
一种新型表层增益Zig-Zag板条的设计与分析
2018-03-23 09:23王五洋刘健美唐晓军
激光与红外 2018年3期
王五洋,刘健美,刘 洋,刘 磊,唐晓军
(1.固体激光技术重点实验室,北京 100015;2.华北光电技术研究所,北京 100015)
1 引 言
激光二极管(LD)泵浦的全固态激光器具有高功率、高光束质量、结构紧凑、可靠性高等优点,广泛应用于工业、国防及医疗等多个领域。但增益介质的热效应问题一直制约着功率和光束质量的进一步提高。广大科研人员对此开展了大量的研究,并提出了许多切实可行的措施,比较有代表性的是板条激光器和薄片激光器。
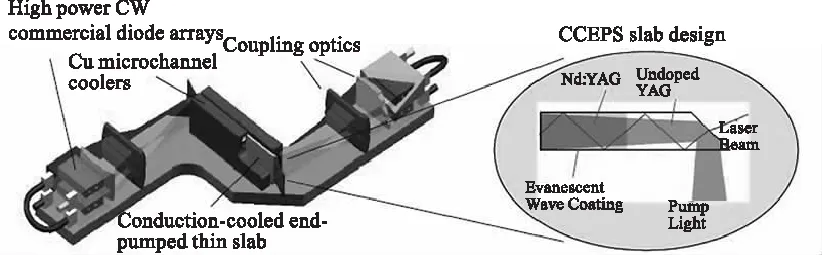
图1 传导冷却端面抽运板条激光器Fig.1 Conduction cooled end pumped slab
Zig-Zag板条激光器最早是在1972年由Martin等[1]提出,随后取得了飞速发展。
激光在板条内部以“之”字形传播,可有效补偿板条增益介质内部的热畸变。2000年,Injeyan等[2]提出传导冷却端面抽运板条激光器结构(CCEPS)方案如图1所示。
2005年,诺格(Northrop Grumman)公司利用该方案实现单板条4 kW激光输出,并利用主振荡功率放大(MOPA)结构,用4片板条实现单链功率15 kW近衍射极限激光输出[3];2009年,又采用7路15 kW放大模块相干合成,获得BQ优于3、功率达105 kW的激光输出[4]。
薄片激光器是由Giesen等[5]在1994年提出,该结构增益介质很薄(100~200 μm),通过直接接触高效冷却器来有效散热,由于其中热流方向和激光传输方向基本相同,可有效避免增益介质内部温度梯度对激光波面的影响。2013年,清华大学首次以单片Nd∶YAG薄片作增益介质,去离子水作冷却液,采用直接液体冷却方式,获得功率17.1 W的激光输出[6]。
唐晓军等[7]提出了表层增益板条(或三明治板条)的概念,融合了板条激光器和薄片激光器各自的优点:1)激光在板条内以“之”字型光路传输,可有效补偿板条内部的热畸变;2)泵浦光在板条内部同样以“之”字型光路传输,在上下两个掺杂表面得到充分吸收;3)与薄片激光器相似,板条增益薄层直接与热沉接触,散热能力远优于传统板条激光器。
本文从几何光学出发,结合板条与薄片激光器各自优点,综合考虑多方影响因素,提出了一种多面键合的表层增益Zig-Zag板条激光器并确定其结构参数,并根据实际使用条件得到了较优的Zig-Zag板条结构设计方案。
2 新型表层增益板条的结构设计
本文采用当今最经典、最成熟、最广泛应用的Zig-Zag板条作为基础,但将原本的体掺杂改为与薄片激光器类似的表层掺杂,进而确定这种多面键合的表层增益Zig-Zag板条的基本结构,如图2所示。

图2 表层增益Zig-Zag板条的基本结构
2.1 板条的角度选择
板条激光器中光线的全反射角、反射次数、泵浦方式、板条厚度和长度都与板条端面切割角有关,因此在Zig-Zag板条的设计中,端面切割角是首先要确定的参数[8],如图3所示。

