
特大型四点接触球轴承及双列角接触球轴承轴向游隙的检测
2014-12-02 01:39范强袁星辉王贵吉
机械工程师 2014年8期
范强,袁星辉,王贵吉
(1.洛阳LYC 轴承有限公司,河南 洛阳 471039;2 洛阳汇工轴承科技有限公司,河南 洛阳 471000)
0 引言
特大型四点接触球轴承及双列角接触球轴承轴向游隙的检测方法,行业内目前没有统一的标准,现大多数厂家采取的检测方法是手搬游隙,这种检测方法检测结果容易出现偏差,不同检验人员检测出的结果偏差较大。此类轴承一般作为轧机的止推轴承使用,游隙的大小直接影响着轴承的使用寿命。根据此类轴承在轧机上的失效形式(发热、卡死),且使用寿命差别较大,检测、分析发现游隙是引起此类失效的主要因素,所以更加准确有效地控制游隙,十分必要。
1 检测方法介绍
1.1 手扳游隙检测法
以QJF 型(双半外圈)角接触球轴承为例,手扳游隙的检测方法如图1 所示,在专用的检测平台上,将轴承通过垫圈5 支于轴承外圈下面,再用压板4、螺栓2 将被测轴承的双半外圈压紧,测量表针打在内圈端面,用手上下扳动内圈,两个极限位置对应的表针所示差值即为轴向游隙值。
由于此方法检测时需要压板等较多的专用辅助检具,成本较高,且操作步骤较多,检测效率较低,尤其是对于特大型轴承,重量很重,在加工控制过程中,此方法效率更低。并且由于轴承较重,使用该方法检测数据受检验员扳动力量大小及操作经验的影响非常大,检测数值偏差较大,使得检测结果的有效性及准确率降低。
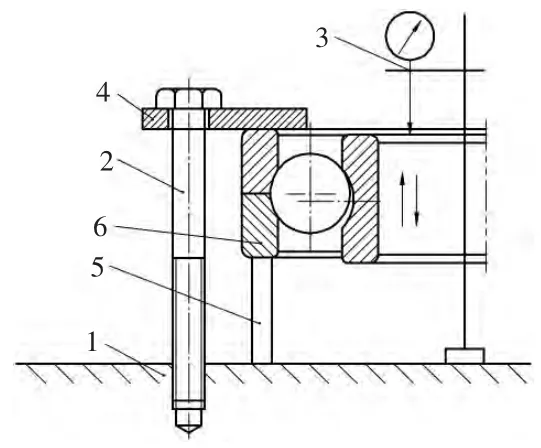
图1 原检测方法
1.2 新检测方法
我们从加工双列圆锥滚子轴承时游隙的检测方法中得到启发,采用了一种新的检测方法。如图2 和图3 所示,测试步骤为:1)将被测轴承放置于检测平台上,分离的半圈,如QJF 的双半外圈,先装一半外圈,测量外圈端面到检测平台的高度H1;2)将轴承内圈翻面,装上另一半外圈,测量高度H2。3)两半外圈的翘曲度分别为:Ape1、Ape2;4)根据内圈实际高度DE,计算可得轴向游隙Ga=2×DE -H1-H2+(Ape1+Ape2)/2。
