
线能量对超级双相不锈钢S32750焊接接头组织和性能的影响
2015-03-12 06:50:58盖红德戴家辉洪加桐任国良黄秀华柳长磊张明贤衣宝葵
电焊机 2015年8期
盖红德 ,唐 杰 ,戴家辉 ,洪加桐 ,任国良,黄秀华,柳长磊,张明贤,衣宝葵
(1.山东省特种设备检验研究院,山东 济南 251010;2.青岛荏原环境设备有限公司,山东青岛 266200)
0 前言
超级双相不锈钢UNS S32750(ASTM A240M-10B)是瑞典SANDVIK公司在20世纪80年代研发的第三代双相不锈钢。因其超低碳、高钼和高氮的成分设计,超级双相不锈钢S32750可焊接性良好,机械性能优异,且耐点腐蚀、应力腐蚀和晶间腐蚀性能优良,广泛应用于石油化工、天然气、海洋工程、印染和造纸等领域[1-4]。超级双相不锈钢S32750的应用过程中涉及大量的焊接结构,因此开展超级双相不锈钢焊接方面的研究对于保证工程焊接质量及其推广应用具有重要意义。
目前国内关于双相不锈钢焊接方面的研究比较多[5-7],但对于超级双相不锈钢焊接方面的研究较少,更缺乏厚壁板焊接接头组织和性能方面的相关研究信息。青岛荏原环境设备有限公司承接的日本核电站用海水泵工程中,涉及大量壁厚为6~80 mm的超级双相钢S32750焊接,因此为了获得良好的焊接接头性能,研究了焊接线能量对焊接接头组织和性能的影响规律。在此,进行了不同焊接线能量下的试验,并对比分析焊接接头的铁素体含量、冲击韧性、金相组织及硬度,最终获得超级双相不锈钢S32750厚壁板的最佳焊接线能量,为超级双相不锈钢焊接积累了实践经验。
1 试验材料与方法
1.1 试验材料
(1)母材采用瑞典SANDVIK公司制造的UNS S32750(ASTM A240M-10B)超级双相不锈钢。焊丝采用日本TASETO公司生产的GFW-329J4M药芯气保焊丝(φ=1.2 mm),母材和焊丝的化学成分如表1所示。

表1 母材和焊丝的化学成分Tab.1 Chemical composition of base metal and welding material %
1.2 焊接工艺参数
将母材加工成尺寸为300 mm×200 mm×40 mm的板材,采用X型坡口对接接头形式。焊接方法采用混合气体保护焊,混合气体中氮气的含量为2%,其余为CO2,具体焊接参数见表2。为获得焊接质量较高的焊接接头,焊接过程中采用多层多道焊,坡口形式、装配及焊接顺序见图1。层间温度控制在100℃以下,以减少焊缝在脆性区间的冷却时间,降低脆性相析出的可能性。利用工装控制焊接速度,保证其速度均匀。

表2 焊接工艺参数Tab.2 Welding parameters

图1 S32750焊接接头示意Fig.1 Schematic diagram of S32750 welding joint
1.3 测试方法
经检验,各试样表面不存在咬边、裂纹、未焊透、气孔及夹渣等缺陷。根据JB/T4730-2005标准,各试样X射线检测I级合格。之后使用德国Helmut Fischer公司FMP30型铁素体测量仪测量铁素体含量;采用德国Zeiss公司AxioObserver型光学金相显微镜观察焊接接头显微组织;利用Akashi Corporation公司MVK-HO显微维氏硬度计测试焊接接头硬度分布。
2 实验结果与分析
2.1 铁素体含量检测及分析
要获得具有优异性能的双相不锈钢焊接接头,就必须使焊接接头保持有合适比例的铁素体相和奥氏体相,焊接接头中的相比例是衡量焊接质量的重要指标。在此测量了不同试样的铁素体含量,铁素体含量与线能量关系见图2。

图2 线能量对S32750焊接接头铁素体含量的影响Fig.2 Effect of heat input on ferrite content of S32750 welding joint
双相不锈钢为铁素体+奥氏体双相组织。在焊接过程中,其奥氏体相逐渐转变成铁素体相,在熔合线附近奥氏体相完全固溶成为铁素体单相组织。随后在冷却过程中奥氏体相从铁素体相晶界和晶内析出形成双相组织[8]。由图2可知,除1号试样外,其他试样的焊缝和热影响区中铁素体相含量低于母材,并且随着线能量的增加,焊缝中铁素体相比例逐渐降低,这是因为焊丝中的Ni含量比较高,Ni能促进铁素体相向奥氏体相转变,同时多层多道焊的后续焊道对前层焊道有热处理作用,有利于奥氏体相的析出,线能量越高,冷却速度越慢,越有利于奥氏体析出。但1号试样因焊接线能量过低,不利于奥氏体析出,所以焊缝铁素体含量过高。
若焊接线能量过小,冷却速度过大,则奥氏体相析出量较少,且会形成具有魏氏体特征的二次转变产物,导致焊接接头韧性及耐蚀性能的恶化;但线能量过大,冷却速度过小,易在熔合线附近析出σ相(金属间脆化相),会导致焊接接头耐腐蚀性能下降、韧性变差。因此,为了保证合适的相比例,使焊接接头具有良好的耐腐蚀性能和较高的冲击韧性,应避免使用过大或过小的线能量,所以试样2、3的线能量6~18 kJ/cm较合适。
2.2 焊接接头硬度分布情况及分析
焊接接头各区域的硬度变化实质上是反映了这些区域由于金相组织变化而产生的性能方面的差异,因此测量了各试样焊接接头显微硬度。每个区域测量3个点,每个点测量3次,取其平均值,焊接接头硬度与线能量关系如图3所示。