图3 光束在板条中传播的几何关系
板条的上下表面与入射泵浦光束垂直,设板条的折射率为n,端面切割角θ,厚度为t,光线入射角为α,则由几何光学可知:入射泵浦光在板条端面的折射角β=α=θ,在板条内全反射角γ=β+θ。
若要使波长为λ的泵浦光在板条内全反射,板条内全反角γ必须满足以下关系:
(1)
本文以Nd∶YAG作增益介质(n=1.82),为减少板条表面倏逝波带来的损耗,板条上下全反射面镀有3 μm厚的折射率为1.45的SiO2膜层,式中n′为抑制倏逝波的膜层折射率。因此,切割角必须满足板条内全反射关系:
(2)
代入已知条件,由式(2)可解得θ>26.40°。
板条端面的切割角除了要满足激光在板条内全反射条件,还需尽量使光线填充板条,以提高增益。如图4所示,L为板条的长度,t为板条的厚度,入射光线的宽度为L′,La、Lb为光束在板条内反射交叠部分的长度和一个周期的长度。

图4 宽度为L′的泵浦光束在板条中的传播光路
由图4中入射光路的几何关系可得:
(3)
Lb=2ttanγ
(4)
定义填充因子f为:
(5)
填充因子f可以反映光束在板条表层增益介质中的填充情况。当f=1时,光束将填满整个板条表层增益区域,此时板条的利用率最高。如果入射泵浦光能恰好填充满板条端面,即L′ =t/tanθ,则填充因子f可写成关于θ的函数:
(6)
由式(6)可得f随切割角θ的变化关系如图5所示。当θ=29.95°时,f=1,此时光束可以完全填充板条内部,板条的利用率达到最大;当θ>29.95°时,f随θ的增大而减小。
当θ<29.95°时,板条表层增益区会出现部分区域重复增益的情况,容易因散热不均匀而出现畸变。
板条端面通常镀有针对1064 nm激光的增透膜,但808 nm的泵浦光在板条端面的反射可简单地认为发生在与空气接触面,这时确定泵浦光在板条端面的全反射条件为:
(7)
由式(7)可求得θ>33.33°。因此,综合考虑式(2)、(6)、(7)对板条端面切角θ的限制、入射泵浦光发散角的影响及加工条件,板条端面的切割角应选为35°。
2.2 板条的厚度和宽度设计
板条的厚度和宽度既要考虑系统的通光口径要求,又要考虑泵浦光的发散角和泵浦光吸收的具体影响。
本文所采用的模拟泵浦源为两个上下叠放的30巴条连续激光二极管阵列,并通过阵列自带的微柱透镜进行快轴方向上的准直(如图6所示),发散角在2°左右,慢轴方向的发散角在8°左右;再利用两片矩形透镜进一步聚焦,最后通过导光板(如图7所示);将聚焦后的泵浦光(如图8所示)耦合进所设计的表层增益Zig-Zag板条。

图6 作为泵浦源的激光二极管阵列Tracepro模拟图
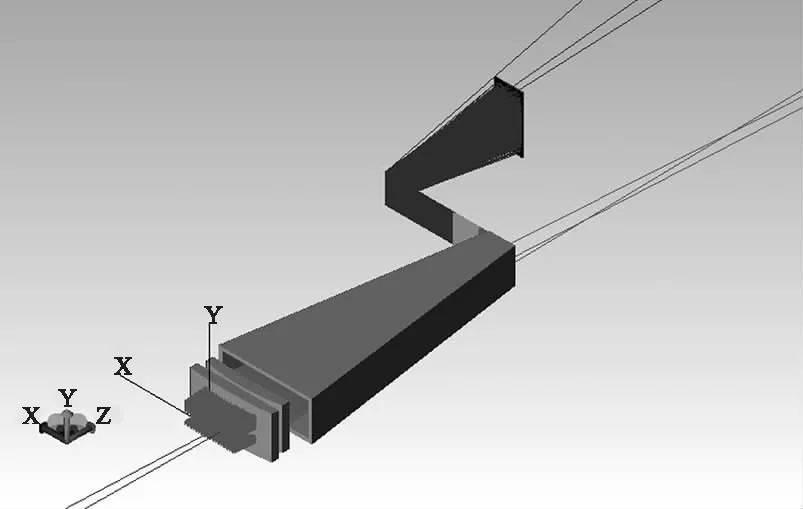
图7 将泵浦源耦合进板条的聚焦系统模拟图
由图8可知,经过聚焦系统后的泵浦光长度约为28 mm,宽度约为2 mm,功率为5976.5 W。
考虑到泵浦光通过导光板后,距离板条仍有一段微小距离,会存在一定的发散角,即L′应略大于2 mm。当θ=35°时,t应满足:
t=L′tanθ>1.4 mm
(8)
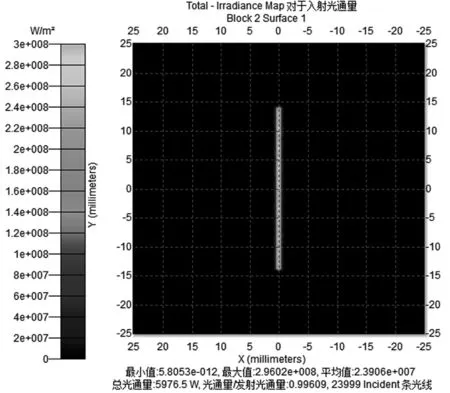
图8 经过聚焦系统后的泵浦光Tracepro模拟图
为便于加工,板条厚度取t=2 mm,宽度方向上发散角影响不明显,可直接取Wslab=28 mm。由此也可确定表层增益区宽度为28 mm,而厚度通常选择为200 μm。
2.3 板条及表层增益区的长度设计
对于泵浦光来说,由于表层增益Zig-Zag板条内光束会周期性反射,所以板条长度应设计为泵浦光反射周期的整数倍,同时确保泵浦光尽量吸收完全。
当板条端面切角θ=35°时,板条上下两个全反面的长度为:
L=N1Lb=N1·2ttan(θ+β)=10.99N1
(9)
为验证本文设计的表层增益板条的增益特性,我们选择长度接近实验室常用的121 mm板条,此时N1=11,则L=120.9 mm;板条表层掺杂区选择N1=9,L=98.9 mm。
对于输出激光来说,设种子光入射板条端面的角度为φ,则板条长度选择须满足:1)入射种子光与输出激光必须确保平行;2)板条长度应为激光反射周期的整数倍,以确保通光口径前后一致。宽度为L″的激光束在板条中的传播光路图如图9所示。

