
背面成形方式对A7N01铝合金激光-MIG复合焊接头组织性能的影响
2015-01-09 09:43:38何晓龙曹春鹏邱培现崔云龙
电焊机 2015年8期
何晓龙,曹春鹏,邱培现,崔云龙
(南车青岛四方机车车辆股份有限公司,山东青岛266110)
背面成形方式对A7N01铝合金激光-MIG复合焊接头组织性能的影响
何晓龙,曹春鹏,邱培现,崔云龙
(南车青岛四方机车车辆股份有限公司,山东青岛266110)
针对高速列车用6 mm厚A7N01P-T4铝合金,进行强制成形和背部加永久垫板两种接头形式的激光-MIG复合焊接试验,并对比分析焊接接头的宏观成形、显微组织、力学性能,以此研究激光-MIG复合焊对两种接头型式的适应性。实验结果表明,两种接头型式均可获得外观成形良好、显微组织正常的焊缝;而力学性能方面,当背部加永久垫板时的接头抗拉强度较强制成型时的接头提高11 MPa,激光-MIG复合焊接高速列车用6 mm厚A7N01P-T4铝合金板时采用背部加永久垫板的接头形能取得较好的性能。
铝合金;激光-MIG复合焊接;背面强制成形;永久衬垫成形
0 前言
目前我国高速动车组车体主要采用5系、6系以及7系铝合金焊接结构组成,在车体制造中铝合金焊接多采用TIG和MIG两种方法[1-2]。而铝合金的传统电弧焊存在生产效率低、热输入大、结构变形大以及接头强度下降严重等问题[3-4]。激光-MIG复合焊接技术作为一种新型高能束流加工技术,它充分利用激光和电弧两种热源的优势,实现优质、高效和大熔深焊接,是当前最具发展潜力和应用前景的铝合金焊接技术,成为工业应用领域的研究热点[5-7]。
在此采用背面强制成形式及永久衬垫成形,系统研究了两种成型方式下铝合金激光-MIG复合焊的组织及性能变化规律。这为激光复合焊技术在工程应用中提供了基础数据支持,对激光复合焊在高速列车用铝合金焊接时的工况适应性进行了一定探索。
1 试验材料和方法
1.1 试验材料
试验用母材为A7N01P-T4铝合金,试板尺寸300 mm×150 mm×6 mm。填充材料为ER5356焊丝,直径1.6 mm。母材及填充焊丝的化学成分如表1所示。焊前对试板进行表面油污及氧化膜去除处理。

表1 A7N01P-T4铝合金及ER5356焊丝化学成分%
1.2 焊接工艺参数
