
X100管线钢的焊接冷裂纹敏感性分析
2015-03-12 06:50:54耿都都严春妍纳学洋杨顺贞
电焊机 2015年8期
耿都都,严春妍,纳学洋,曲 扬,杨顺贞
(河海大学 机电工程学院,江苏 常州 213022)
0 前言
随着各个国家对石油、天然气需求量的增加,促进了管线工程的快速发展,相应地增加了管线钢的需求量。世界石油工业的发展及冶金技术的进步推动了管线钢的快速发展。X100管线钢是一种控轧控冷的低碳微合金化高强钢,在具备高强度的同时,兼有良好的塑韧性。但是在焊接过程中,焊接粗晶热影响区是焊接接头最薄弱的地方之一,因为粗晶区组织粗大,晶界容易出现淬硬组织,且容易造成应力集中,故冷裂纹在此处容易萌生并扩展,是造成这类管线钢断裂的严重缺陷之一。
在此研究了X100管线钢的焊接冷裂纹敏感性,确定了X100管线钢焊接时能防止冷裂纹的最佳预热温度范围。
1 试验材料和方法
1.1 试验材料
试验使用X100管线钢,板厚18.4 mm,供货状态为热轧态。X100钢的主要化学成分和力学性能如表1、表2所示,X100钢的显微组织如图1所示。
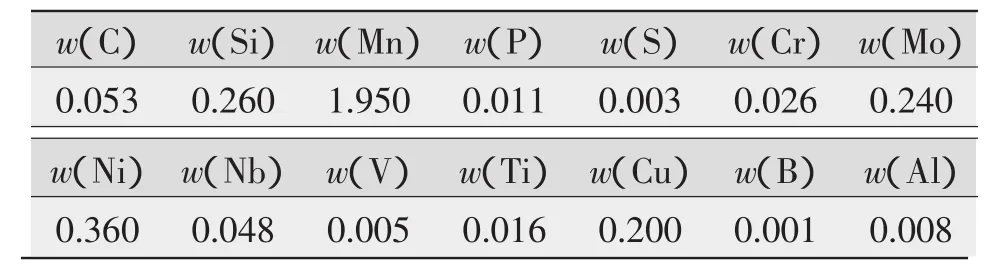
表1 X100钢的化学成分Tab.1 Chemical composition of X100 pipeline steel%

表2 X100钢的力学性能Tab.2 Mechanical properties of X100 pipeline steel
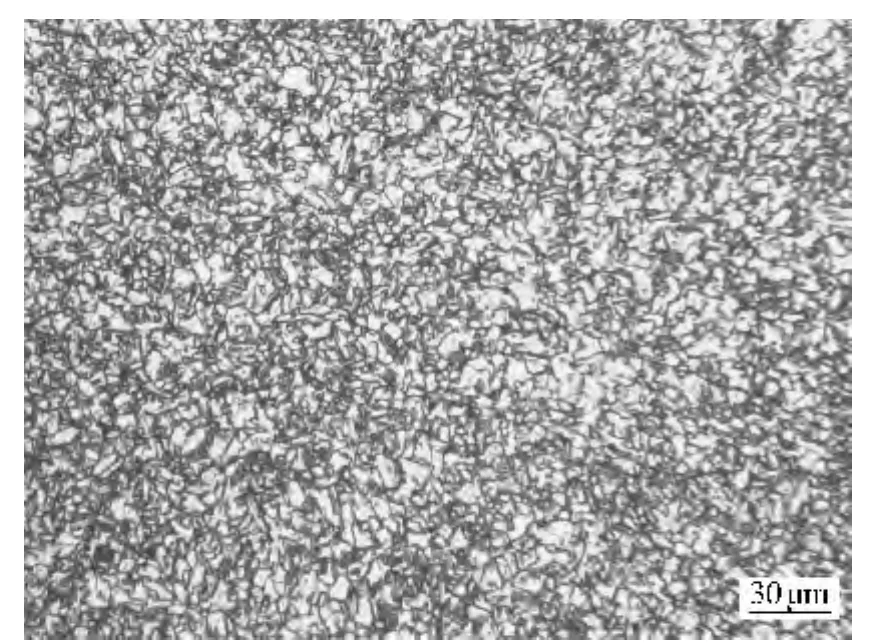
图1 X100钢的显微组织Fig.1 Microscopic structure of X100 pipeline steel
1.2 斜Y型坡口焊接裂纹试验
斜Y型坡口焊接裂纹试验是一种较苛刻的焊接冷裂纹试验方法,试验方法简便,是国际上采用较多的抗裂性试验方法之一,亦称“小铁研”试验。按照GB 4675.1-84《焊接性试验斜Y型坡口焊接裂纹试验方法》的规定进行试验。通过调整预热温度来研究预热对X100管线钢冷裂纹敏感性的影响。焊接试验采用焊条电弧焊,焊接材料为低氢纤维素型焊条E9010-G,焊接热输入15 kJ/cm。
