
粉末高温合金FGH96惯性摩擦焊接头室温疲劳裂纹扩展速率测试与分析
2015-05-31 09:41中航工业北京航空制造工程研究所航空焊接与连接技术航空科技重点实验室何胜春廖云建张田仓
航空制造技术 2015年11期
中航工业北京航空制造工程研究所航空焊接与连接技术航空科技重点实验室 何胜春 廖云建 张田仓
北京航空航天大学 杨 美 吴素君
随着航空发动机设计与服役条件要求的不断提高,作为飞机发动机核心热端部件之一的涡轮盘,其使用的材料的性能要求也更加苛刻。同其他高温合金材料相比,由于粉末高温合金具有组织均匀、晶粒细小、合金化程度高、静强度及疲劳性能良好等特点,成为了国内外发动机涡轮盘等重要构件的最佳材料。我国从20世纪70年代开始着手研制粉末高温合金,第二代FGH96与FGH95相比,提高了Ti、Cr、Co、W、Mo的含量,降低了Al、Nb、C的含量,从而降低γ′相和碳化物的含量,降低了合金的强度。W和Co含量的增加可以有效提高合金的热强性;Cr含量的增加可以提高合金的抗氧化性;加入Ce后净化了晶界,提高了晶界的强韧化效果,使FGH96成为满足当今高推比发动机使用要求的涡轮盘、环形件和其他热端部件的关键材料。
惯性摩擦焊是利用工件接触端面相对运动中摩擦产生热,使摩擦界面达到热塑性状态,然后迅速顶锻完成焊接的一种固相焊接方法。由于惯性摩擦焊工艺参数少,焊接质量稳定,因而成为民用航空发动机转子高温合金部件的主要焊接工艺。本文对FGH96摩擦焊焊接接头室温疲劳裂纹扩展速率进行测试和分析,为粉末高温合金摩擦焊的工程应用提供可靠的依据。
1 试验材料
FGH96合金是镍基γ′相沉淀强化型粉末冶金高温合金,基体为γ固溶体,基体中主要强化相γ′的体积分数约占33%~36%,γ′相完全固溶温度为1120~1130℃,析出温度为 1030~1090℃,FGH96 合金化学成分如表1所示。
2 裂纹扩展速率试验
FGH96粉末高温合金裂纹扩展速率测试采用3点弯曲试样,焊缝和母材试样规格为80mm×21mm×7mm,用半径不超过0.15mm以及钼丝线切割起始缺口,切口根部半径不超过0.2mm。燕尾槽内置刀口便于引伸计放置,以及测量裂纹嘴张开位移。对于焊缝试样,缺口开在焊缝中心,以获得焊缝的裂纹扩展速率曲线;对于母材试样,缺口开在试样中心。

表1 粉末高温合金FGH96的化学成分(质量分数)%
试验严格按照GB-T 6398-2000金属材料疲劳裂纹扩展速率试验方法,在INSTRON 8801 50kN万能试验机上进行。标准规定,每组至少进行3个试样测试。本试验采用恒力增K法,在诱发裂纹萌生后,采用恒力使疲劳裂纹扩展,引伸计记录缺口处张嘴位移量的变化,通过柔度法,应用给定的弹性模量E和屈服强度RM0.2MPa计算得到裂纹长度。裂纹长度随着应力强度因子的增加而增加,对于3点弯曲标准板状试样,测试系统自动采集、计算裂纹长度和应力强度因子相关数据。