两种接头坡口型式如图1所示。试验使用IPG YLS-4000光纤激光器(光纤芯径200 μm,输出波长1.06 μm)和Kemppi pulse 450焊机。采用激光前导的方式,光丝间距3 mm,焊枪、激光器与焊接方向同轴,焊枪与试板夹角73°,激光器与试板夹角106°,激光离焦量为0 mm,如图2所示,保护气(99.999%氩气)流量35 L/min。

图1 接头坡口型式
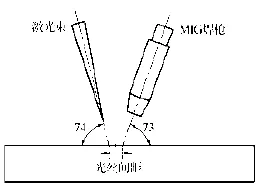
图2 激光-MIG复合焊相对位置示意
对两种接头型式的复合焊接进行工艺参数优化实验,优化后的焊接工艺参数如表2所示。

表2 焊接工艺参数
1.3 试验方法
试板焊后观察宏观成形;接头进行渗透探伤和X射线数字成像探伤,检测表面缺陷和内部缺陷情况,X射线探伤设备型号为XXQ2505D-XK3.2;沿焊缝横截面制备金相试样,经研磨抛光后用混合酸进行腐蚀,使用Alm蔡司显微镜观察接头熔合区及焊缝中心金相组织;根据GB/T 2651-2008《焊接接头拉伸试验方法》制取拉伸试样,使用WDW3100微机控制电子万能试验拉伸机测试接头的拉伸性能,根据GB2653-1989《焊接接头弯曲及压扁试验方法》制取弯曲试样,使用液压万能试验机对试样进行圆形压头压弯试验,针对6 mm厚试板试验选用压头直径D=36 mm,弯曲角α=180°。
2 试验结果和分析
2.1 焊接接头宏观成形与无损探伤结果
激光-MIG复合焊接A7N01P-T4铝合金,在两种成形形式下均获得宏观成型良好的焊接接头,焊缝形貌如图3所示。两种接头焊缝余高均较低,正面鱼鳞纹明显,加铜垫板强制成形的接头背面成形连续均匀,背部加永久垫板的接头适度熔透。从焊缝截面图看,背部加永久垫板的焊接接头与母材两边的融合效果更佳,接头与母材结合部位过渡更为平滑。这与永久垫板接头型式下焊接热输入相对提高,焊接过程中熔化的金属流动性加强,因此焊缝与母材两侧熔合情况改善。两种试板渗透探伤和射线探伤结果均未发现明显缺陷,结果如图4所示。焊缝内部气孔数量很少,表面无裂纹、未焊透、未熔合等缺陷,无损探伤情况良好。
2.2 焊接接头显微组织
两种成型形式的试板接头显微组织相差不大,结果如图5所示。接头熔合区近焊缝侧为垂直于熔合线生长的柱状晶,靠近母材一侧为受热长大、延轧制方向伸长的晶粒,焊缝区等轴树枝晶杂乱无序,α(Al)+β(Mg5Al8)均匀分布,同时还有少量骨骼状Mg2Si析出;靠近熔合线的热影响区组织有受热长大现象,但长大现象不是很明显,而且热影响区与母材界线从金相组织图中很难界定;母材为延轧制方向伸长的晶粒。
2.3 焊接接头常规力学性能