需注意H1及H2至少需测3 点,取其平均值进行计算。

图2 新检测方法
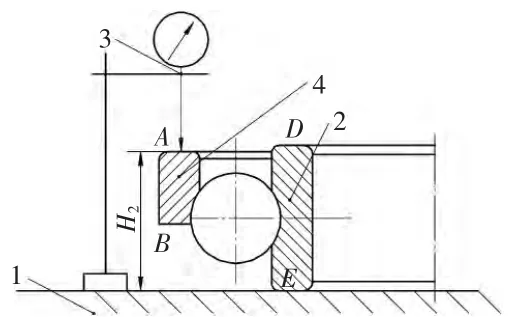
图3 新检测方法
1.3 检测结果对比
我公司近一年来均采用以上两种方法对四点接触球轴承及双列角接触球轴承的游隙进行检测,表1是根据检测结果对其中3 种型号进行对比,每种型号由A、B、C 3 个检验员来检测,分别按照旧、新两种方法检测。根据结果对比可知,两种检测方法所测得的游隙值还是有差别的。检查员的用力大小对检测有一定的影响。并且在检测结果的稳定性及检测效率方面,新的检测方法明显高于原检测方法。目前,我公司已将新的检查方法作为轴向游隙的检查规程。
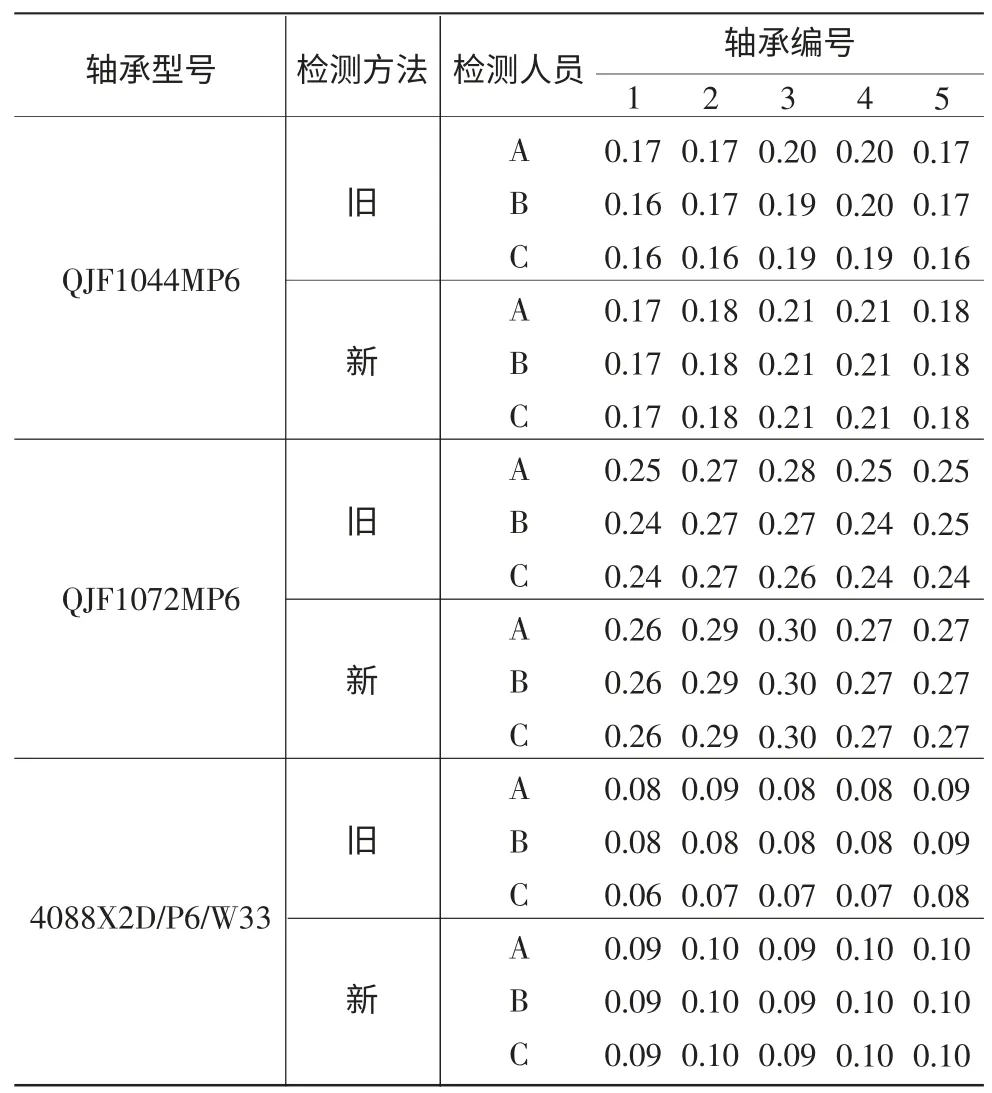
表1 新、旧检测方法检测数据对比 mm
2 结语
新的检测方法节省了一些专用辅助检具,可以在较多的检查平台上检查,应用比较方便。而且根据检测结果及质检部门反映,新的检测方法与原检测方法相比,检测数据更稳定、有效,操作更简便,从而降低了劳动强度,避免了由于检查员的身体条件和技能水平不同而影响检测数据,明显提高了检测准确性,提高了生产效率,降低了公司的生产成本。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2021年4期)2021-03-08
防爆电机(2020年5期)2020-12-14
装备制造技术(2020年2期)2020-12-14
哈尔滨轴承(2020年2期)2020-11-06
制造技术与机床(2019年6期)2019-06-25
海军航空大学学报(2015年1期)2015-11-11
轴承(2011年5期)2011-07-30
轴承(2011年10期)2011-07-25
轴承(2010年2期)2010-07-28