3 试验结果及分析
(1)测试数据处理及分析。
对得到的数据采用GB-T 6398-2000推荐的原始数据7点平均法处理。在稳定裂纹扩展阶段,裂纹扩展率与应力强度因子幅值间的关系可以用Paris公式da/dN=CΔKm表示(其中,C、m为与材料和环境有关的参数),对试验数据点依照Paris公式进行拟合。采用双对数坐标,数据点近似分布在一条直线上。根据Paris公式,母材的扩展速率da/dN=3.14593E-15ΔK5.1410,焊缝区的扩展速率为da/dN=1.67302E-16ΔK5.36754。裂纹扩展速率可以用Paris公式表征。在双对数坐标的da/dN-deltaK曲线上,lgC为直线在纵坐标上的截距,m为直线斜率。可知,母材和焊缝的斜率相当,即m值差别不大,但在y轴上的截距母材大于焊缝区,即裂纹扩展速率曲线高于焊缝区,母材的C值大于焊缝的C值,即母材的扩展速率快于焊缝区。
(2)断口分析。
母材疲劳裂纹扩展试样断口如图1所示,其中图1(a)为疲劳源区,可见裂纹起源于加工缺口根部,有明显的撕裂棱,撕裂棱平行于裂纹扩展方向。图1(b)为裂纹扩展中期,可观察到疲劳条带,疲劳条带并不是位于同一个平面,而是分布在不同的平面上,且不同平面上的疲劳条带方向有所差异。这是因为裂纹扩展时的局部应力不同,使得局部裂纹扩展方向不同,产生不同扩展平面,当平面相交时,则产生撕裂棱。图1(c)为裂纹扩展后期形貌,断面变得不太平整,并出现韧窝。在疲劳裂纹扩展后期,应力强度因子幅值增加,裂纹尖端塑性区较前期变大,使得断面较之前不平整。同时,由于裂纹扩展接近失稳,除了疲劳条带外,从图中还可以看到韧窝。

图1 FGH96母材断口微观形貌Fig.1 Fracture Microscopic view of FGH96 matrix
图2为焊缝疲劳裂纹扩展速率测试试样断口图。图2(a)为裂纹扩展前期断口微观形貌,有明显的撕裂棱;图2(b)为裂纹扩展中期,疲劳条带细密,裂纹扩展方向为自右向左;图2(c)为裂纹扩展后期,可观察到疲劳条带,且可见条带间距增加,疲劳条带的间距与应力强度因子幅有关,随ΔK的增加而增加。在疲劳裂纹扩展后期,应力强度因子幅增加,裂纹尖端塑性区较前期变大,使得断面较之前不平整,疲劳条带变宽。
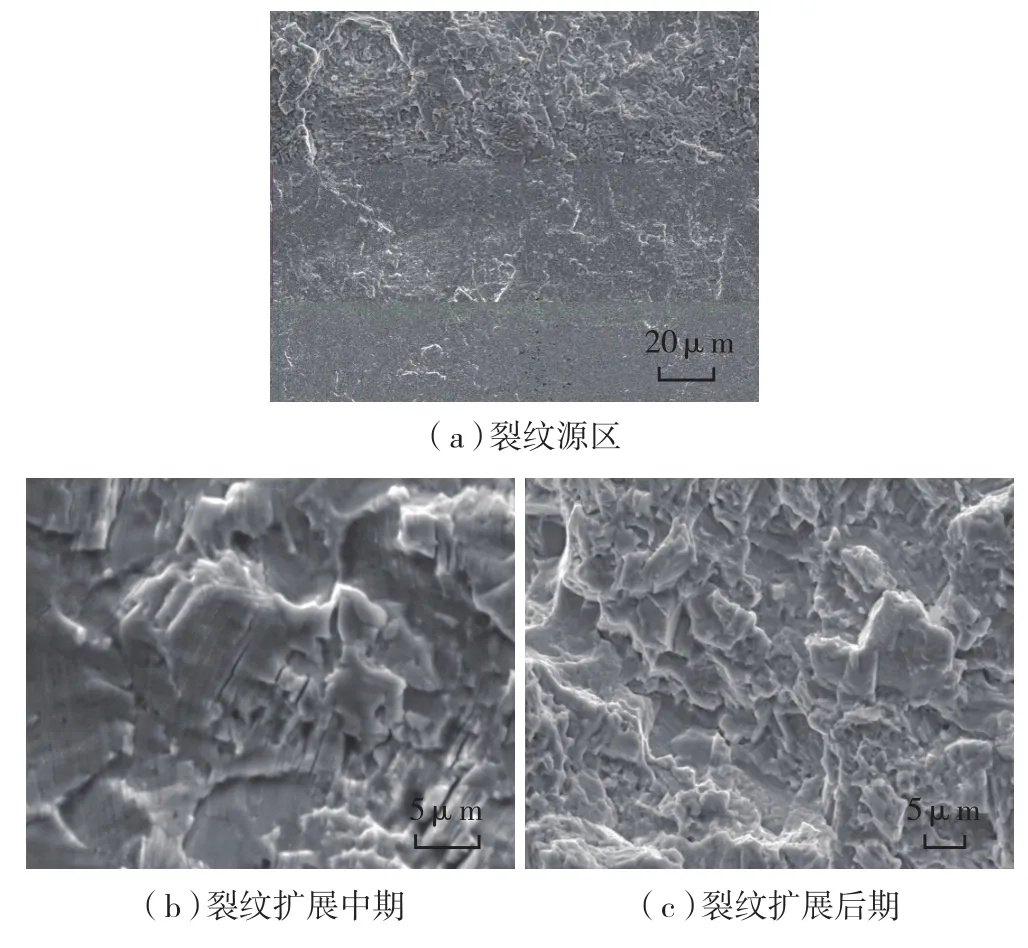
图2 FGH96焊缝断口微观形貌Fig.2 Fracture Microscopic view of FGH96 joint
