,27(5):12-15.
[8] 李明.详解MATLAB在最优化计算中的应用[M].北京:电子工业出版社,2011:382-391.
猜你喜欢
计算机仿真(2022年8期)2022-09-28
四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09
汉字汉语研究(2020年2期)2020-08-13
电子制作(2019年22期)2020-01-14
电子制作(2019年24期)2019-02-23
疯狂英语·新读写(2018年3期)2018-11-29
郑州大学学报(工学版)(2018年2期)2018-04-13
中央民族大学学报(自然科学版)(2017年1期)2017-06-11
中国塑料(2016年11期)2016-04-16
智能系统学报(2015年4期)2015-12-27