
汽车悬架用铝合金的新型固相连接工艺
2015-03-12 06:50何孟新
电焊机 2015年8期
何孟新
(浙江交通技师学院,浙江 金华 321015)
0 前言
对于铝合金这类熔点较低的轻合金,采用传统熔化焊极易产生气孔、孔洞、热裂纹、大变形等缺陷。固相连接是一种有别于传统熔化焊的焊接方法,它是在不达到母材熔点的情况下,在母材还处于固态时进行焊接的工艺方法[1]。复合搅拌摩擦焊接作为一种新型的固相连接工艺,备受业界的关注,学者们进行了激光辅助搅拌摩擦焊、载流搅拌摩擦焊、水下搅拌摩擦焊等复合搅拌摩擦焊的研究[2-4]。本研究尝试采用空气冷却搅拌摩擦焊的新型固相连接工艺,进行汽车悬架用6063-T5铝合金的连接工艺研究,并分析接头的显微组织、表面硬度、力学性能和耐腐蚀性能。
1 试验材料和方法
1.1 试样材料
焊接母材为悬架用6063-T5铝合金,板材尺寸400 mm×100 mm×4 mm。采用EDX1800C 型 X射线荧光光谱仪分析母材化学成分的结果如表1所示。6063-T5铝合金的室温力学性能如表2所示。

表1 6063-T5铝合金化学成分Tab.1 Chemical composition of 6063-T5 aluminum alloy %

表2 6063-T5铝合金室温力学性能Tab.2 Mechanical performance of 6063-T5 aluminum alloy
1.2 试验方法
采用单面对接焊方式,在自制的搅拌摩擦焊机上进行汽车悬架用6063-T5铝合金的空气冷却搅拌摩擦焊的新型固相连接工艺试验。搅拌针为粗螺旋形,针长3.8 mm;轴肩为内凹型轴肩,轴肩直径10 mm。空气冷却搅拌摩擦焊的工作原理如图1所示。汽车悬架用6063-T5铝合金的新型固相连接工艺过程如图2所示。各试样的工艺参数如表3所示。搅拌头提升和下降速度均为10 mm/min,搅拌头插入和回抽的停留时间均为5 s,搅拌头倾角2°。

图1 空气冷却搅拌摩擦焊工作原理Fig.1 Working principle of air cooling friction stir welding