图3 线能量对焊接接头硬度的影响Fig.3 Effect of heat input on hardness of S32750 welding joint
如图3所示,各试样焊缝硬度均高于母材硬度。对于1号试样,这是由于焊缝中铁素体含量高于母材,而铁素体的硬度高于奥氏体导致的;而对于2、3、4号试样,则是由于高线能量增强焊缝中奥氏体中氮的间隙固溶强化作用[9]。硬度测量结果也显示随着线能量的提高,各试样焊缝的硬度逐渐提高,4号试样硬度大幅提高,这是因为高线能量会导致焊缝中逐渐出现σ相和二次奥氏体相,其含量随线能量增加而增加,且它们的硬度远高于奥氏体相和铁素体相,致使硬度值升高[10]。
2.3 金相组织观察及分析
S32750母材的原始显微组织如图4所示。由图4可知,在铁素体相上近似均匀分布着条块状奥氏体组织,奥氏体相和铁素体相界限清晰,奥氏体含量略高于铁素体。
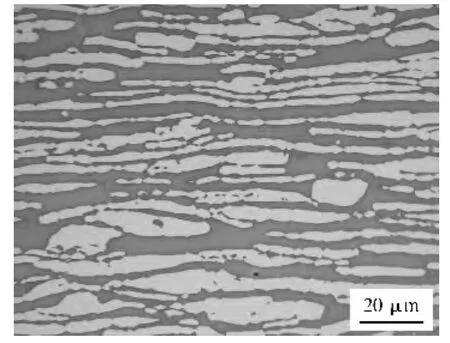
图4 S32750母材的原始显微组织Fig.4 Original microstructure of S32750 base metal
各试样焊缝的显微组织如图5所示,相对于母材,各试样焊缝区域两相的形态变化较大,其中奥氏体相以羽毛状或条块状存在,分布均匀性变差。在条块状组织中,奥氏体相被铁素体相包围,且块状奥氏体相中还有点状铁素体相。图5中还显示,各试样的两相比例也发生了变化。随着线能量的提高,焊缝中奥氏体含量逐渐提高,且除1号试样外,焊缝奥氏体的含量均略高于母材,这与前面铁素体含量测试的结果相符合。从各试样焊缝区域金相组织对比图片中可以看出,随着焊接线能量的提高,σ相和二次奥氏体相开始析出。其中线能量最大的4号试样焊缝中出现了大量的σ相和二次奥氏体相(见图 5d)。
σ相硬而脆,析出量只要达到5%就会使力学及耐腐蚀性能严重恶化[11];多层焊接时,后续焊道可能导致部分铁素体转变为细小分散的岛状二次奥氏体,其Cr、Mo、N含量比奥氏体低,会严重降低焊缝的耐腐蚀性能。所以超级双相不锈钢S32750在多层多道焊时应避免采用过高的线能量,以防止因冷却速度过慢而引起σ相和二次奥氏体相的析出;也应避免采用过低的线能量,以防止焊缝中奥氏体含量过低。通过对焊缝金相组织的分析,试样2、3的线能量6~18 kJ/cm较合适。

图5 各试样焊缝的显微组织Fig.5 Microstructure of weld specimens
3 结论
对超级双相不锈钢S32750焊接接头的铁素体含量、冲击韧性、金相组织和硬度的研究结果表明,S32750厚壁板采用气体保护焊焊接时,选用合适的焊接线能量,可使焊接接头具有良好的两相组织,防止σ相和二次奥氏体相等有害金属相的产生,保证焊接接头具有良好的力学性能和耐腐蚀性能,为实际生产中超级双相不锈钢的焊接提供了科学依据。
[1]J Olsson,M Snis.Duplex—a new generation of stainless steels for desalination plants[J].Desalination,2007,205(1):104-113.
[2]Nilson J O.Super duplex stainless steels[J].Materials Science and Technology,1992(8):685-700.
[3]A.F.Armas,S.Herenú,I.Alvarez-Armas.The influence of temperature on the cyclic behavior of aged and unaged super duplex stainless steels[J].Materials Science and Engineering:A,2008,491(2):434-439.
[4]吴玖.双相不锈钢[M].北京:北京冶金工业出版社,1999.
[5]刘靖涛.SAF2205双相不锈钢的焊接[J].焊接技术,2001,30(6):17-18.
[6]张斌,张凯,任世.焊后热处理对双相钢焊条电弧堆焊层组织性能的影响[J].电焊机,2013,43(4):63-66.
[7]高瑞,何刚,王乃.SA240-S31803双相不锈钢焊接接头组织研究[J].材料开发与应用,2013,28(2):18-22.
[8]季伟明.双相钢制设备埋弧焊工艺研究[J].石油化工设备技术,2010,31(1):52-56.
[9]周立忠,韩志诚,徐风林.2205双相不锈钢焊接工艺研究[J].机器工人,2007(12):37-39.
[10]赵志毅,徐林,李国平,等.超级双相不锈钢σ相析出及对组织性能的影响[J].材料热处理学报,2010,31(10):75-79.
[11]陈家砚,杨卓越,杨武,等.双相不锈钢中σ相的形成特点及其对性能的影响[J].钢铁研究学报,2006,18(8):1-4.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:50:42
山东冶金(2022年3期)2022-07-19 03:24:54
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
四川冶金(2018年1期)2018-09-25 02:39:24
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
上海金属(2016年1期)2016-11-23 05:17:28
焊接(2016年8期)2016-02-27 13:05:13
山东冶金(2015年5期)2015-12-10 03:27:40
焊接(2015年9期)2015-07-18 11:03:52