斜Y型坡口焊接裂纹试验试件加工如图2所示。为防止组织发生变化,焊接坡口采用机械方法加工。试板两端的拘束焊缝采用双面焊,焊接时注意防止角变形和未焊透。保证中间待焊试样焊缝处有2 mm间隙。本试验在室温和四组预热温度下进行,共五组。焊接时的环境温度为25℃,相对湿度为45%,具体焊接工艺参数如表3所示。
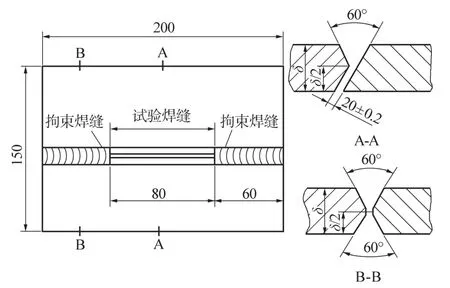
图2 斜Y型坡口焊接裂纹试验试件加工Fig.2 Processing sample of Y-slit type cracking test
焊后静置48 h后截取试样进行裂纹检测,用线切割方法在试验焊缝上等分截取4~6块试样,检查5个横断面上的裂纹深度,最后计算出断面裂纹率Cs。裂纹检测结果如表4所示。
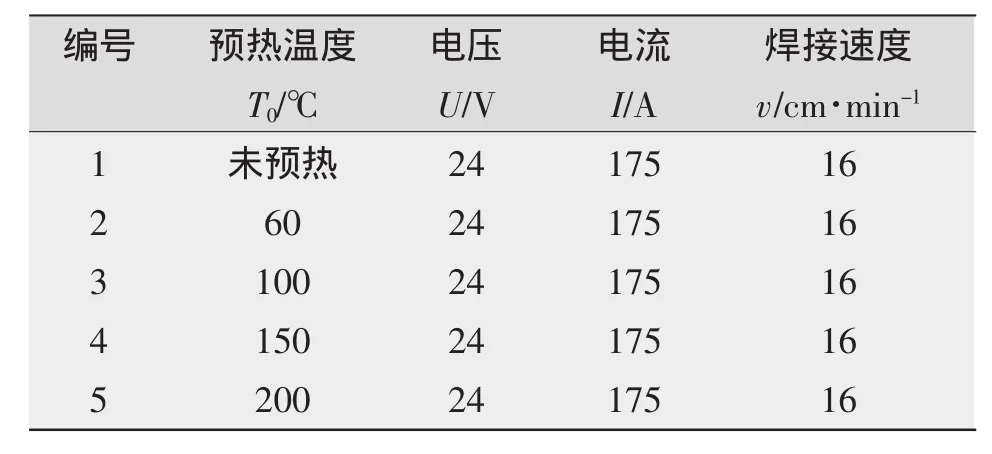
表3 斜Y型坡口焊接试验焊接工艺参数Tab.3 Processing parameters of Y-slit type cracking test
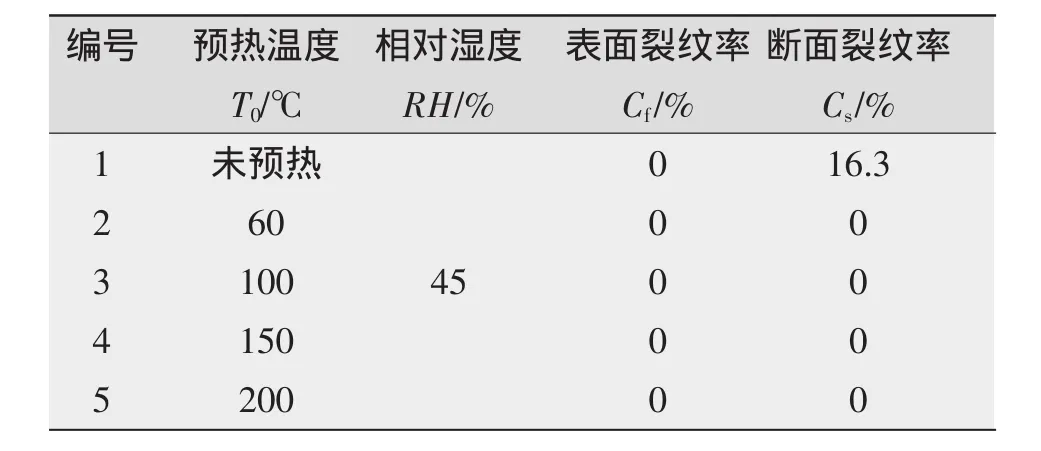
表4 斜Y型坡口焊接裂纹试验结果Tab.4 Experimental Y-slit type cracking test
由表4可知,在不同的预热温度下试验焊缝的表面裂纹率均为0,而且仅在未预热的情况下出现了少量的断面裂纹。可以得出:虽然X100管线钢的强度很高,但其冷裂敏感性较低,适当地提高预热温度能够有效降低裂纹率。
1.3 焊接热影响区最高硬度试验
硬度是衡量材料软硬程度的物理量,而硬度值是表征强度、韧性和形变强化等一系列不同物理量组合的一种综合性能指标[2]。金属材料的硬度值与强度之间具有近似的对应关系。一般硬度值越大,强度越高。根据焊接热影响区最高硬度可以相应地评价材料的冷裂纹敏感性和淬硬倾向。按照GB 4675.5-84《焊接热影响区最高硬度试验方法》的规定进行试验。
焊接热影响区最高硬度试验的试件形状示意如图3所示。
焊接试验是在环境温度25℃,相对湿度为45%,焊接电压24 V,焊接电流175 A,焊接速度16 cm/min的条件下进行的。焊后不进行任何焊后热处理,自然冷却12 h后,取样、磨制、腐蚀。然后测量并统计出不同预热温度下HAZ的最高硬度,结果如图4和表5所示。