图9 宽度为L″的激光光束在板条中的传播光路
此时,由几何光学可知:
(10)
(11)
此时板条上下两个全反面的长度也可表示为:

(12)
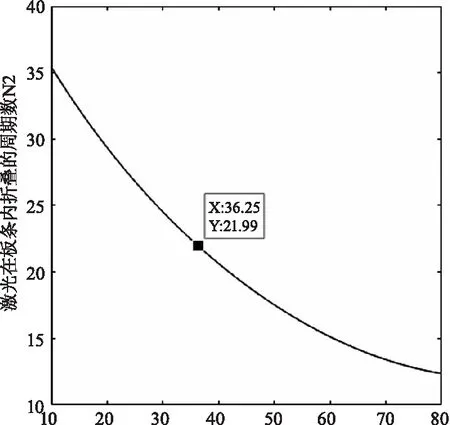
由于L与θ已知,此时可以得到输出激光在板条内折叠周期数N2与入射角φ的关系如图10所示。
激光在板条端面入射角φ/(°)
激光在板条端面的入射角为φ必须满足板条内全反射关系:
(13)
代入相关参数解得φ>33.8°,又因为N2为整数,所以选择N2=22,这时激光在板条端面的入射角为φ=36.25°。
若激光填满整个板条端面,则:
(14)
此时将所得参数代入公式(11),经计算激光的填充因子趋近于1。
本文所模拟的激光源为波长1064 nm光纤激光器,并通过扩束放大光学系统将其拉伸,再通过光阑在板条端面前5 mm处形成2.8 mm×28 mm的光斑,如图11所示;激光通过板条的时候,可以发现板条端面和内部被激光完全填满,入射的激光与出射的激光基本平行,如图12所示;出射的激光宽度有所增加,说明存在少量的菲涅尔衍射,板条端面后40 mm处的激光光斑如图13所示。