通过试验得到6 mm厚A7N01P-T4铝合金板母材平均抗拉强度为360 MPa。对试验得到的两种试板焊接接头取样进行拉伸试验,接头拉伸试验均在焊态未经时效的状态下进行,拉伸试验结果如表3所示。结果显示,强制成型试板接头平均抗拉强度为270 MPa,背部加永久垫板的试板平均抗拉强度达到281 MPa,较强制成形试板高11 MPa,达到母材平均抗拉强度的78%。分析两种接头截面图可知,背部加永久垫板得到的焊接接头与母材两侧的熔合情况更佳,这与两种试板焊接工艺参数有一定差异有关。背部加永久垫板时焊接热输入可以相对提高,这可以让熔池金属流动性加强,改善接头过渡情况,使熔合线向母材一侧推移,从而提高整个焊接接头的强度。
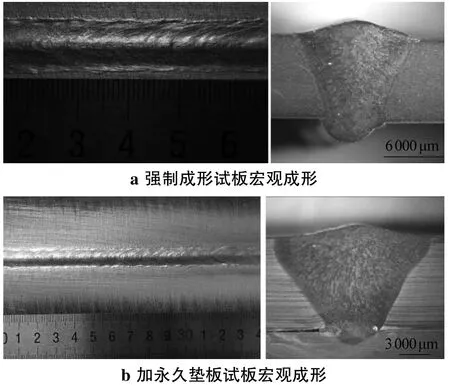
图3 试板宏观成形
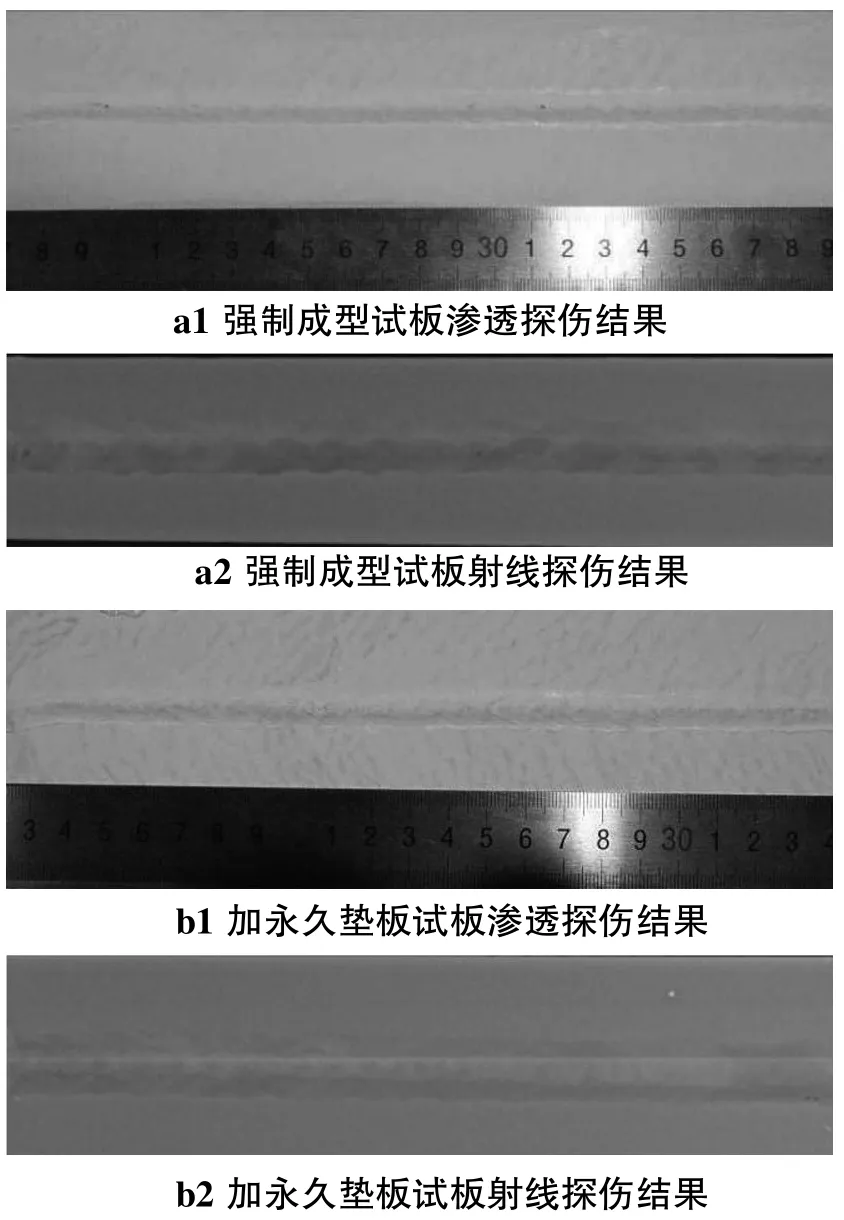
图4 试板无损探伤结果
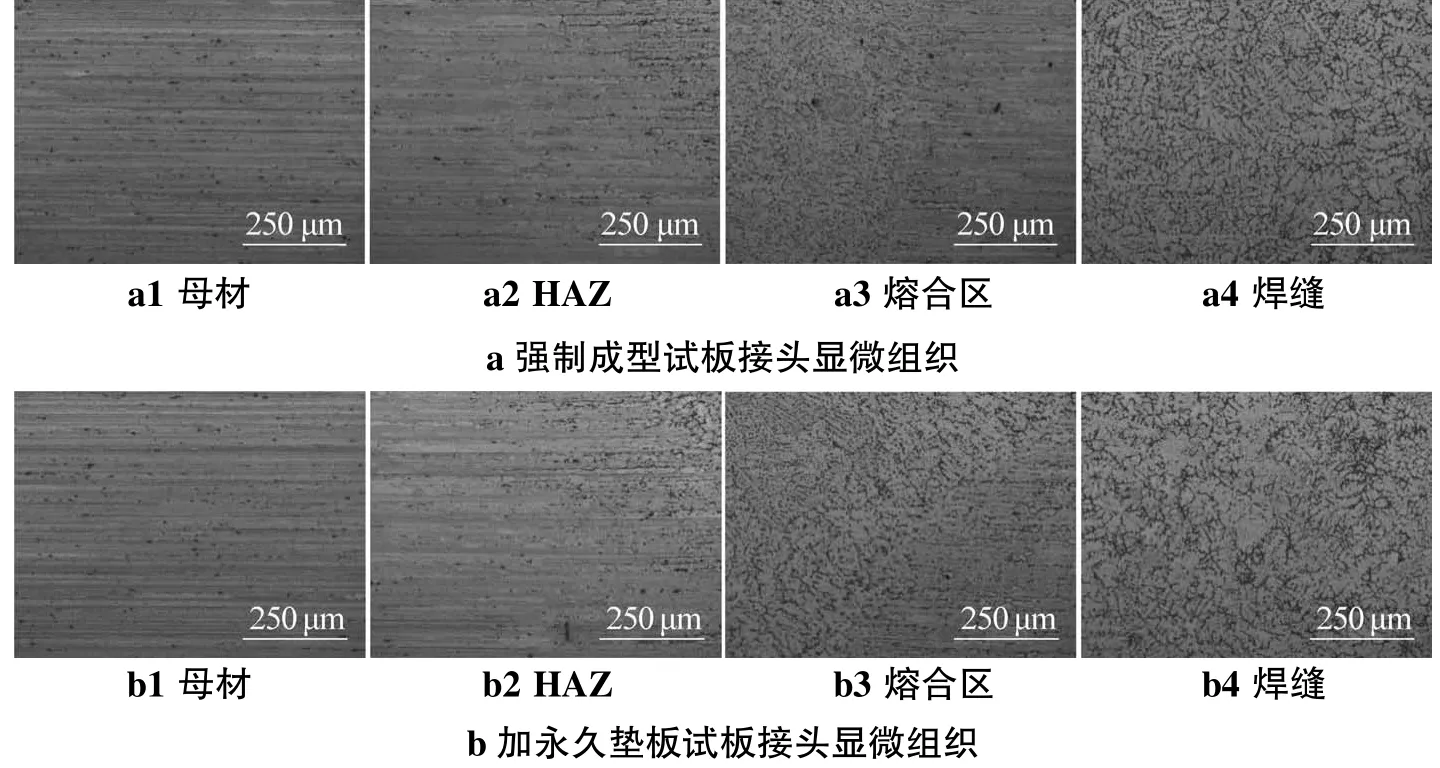
图5 接头显微组织
对两种试板焊接接头进行弯曲试验,试验结果如表4所示。两种接头面弯和背弯实验达到180°时均未出现裂纹,弯曲变形过渡良好,在焊缝中心达到最大圆弧过渡,弯曲后如图6所示。弯曲试验结果显示,两种接头弯曲性能良好,达到使用要求。
3 结论
(1)激光-MIG复合焊接A7N01P-T4铝合金板强制成形和背部加永久垫板两种成形方式下均可获得外观成形较好、适度熔透、探伤结果良好的焊接接头。
(2)激光复合焊在两种成形方式下获得的接头微观组织差异性不大,背面成形方式改变对接头组织无明显影响。
(3)采用背部加永久垫板的成型方式时,接头与母材的熔合情况更好,结合部位过渡更平滑。
(4)背部加永久垫板的复合焊接头焊态平均抗拉强度为281 MPa,达到母材的78%。强制成形试板接头平均抗拉强度为270 MPa。
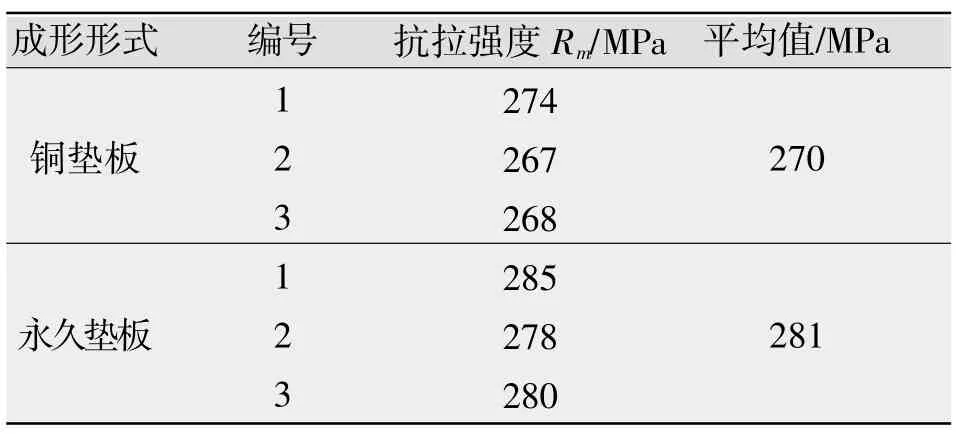
表3 拉伸试验结果

表4 弯曲试验结果
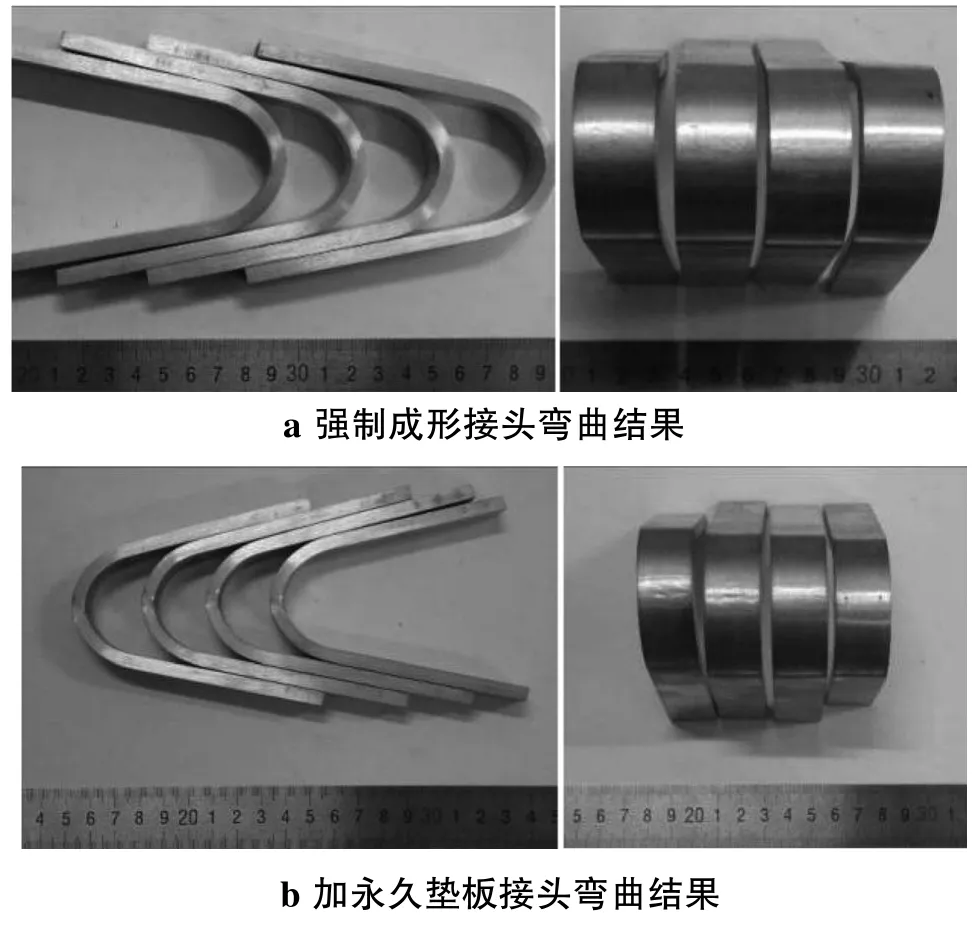
图6 弯曲性能结果
[1]Mazar Atabaki M,Nikodinovski M,Chenier P,et al.Experimental and numerical investigations of hybrid laser arc welding of aluminum alloys in the thick T-joint configuration[J].J Optics&Laser Technology,2014(59):68-92.