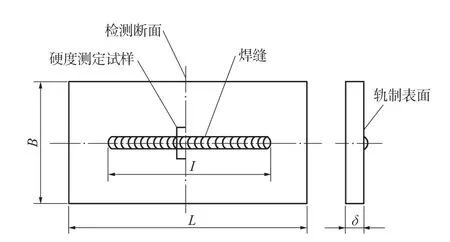
图3 焊接热影响区最高硬度试验的试件形状Fig.3 Shape of sample of maximum hardness test in HAZ

图4 Hmax随预热温度的变化曲线Fig.4 Curve of preheating temperature and Hmax
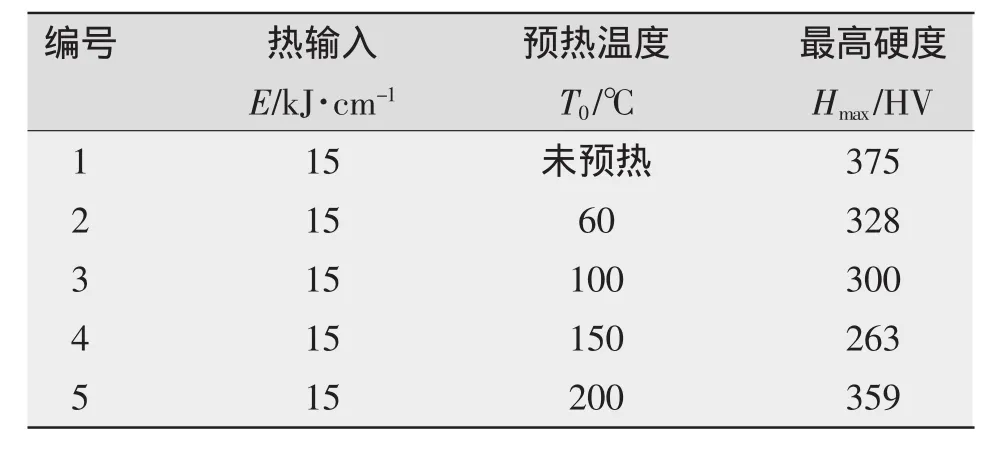
表5 焊接热影响区最高硬度试验结果Tab.5 Experimental results of maximum hardness test in HAZ
分析图4和表5可知,Hmax随着预热温度的升高先减小后增大。文献[3]表明,为了保证X100管线钢具有较好的抗裂性能,其焊接热影响区最高硬度应低于350HV。因此在实际的焊接操作中,适当预热且避免预热温度过高即可防止X100管线钢冷裂纹的产生。
2 分析和讨论
大量的文献表明,CGHAZ是焊接接头最薄弱的地带之一,粗晶区的组织性能对研究焊接接头具有重要意义[4]。在斜Y型坡口焊接裂纹试验中,不同预热温度下焊接粗晶热影响区的组织如图5所示。
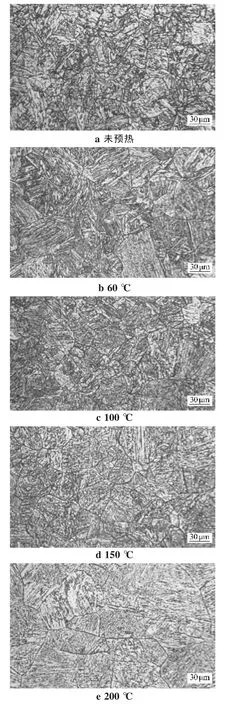
图5 不同预热温度下焊接粗晶热影响区的组织Fig.5 Microstructure of CGHAZ in different preheating temperature
未预热时的CGHAZ组织如图5a所示。由于冷却速度大,组织形态多为从A晶界向内平行生长的板条,并且在A晶界和板条间可见较大的块状或条状M-A组元,此时还有一定数量的板条马氏体,故淬硬性较大,出现了少量的断面裂纹。
当采用一定的温度进行预热时,随预热温度升高,焊接接头冷却速率减小,组织淬硬性下降,粒状贝氏体逐渐形成、增多,并且伴有细小的针状铁素体。组织特征为平行的板条,板条间有小角度晶界,M-A组元呈针状或者薄膜状分布在板条束界和板条晶界之间,组织硬度下降,故冷裂纹敏感性减小。
