
汽车钣金的搅拌摩擦焊接组织与性能分析
2015-03-12 06:50:56樊明龙
电焊机 2015年8期
樊明龙
(扬州工业职业技术学院,江苏扬州225127)
0 前言
在现代工业制造领域,汽车工业是一个重要的国民经济支柱产业。汽车钣金作为一种重要的汽车零部件,其焊接工艺和焊接接头性能尤为重要。汽车钣金材料主要有黑色金属和有色金属两种。在汽车钣金的焊接中,目前普遍采用激光焊接。但是激光焊接在汽车钣金焊接中存在:(1)焊缝凝固快,可能产生气孔或脆化;(2)对高反射性和高导热性的材料,如汽车钣金中越来越多采用的铝合金,焊接效果往往难以达到理想状态。搅拌摩擦焊是一种新型的固相焊接技术,自1991年发明以来得到了越来越广泛的应用。但是,采用搅拌摩擦焊的新型固相焊接工艺进行汽车钣金焊接,还鲜有报道。为此,本研究尝试采用搅拌摩擦焊的新型固相焊接工艺,分别进行了黑色金属304不锈钢汽车钣金和有色金属6061铝合金汽车钣金的同质对接焊,并对焊接接头的显微组织、力学性能、疲劳性能和耐腐蚀性能进行了测试与分析,探索出一个实用价值较高的汽车钣金新型固相焊接工艺。
1 试验材料与方法
1.1 试样材料
试验分别以黑色金属304不锈钢汽车钣金和有色金属6061铝合金汽车钣金为焊接对象(即被焊母材),钣金厚度为2 mm。汽车钣金的化学成分,经EDX1800C型X射线荧光光谱仪测试,测试结果如表1和表2所示。汽车钣金的室温力学性能如表3所示。

表1 304不锈钢汽车钣金的化学成分Tab.1 Chemical composition of 304 stainless steel automotive sheet metal %

表2 6061铝合金汽车钣金的化学成分Tab.2 Chemical composition of 6061 Al alloy automotive sheet metal %
1.2 试验方法
采用自制搅拌摩擦焊机,以单面对接方式分别对黑色金属304不锈钢汽车钣金和有色金属6061铝合金汽车钣金进行了新型固相焊接工艺试验。试验所用搅拌头由高温合金制作而成,搅拌头形状如图1所示。搅拌针带螺纹,针长1.85 mm;轴肩选用内凹型,轴肩直径为8 mm。搅拌摩擦焊的新型固相焊接工艺参数,如表4所示。

图1 搅拌头的外形Fig.1 Appearance of stir head
试验采用搅拌摩擦焊的新型固相焊接工艺获得汽车钣金焊接接头,采用GX20型金相显微镜(见图2)观察显微组织。试样力学性能测试采用HY-932型拉伸试验机和ZBC2000型冲击试验机进行室温测试,拉伸试样的平行段长度为57mm、总长为120mm、圆弧半径为14 mm,采用EVO18型扫描电镜观察拉伸断口;冲击试样采用V型缺口,缺口深度为1 mm。试样疲劳性能测试采用XL-KAS型疲劳试验机进行测试,试验温度为室温,循环应力的应力比为0.1,频率为100 Hz,以试件拉断时的疲劳循环次数定义为疲劳寿命。试样耐腐蚀性能在HG25型盐雾试验机中,按照国标GB/T 10125-1997(即《人造气氛腐蚀试验盐雾试验标准》)进行中性盐雾腐蚀试验,试验温度为35℃、溶液为氯化钠水溶液、溶液浓度为(50±5)g/L、溶液 pH 值为 6.85±0.35,腐蚀时间为96 h。

表4 新型固相焊接工艺参数Tab.4 Parameters of new-type solid phase welding process
2 试验结果及讨论
2.1 显微组织
图3为黑色金属304不锈钢汽车钣金新型固相焊接接头的焊核区和母材区显微组织。图4为有色金属6061铝合金汽车钣金新型固相焊接接头的焊核区和母材区显微组织。由图3、图4可知,与母材相比,接头焊核区显微组织得到明显细化且表现为细小的等轴晶组织。这主要是因为在该新型固相焊接过程中,接头焊核区晶粒除了承受剧烈的温度场作用外,还承受着剧烈的机械搅拌作用,从而使得该部分区域发生明显的动态再结晶[5]。
2.2 力学性能
黑色金属304不锈钢汽车钣金、有色金属6061铝合金汽车钣金的新型固相焊接接头力学性能测试结果如表5所示。接头系数是指接头抗拉强度与母材抗拉强度的百分比。由表5可知,与黑色金属304不锈钢汽车钣金母材相比,该新型固相焊接接头的抗拉强度达到423 MPa,接头系数为80%,接头冲击吸收功从42 J增加至51 J;与有色金属6061铝合金汽车钣金母材相比,该接头的抗拉强度达259 MPa,接头系数高达91%,接头冲击吸收功从44 J增加至59 J。图4为上述两种接头的拉伸断口形貌SEM照片。由图4可知,不管是黑色金属304不锈钢汽车钣金接头,还是有色金属6061铝合金汽车钣金接头,其室温拉伸断口均由较多的韧窝和少量的撕裂棱组成,呈现出较为明显的塑性断裂特征。采用该新型固相焊接工艺,不仅可以实现有色金属汽车钣金的高质量焊接,而且能够实现黑色金属汽车钣金的高质量焊接。该新型固相焊接工艺可以在汽车钣金中得到实际应用。