采用PX-15型金相显微镜观察焊接接头组织;硬度测试采用HVS-1000Z型显微硬度计;室温力学性能测试采用HY-932型拉伸试验机,并采用SEM6510型扫描电子显微镜进行断口观察;室温耐腐蚀性能测试采用LK98B型微机电化学分析系统,以5%氯化钠溶液作为电解液、扫描速度0.001 V/s、扫描范围-0.4~-0.9 V,测试体系以铂黑电极作辅助电极、甘汞电极作参比电极、接头试样制备电极作工作电极,为了有效去除试样表面的氧化物,测试前在-1.0 V恒电位下极化3 min,并采用PX15型金相显微镜观察试样腐蚀后的表面。
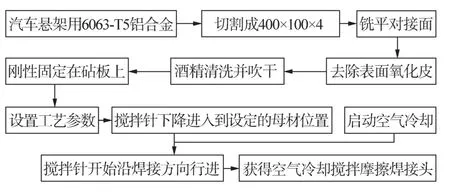
图2 6063-T5铝合金新型固相连接工艺流程Fig.2 New solid-phase connecting process of 6063-T5 aluminum alloy
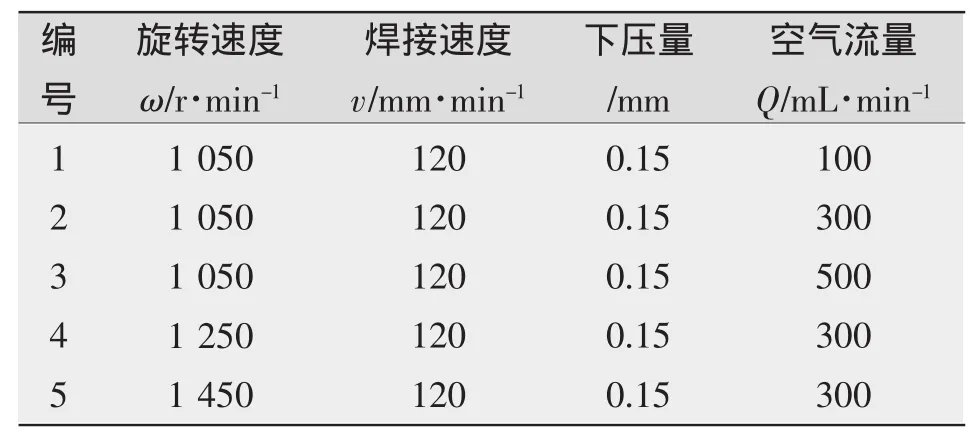
表3 工艺参数Tab.3 Process parameters
2 试验结果及讨论
2.1 显微组织
采用本研究工艺获得的焊接接头显微组织与常规搅拌摩擦焊接头类似,也是由四个不同区域组成,即焊核区(NuggetZone,NZ)、热机影响区(Thermalmechanical-affected Zone,TMAZ)、热影响区(Heataffected Zone,HAZ)和母材区(Base Material,BM)。不同工艺参数下获得的焊接接头NZ区平均晶粒尺寸如图3所示。由图3可知,采用不同的工艺参数,汽车悬架用6063-T5铝合金焊接接头NZ区域的平均晶粒尺寸不同,随着空气流量从100mL/min增加至500mL/min,NZ区域的平均晶粒尺寸先减小后增大;随着搅拌速度从1 050 r/min增加至1 450 r/min,NZ区域的平均晶粒尺寸也呈现出先减小后增大的变化趋势。这是因为在NZ区,6063-T5铝合金同时承受剧烈的机械力作用和温度循环作用,该区域晶粒发生显著的动态再结晶[5]。空气流量过小,搅拌摩擦焊过程中起不到空气冷却的作用;相反的,空气流量过大,焊接过程中材料的冷却太快,材料难以达到理想的热塑化状态,从而难以有效地动态再结晶,晶粒尺寸反而增大。搅拌速度过低,材料的动态再结晶所需的能量不足,材料难以发生显著的动态再结晶,晶粒无法足够的细化;搅拌速度过快,材料承受的温度循环作用过大,晶粒尺寸反而增大[6]。