根据断口观察,FGH96摩擦焊焊接接头裂纹扩展速率试验的试验件均为典型的机械疲劳断口形貌。裂纹起源于机械加工缺口根部,且为多源起裂,随着应力强度因子幅值的增加,疲劳裂纹扩展速率增加,断口显示为疲劳条带的间距增加。
对焊缝区域进行切割、镶嵌,经过100#~2000#砂纸打磨后,机械抛光,最后进行腐蚀,以观察焊缝和母材的组织形貌。对试验后断口侧面进行切割、镶嵌、磨抛、腐蚀以观察裂纹走向。FGH96惯性摩擦焊焊缝和母材组织形貌如图3所示。由于FGH96合金中的奥氏体具有较低的层错能,因此容易出现孪晶。焊缝中心区域形貌组织非常细小均匀,呈等轴晶状态,为典型的动态再结晶组织。母材组织晶粒大小不均,晶界处有析出物,并在晶粒内部还可见孪晶,这是由于FGH96合金为面心立方的奥氏体,在面心立方金属中,{111}面为密排孪晶界面,孪晶界面容易沿该密排面滑移形成孪晶。
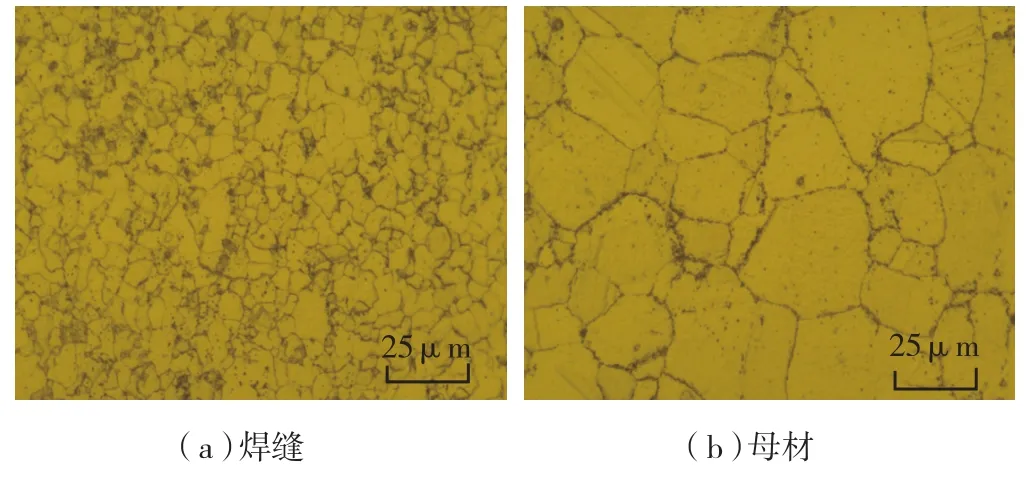
图3 试样缺口处组织形貌Fig.3 Microstructure of sample notch

图4 断口侧面形貌Fig.4 Side Microstructure of sample fracture
图4为焊缝试样和母材试样断口侧面组织形貌,焊缝试样裂纹沿焊缝扩展,裂纹附近组织为细小晶粒,母材试样裂纹附近组织为粗大晶粒,焊缝的裂纹扩展路径较为平坦,二者均为穿晶断裂。
4 结论
(1)本文对FGH96摩擦焊焊接接头裂纹扩展速率进行了测定,对曲线使用Paris公式进行了拟合,得到母材试样裂纹扩展速率方程为:da/dN=3.14593E-15ΔK5.1410,焊缝区的扩展速率方程为:da/dN=1.67302E-16ΔK5.36754。根据试验结果,焊缝裂纹扩展速率明显低于母材。
(2)在母材、焊缝中,裂纹均以穿晶形式扩展,FGH96惯性摩擦焊焊缝组织为细小晶粒,母材为粗大晶粒。细小晶粒晶界的阻碍是焊缝裂纹扩展速率低于母材的原因。
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
宁夏电力(2022年1期)2022-04-29
山西地震(2019年1期)2019-03-20
西安交通大学学报(2019年3期)2019-03-08
金属加工(热加工)(2018年10期)2018-10-26
失效分析与预防(2018年1期)2018-04-02
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
系统工程与电子技术(2016年2期)2016-04-16