图2 304不锈钢汽车钣金接头显微组织Fig.2 Microstructure of 304 stainless steel automotive sheet metal joint

图3 6061铝合金汽车钣金接头显微组织Fig.3 Microstructure of 6061 Al alloy automotive sheet metal joint

表5 汽车钣金接头的力学性能测试结果Tab.5 Mechanics performance test results of automotive sheet metal joints
2.3 疲劳性能
黑色金属304不锈钢汽车钣金和有色金属6061铝合金汽车钣金母材,采用新型固相焊接工艺获得的同质搅拌摩擦焊接头,其疲劳性能测试结果如图5所示。由图5可知,与黑色金属304不锈钢汽车钣金母材相比,该新型固相焊接接头的疲劳寿命从32 123次减小至27 313次,其疲劳性能达到母材的85%;与有色金属6061铝合金汽车钣金母材相比,该接头的疲劳寿命从24 432次减小至22 895次,其疲劳性能达到母材的94%。采用该新型固相焊接工艺,使黑色金属汽车钣金和有色金属汽车钣金均达到了较高的焊接质量,焊接接头均具有较好的疲劳性能。

图4 接头拉伸断口形貌SEM照片Fig.4 SEM photos of the joint tensile fracture morphology
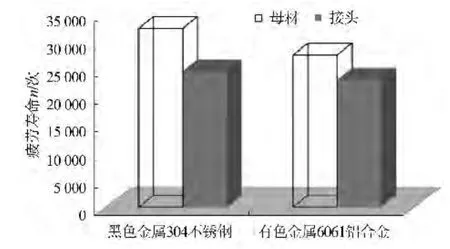
图5 接头疲劳性能测试结果Fig.5 Test results of the joint fatigue performance
2.4 耐腐蚀性能
黑色金属304不锈钢汽车钣金和有色金属6061铝合金汽车钣金母材,以及采用新型固相焊接工艺获得的同质搅拌摩擦焊接头,在进行96 h中性盐雾腐蚀后试样的单位面积失重测试结果,如图6所示。由图6可知,在盐雾腐蚀后,接头的单位面积失重较母材有所增加,但增加幅度不大。黑色金属304不锈钢汽车钣金接头在96h中性盐雾腐蚀后的单位面积失重较母材从15.843 mg/mm3增加至17.204 mg/mm3,增加了8.6%;有色金属6061铝合金汽车钣金接头的单位面积失重较母材从16.974 mg/mm3增加至17.851 mg/mm3,增加了5.2%。由此可知,两种新型固相焊接接头的耐腐蚀性能较好。采用该新型固相焊接工艺,获得的黑色金属304不锈钢汽车钣金和有色金属6061铝合金汽车钣金同质接头,兼具较佳的力学性能、疲劳性能和耐腐蚀性能。

图6 试样单位面积失重测试结果Fig.6 Test results of the sample weight loss per unit area
3 结论
(1)采用基于搅拌摩擦焊的新型固相连接工艺,可获得较高质量的焊接接头,接头具有良好的力学性能、疲劳性能和耐腐蚀性能。
(2)与黑色金属304不锈钢汽车钣金母材相比,新型固相焊接接头的接头系数为80%,疲劳性能达到母材的85%,冲击吸收功从42 J增加至51 J;与有色金属6061铝合金汽车钣金母材相比,新型固相焊接接头的接头系数达91%,疲劳性能达到母材的94%,冲击吸收功从44 J增加至59 J。
(3)黑色金属304不锈钢、有色金属6061铝合金的汽车钣金新型固相焊接接头在96 h中性盐雾腐蚀后的单位面积失重分别较母材增加8.6%、5.2%。
[1]Wu Chaoyun,Zhang Jin.State-of-art on corrosion and protection of magnesium alloys based on patent literatures[J].Trans.Nonferrous Met.Soc.China,2011,58(21):892-902.
[2]Xun Liu,Shuhuai Lan,Jun Ni.Analysis of process parameters effects on friction stir welding of dissimilar aluminum alloy to advanced high strength steel[J].Materials and Design,2014,28(3):1-25.
[3]吕赞,王琳,岳玉梅,等.搅拌头压入速度和停留时间对2024铝合金搅拌摩擦焊接温度场的影响[J].热加工工艺,2013,42(1):171-173.
[4]王春炎,曲文卿,姚军山,等.2219-T87铝合金搅拌摩擦焊接头组织与力学性能[J].焊接学报,2010,31(10):77-80.
[5]Venkateswaran P,Reynolds A P.Factors affecting the properties of Friction Stir Welds between aluminum and magnesium alloys[J].Materials Science and Engineering A.,2012(545):26-37.
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18 22:12:38
中国外汇(2019年7期)2019-07-13 05:45:02
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
Computers Materials&Continua(2019年2期)2019-02-28 07:08:44
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
河北地质(2016年1期)2016-03-20 13:51:57
山东冶金(2015年5期)2015-12-10 03:27:40
创业家(2015年2期)2015-02-27 07:52:32
有色金属设计(2014年4期)2014-03-11 19:43:15