图4为采用旋转速度为1250 r/min、空气流量为300 mL/min的试样四个区域的显微组织。由图4可知,与BM相比,NZ区晶粒由于发生动态再结晶而显著细化;TMAZ区晶粒由于承受的机械力和温度循环作用较NZ区弱,一部分晶粒得到细化,一部分晶粒发生变形成长条状;HAZ区晶粒由于只承受温度循环作用而使晶粒未发生明显的形状变化,仅仅是较母材增大。
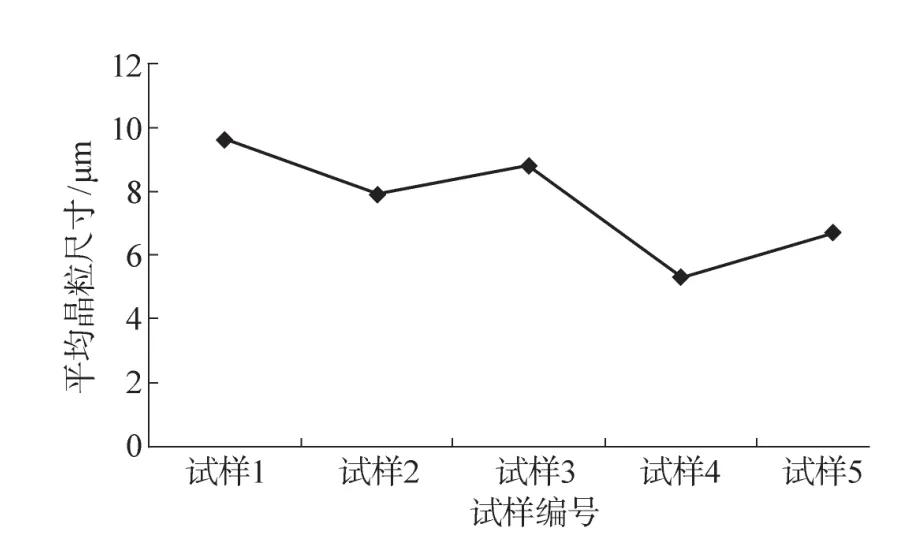
图3 接头NZ区平均晶粒尺寸Fig.3 Average grain size of the joint NZ zone

图4 接头各区域的显微组织Fig.4 Microstructure of each joint region
2.2 硬度分布
采用本研究工艺,以不同工艺参数获得的6063-T5铝合金焊接接头的硬度分布情况如图5所示。由图5可知,不同的工艺参数条件下,合金接头的硬度分布规律基本相同,接头硬度均呈现出“W”型分布,硬度最低值均出现在前进侧HAZ区,硬度最高值均出现在NZ区中心位置处。各工艺参数下的接头硬度最低值在54~57 HV之间,差异较小;各工艺参数下的接头硬度最高值在67~72 HV,差异也较小。
2.3 力学性能
不同工艺参数下获得的焊接接头的力学性能测试结果如图6所示。由图6可知,采用不同的工艺参数,汽车悬架用6063-T5铝合金焊接接头的力学性能差异较大。随着空气流量从100 mL/min增加至500 mL/min,接头的抗拉强度和接头效率(即接头抗拉强度与母材抗拉强度的百分比)呈现出先增大后减小的变化趋势;随着搅拌速度从1050r/min增加至1450r/min,接头的抗拉强度和接头效率也表现为先增大后减小。这是因为空气流量从100mL/min增加至500 mL/min或搅拌速度从1 050 r/min增加至1450 r/min,接头NZ区平均晶粒尺寸先减小后增大。在该试验条件下,接头抗拉强度和接头效率最高的是旋转速度为1250 r/min、空气流量为300 mL/min的试样4,其抗拉强度为179 MPa,接头效率达98%。图7为试样4接头的拉伸断口SEM照片。由图4可知,6063-T5铝合金的室温拉伸断口由较多细小的韧窝和少量的解理台阶组成,呈现出较为明显的韧性断裂与脆性断裂的混合断裂特征。
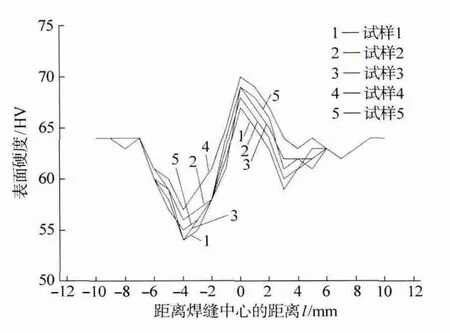
图5 接头的硬度分布Fig.5 Distribution of joint hardness
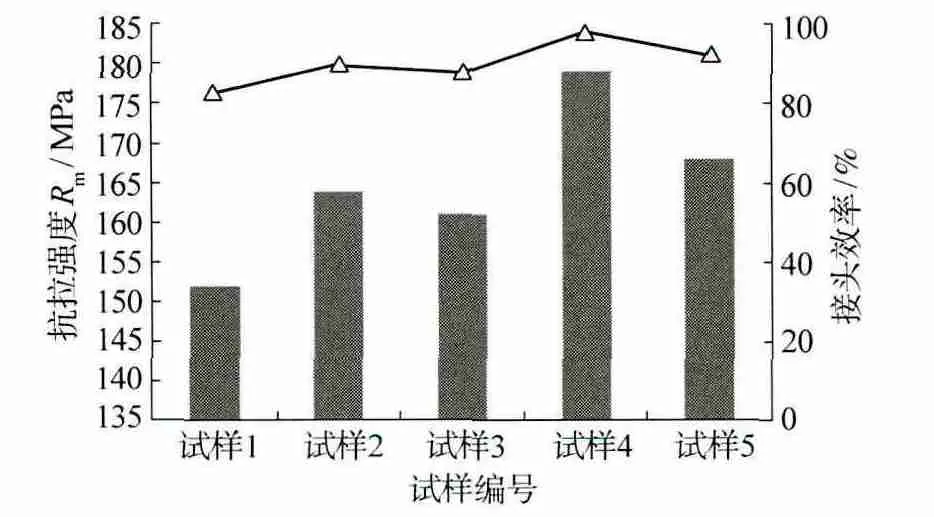