当预热温度过高时(见图5e),粗晶区晶粒粗大,使得奥氏体转变的稳定性增加、非平衡的低温转变产物增多,因而冷却后粗晶区形成少量上贝氏体。由于上贝氏体条间的碳化物易于萌生裂纹或成为裂纹扩展的通道,致使材料的韧性降低。又因为冷却速度的降低,使粗晶区冷却后出现少量块状铁素体和珠光体,这种铁素体+珠光体组织部分代替了针状铁素体,进一步降低了粗晶区韧性[5]。此时还可见粗大的呈块状或条状的M-A组元,故粗晶区的硬度很高。这种低韧性高硬度的组织将会增加冷裂倾向,故应尽量选择适宜的预热温度,避免高温预热。
3 结论
(1)斜Y型坡口焊接裂纹试验和焊接热影响区最高硬度试验的结果表明,X100管线钢冷裂纹敏感性并不是很大。
(2)随着预热温度升高,热影响区最高硬度Hmax不断下降;当预热温度高到一定值后,Hmax又会上升,所以在实际焊接操作中,采用适当的温度进行预热能够防止X100管线钢焊接冷裂纹的产生。
[1]高惠临.管道工程面临的挑战与管线钢的发展趋势[J].焊管,2010,33(10):5-17.
[2]石德珂.材料科学基础[M].西安:机械工业出版社,2003.
[3]张君,牛辉.X100管线钢冷裂敏感性研究[J].焊管,2012(11):22-26.
[4]张骁勇,高惠临,庄传晶,等.焊接热输入对X100管线钢粗晶区组织及性能的影响[J].焊接学报,2010,31(3):29-32.
[5]李为卫.预热温度对X80管线钢焊接热影响区组织性能的影响[J].石油工程建设,2005,31(4):10-12.
猜你喜欢
金属热处理(2022年8期)2022-09-05 08:38:30
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
电焊机(2018年10期)2018-11-09 11:11:36
激光与红外(2018年3期)2018-03-23 09:23:33
电焊机(2016年3期)2016-12-13 06:53:22
焊接(2016年4期)2016-02-27 13:03:29
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
女友·家园(2014年3期)2014-11-26 22:24:31