图11 板条端面的入射激光Tracepro模拟图
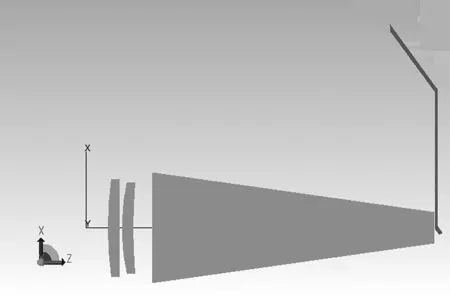
图12 激光通过板条的模拟图

图13 经过板条后的激光Tracepro模拟图
2.4 模拟实验确定掺杂浓度
板条表层增益区的掺杂浓度太高的话,泵浦光在初始阶段就被吸收完全,导致局部温度过高引起热畸变;浓度过低的话,会导致泵浦光吸收不完全,漏光过多可能会损伤激光二极管等实验器件,所以本文设计时为保证板条增益介质充分利用,允许有5%以下的少量漏光。
设掺杂粒子受激发射截面积为σ21,粒子密度为N0,则掺杂粒子吸收系数α为[9]:
α=σ21N0
(15)
本文采用功率6000 W波长808 nm的激光二极管泵浦Nd∶YAG增益介质,以获得1064 nm的激光输出。
此时,可获得掺杂浓度和板条漏光两者之间的关系,如图14所示。
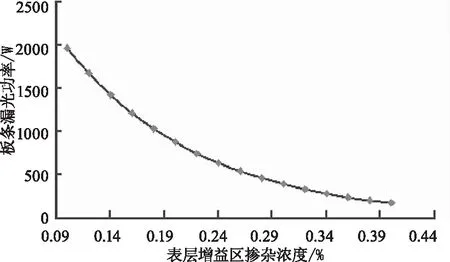
图14 板条漏光随掺杂浓度的变化关系
随着掺杂浓度的增加,板条漏光的功率呈现衰减趋势,但衰减速度放缓,最后始终有少量的泵浦光(约170 W左右)漏出。这是因为泵浦光输入时存在一定发散角,导致有部分泵浦光沿着板条中间未掺杂区漏出。
由此可确定最佳的掺杂浓度为0.4%(原子数分数),此时只有170 W左右微弱的光漏出,吸收效率可达97%。
3 结 论
综上所述,本文所设计的表层增益Zig-Zag板条为120.9 mm×28 mm×2 mm,板条端面切角为35°,
上下表层掺杂区尺寸为98.9 mm×28 mm×0.2 mm,掺杂浓度为0.4%原子数分数。使用时,板条端面的激光入射角度为36.25°。
[1] Martin W S,Chernoch J P.Multiple internal reflection face-pumped laser[P].US3633126,1972.
[2] Injeyan H,Hoefer C S,Palese S P.End pumped zig-zag slab laser gain medium:US6268956B1[P].2001-07-31.
[3] Goodno G,Komine H,McNaught S,et al.Multi-kW near-diffraction-limited single-frequency Nd∶YAG laser[C].Conference on Lasers and Electro-optics Europe,2005.
[4] Mchale J.U.S.Army selects Northrop Grumman 100 kilowatt,solid-state laser for field tests[J].Military & Aerospace Electronics,2010.
[5] Giesen A,Hügel H,Voss A,et al.Scalable concept for diode-pumped high-power solid-state lasers[J].Applied Physics B,1994,58(5):365-372.
[6] Fu X,Liu Q,Li P,et al.Direct-liquid-cooled Nd∶YAG thin disk laser oscillator[J].Applied Physics B,2013,111(3):517-52.
[7] LIU Yang,TANG Xiaojun,Wang Zhe,et al.Laser Diode End Pumped Nd∶YAG Surface Gain Slab Lasers[J].Chinese Journal of Lasers,2016(10):25-30.(in Chinese)
刘洋,唐晓军,王喆,等.激光二极管端面抽运Nd∶YAG表层增益板条激光器[J].中国激光,2016(10):25-30.
[8] SUN Feng,PENG Tangchao.Structural design of Zip-Zap laser slab[J].Optics & Optoelectronic Technology,2012(6):37-40.(in Chinese)
孙峰,彭堂超.Zig-Zag激光板条的结构设计[J].光学与光电技术,2012(6):37-40.
[9] Koechner W.Solid-state Laser Engineering[M].Beijing:Science Press,2002.39-44.(in Chinese)
克希耐尔W.固体激光工程[M].北京:科学出版社,2002:39-44.
猜你喜欢
金属热处理(2022年8期)2022-09-05
阅读(科学探秘)(2022年5期)2022-06-07
模具工业(2021年6期)2021-06-25
奥秘(2021年3期)2021-04-12
河北省科学院学报(2020年4期)2020-03-19
科学(2020年6期)2020-02-06
电子制作(2018年9期)2018-08-04
红领巾·探索(2014年1期)2015-03-16
汽车维护与修理(2015年6期)2015-02-28
微型计算机·Geek(2009年3期)2009-12-11