图6 接头力学性能测试结果Fig.6 Test results of the mechanical properties of the joints
2.4 耐腐蚀性能
不同工艺参数下获得的焊接接头的耐腐蚀性能测试结果如图8所示。由图8可知,采用不同的工艺参数,汽车悬架用6063-T5铝合金焊接接头的腐蚀电位不同。随着空气流量从100 mL/min增加至500mL/min,接头的腐蚀电位呈现出先正移后负移的变化趋势;随搅拌速度从1 050 r/min增加至1 450 r/min,接头的腐蚀电位也先正移后负移。众所周知,腐蚀电位愈正材料的耐腐蚀性能越强,反之,腐蚀电位愈负材料的耐腐蚀性能越差。
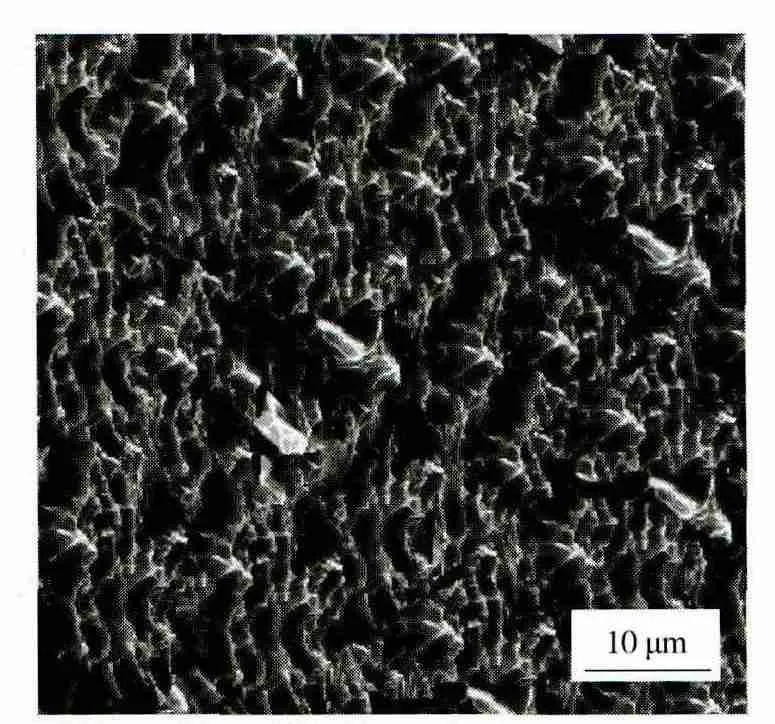
图7 试样4接头拉伸断口形貌SEM照片Fig.7 SEM images of the joint tensile fracture for sample 4
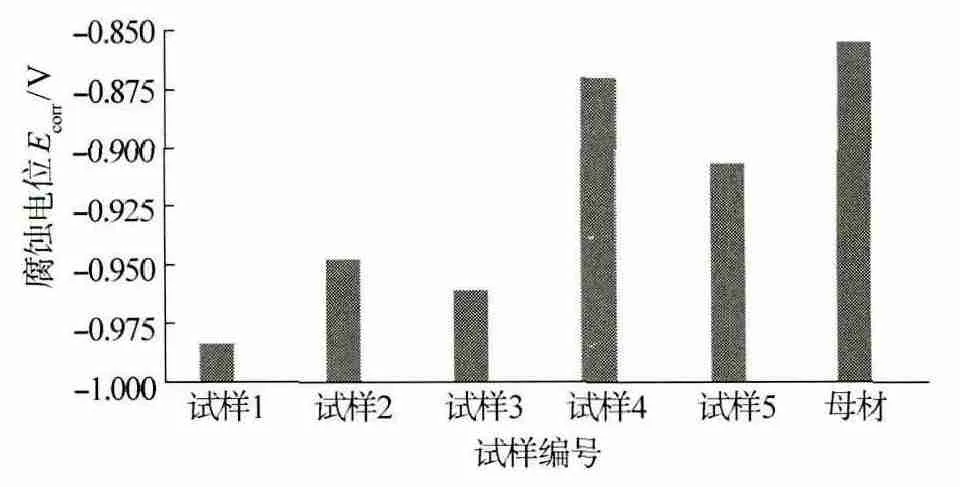
图8 试样耐腐蚀性能测试结果Fig.8 Test results of the sample corrosion properties
3 结论
(1)采用空气冷却搅拌摩擦焊的新型固相连接工艺,可以获得较好质量的汽车悬架用6063-T5铝合金焊接接头。采用旋转速度为1 250r/min、空气流量为300 mL/min时,接头抗拉强度为179 MPa,接头效率达98%。
(2)随空气流量从100mL/min增加至500mL/min或搅拌速度从1 050 r/min增加至1 450 r/min,汽车悬架用6063-T5铝合金空气冷却搅拌摩擦焊接头NZ区平均晶粒尺寸先减小后增大,接头抗拉强度和接头效率先增大后减小,接头腐蚀电位先正移后负移。
(3)随空气流量从100mL/min增加至500mL/min或搅拌速度从1 050 r/min增加至1 450 r/min,该汽车悬架用6063-T5铝合金空气冷却搅拌摩擦焊接头的硬度分布规律相同,均呈现出“W”型分布,硬度最低值均出现在前进侧HAZ区,硬度最高值均出现在NZ区中心位置处;接头硬度最低值为54~57 HV、最高值为67~72 HV。
[1]宋晓村,朱政强,陈燕飞.搅拌摩擦焊的研究现状及前景展望[J].热加工工艺,2013,42(13):5-7+12.