[2]王元良,骆德阳,王一戎.我国高速列车焊接技术及其新发展[J].电焊机,2008,38(8):8-12.
[3]张世欣,苗海滨,张振亚,等.激光对7N01铝合金复合焊焊接接头组织性能的影响[J].热加工工艺,2014,43(21):43-46.
[4]闫少华,朱宗涛,聂媛,等.7N01铝合金激光-MIG复合焊接工艺研究[J].热加工工艺,2014,43(3):37-43.
[5]丁灏,马云霞,白培康,等.铝合金激光焊新技术[J].热加工工艺,2012,41(3):111-113.
[6]Chen Yanbin,Miao Yugang,Li Liqun.Joint performance of laser-TIG double-side welded 5A06 aluminum alloy[J]. Transactions of Nonferrous Metals Society of China,2009,19(1):26-31.
[7]Petring D.Extended range of applications for laser beam welding by laser-MIG hybrid technique[J].Laser Opto,2001,33(1):50-56.
Influence of back forming methods on microstructure properties of welded joint in Laser-MIG hybrid welding for A7N01 aluminum alloy
HE Xiaolong1,CAO Chunpeng1,QIU Peixian1,CUI Yunlong1
(CSR Qingdao Sifang Co.,Ltd.,Qingdao,China)
Laser-MIG hybrid welding is applied to weld 6 mm thickness A7N01P-T4 aluminum alloy profile of high speed train.The joint type with permanent backing plate and copper backing plate are used in this study.Weld formation,microstructure and mechanical properties of welded joint are studied to research the condition suitability for joint type of laser-MIG hybrid welding.The results show that different joint types can get similar weld formation and microstructure,but the tensile strength of the joint with permanent backing plate is improved,and 11 MPa more than the other.Joint with permanent backing plate is more suitable for laser-MIG hybrid welding of 6mm thickness A7N01P-T4 aluminum alloy profile.
aluminum alloy;laser-MIG hybrid welding;backing forced forming;permanent backing plate forming
TG407
B
1001-2303(2015)08-0032-04
10.7512/j.issn.1001-2303.2015.08.07
2015-04-29;
2015-05-16
何晓龙(1976—),男,河北满城人,高级工程师,硕士,主要从事轨道车辆焊接质量控制及过程管理方面的工作。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
学生导报·东方少年(2019年16期)2019-07-02 11:44:01
压力容器(2019年1期)2019-03-05 11:12:06
小猕猴智力画刊(2018年6期)2018-07-08 06:05:40
奥秘(创新大赛)(2018年3期)2018-07-03 05:52:18
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
山东冶金(2015年5期)2015-12-10 03:27:40