[2]MalarvizhiS,BalasubramanianV.Influencesoftoolshoulder diameter to plate thickness ratio(D/T)on stir zone formation and tensile properties of friction stir welded dissimilar joints of AA6061 aluminum AZ31B magnesium alloys[J].Materials and Design,2012(40):453-460.
[3]Wu Chaoyun,Zhang Jin.State-of-art on corrosion and protection of magnesium alloys based on patent literatures[J].Trans.Nonferrous Met.Soc.China,2011(21):892-902.
[4]Venkateswaran P,Reynolds A P.Factors affecting the properties of Friction Stir Welds between aluminum and magnesium alloys[J].Materials Science and Engineering A.2012(545):26-37.
[5]王春炎,曲文卿,姚军山,等.2219-T87铝合金搅拌摩擦焊接头组织与力学性能[J].焊接学报,2010,31(10):77-80.
[6]吕赞,王琳,岳玉梅,等.搅拌头压入速度和停留时间对2024铝合金搅拌摩擦焊接温度场的影响[J].热加工工艺,2013,42(1):171-173.
猜你喜欢
青少年科技博览(中学版)(2022年11期)2023-01-07
粉末冶金技术(2021年3期)2021-07-28
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
北京汽车(2016年6期)2016-10-13
凿岩机械气动工具(2016年3期)2016-03-01
焊接(2016年1期)2016-02-27
现代制造技术与装备(2015年4期)2015-12-23
焊接(2015年8期)2015-07-18
汽车维护与修理(2015年6期)2015-02-28
