
应用激光扫描技术验证叶轮流道与水力模型的符合性
2014-12-02 01:38卢兆中张成林
机械工程师 2014年8期
卢兆中,张成林
(赛莱默(南京)有限公司,南京 211500)
0 引言
按照公司的流程,每台泵出厂前都要做性能试验,并将真实的性能试验报告提供给客户。对在试验过程中经常出现性能不合格的问题,可归纳为以下3 种类型:
1)整泵性能不合格,不管是全尺寸叶轮还是切割以后的叶轮;2)同种型号的水泵,全尺寸叶轮做性能试验是合格的,叶轮切割后性能试验不合格;3)不同供应商提供的同型号、同材质、同直径的叶轮在性能试验时存在合格与不合格的差异。
针对上述问题我们分析的结论是:对于单流道闭式叶轮,其所有的尺寸都是可量测的,唯有流道无法测量,而叶轮流道对水泵性能起着决定性的作用,所以决定对叶轮流道进行测量。
1 测量方案
1)测量设备:FARO(菲罗)便携式测量臂(FaroArm)2)叶轮流道裸露的加工方法。
我公司所有叶轮都是闭式叶轮,只有将叶轮流道全部裸露出来才能进行扫描。将叶轮流道裸露出来的方法通常有两种:一是将叶轮前盖板车掉,如图1 所示;二是用线切割的方法将叶轮从中间切开。注意切割前先做好定位缺口,再进行整体扫描,并保存好整体扫描3D 图,如图2 所示。

图1

图2
3)扫描方法:(a)按操作手册安装调试好FARO 便携式测量臂,并与计算机连接好。(b)按操作手册要求校验好探针和激光。(c)将裸露的叶轮清理干净,并喷上显影剂,待显影剂干燥后备用。(d)将喷上显影剂并干燥的叶轮装夹在工装上,检查是否夹紧,不得有松动和移动。如果扫描过程中发生移动,其坐标位置就发生了移动,则扫描出的3D 图就不能用于比对,需要重新扫描。(e)在做好前期准备工作后,即可对叶轮进行整体扫描。扫描时应注意把流道的每个面都扫描到,不得有遗漏。扫描过程中可在电脑显示屏上看到扫描的每个面有无遗漏,发现遗漏可补扫。将扫描好的3D 图标注好零件号并保存在指定的位置。
4)比对方法:(a)对齐。将扫描叶轮流道得到的3D 图与水力模型3D 图对齐。对齐的方法有两种:一是手工对齐;二是自动对齐,然后手工微调。对齐时应注意在选定的基准对齐后,要最大限度地将叶片对齐,误差越小越好。(b)截面选择。一般以垂直叶轮轴线中心位置选取一个截面(00 面),然后根据叶轮总高度往左右平移相同的距离各选取一个截面,也可以根据需要往左右平移任意距离选取截面。(c)拾取点的选择。一般在靠近叶轮叶片进水口处、中间处、出水口处的工作面、背面各选一个拾取点,注意拾取点选择尽量相互对称。(d)偏差的选择。对于硅溶胶工艺精铸的叶轮,偏差选择±0.25 mm;对于水玻璃工艺精铸的叶轮,偏差选择±0.50 mm;对于砂铸叶轮,偏差选择±0.75 mm,同时应注意根据叶轮直径的大小确定相应的偏差值。
2 扫描比对结果与性能试验结果对比
按照测量方案,我们对5 种GISO 叶轮经常出现的性能试验不合格现象进行了模具更新,对新模具制作的样品叶轮进行了流道测量,现以GISO-50-32-200-02 叶轮为例来验证流道的符合性与性能试验结果之间的因果关系,步骤如下:
1)首先对样品叶轮进行全尺寸检验,确保所有尺寸都符合图纸要求。
2)车掉叶轮的前盖板,使叶片全部裸露,确保流道每个面都能扫描到。注意在车前盖板时,不许车到叶片,当车到叶片根部圆弧时就要停止车削,多余的圆弧部分用手工打磨掉,打磨时不许损伤叶片。
3)根据叶轮叶片剪裁图做出3D 图,并请相关工程师确认3D 图的正确性。
4)将扫描结果进行比对并作出判断,我们列举GISO50-32-200-02 样品叶轮的扫描截面加以说明。从拾取点的数据列表看,90%以上的数据在允许的偏差内,偏差以外的数值走负偏差且偏差较小,反映在流道上是流道略大一点,经验证明流道略大对水泵性能有益,所以扫描的数值偏差是完全可以接受的,因此我们判定样品叶轮流道符合水力模型,叶轮流道是合格的。具体数据见扫描图3 及表1。
5)性能试验。我们用同批次的样品叶轮在完成动平衡试验后装配成整泵做性能试验,其流量、扬程、效率符合样本要求。具体性能试验参数如图4 所示。
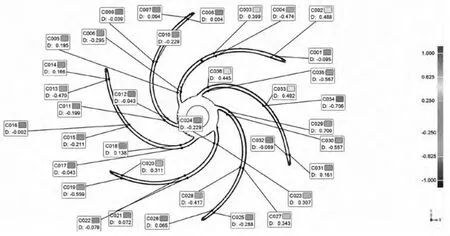
图3 扫描图

表1 捡取点数据
6)我们对5 种样品叶轮都做了流道扫描,通过与水力模型比对后,在判断叶轮流道合格的前提下全部用同批次的样品叶轮做了性能试验,其性能测试结果与样本参数所做的对比统计如表2 所示。
对比结果表明:除第二行实测效率异常外,其余实测参数都超过样本或与样本相符合(达到样本参数的95%为合格)。

表2 样品验证结果与样本对比统计
3 结论
1)激光扫描方法用于叶轮流道的检测是完全可行的,而且测量精度较高。
2)叶轮流道与水力模型有良好的符合性是保证水泵性能合格的决定性因素。
3)叶轮流道与水力模型有良好的符合性,为产品工程师根据不同流量、扬程、效率的要求计算切割叶轮直径并保证水泵性能合格奠定了坚实的基础。
4)通过对扫描数据的比对来判断叶轮流道是合格的,就可以判断新开模具是正确的;如果判断叶轮流道是不合格的,则可判断模具是不合格的,同时为修模提供了具体的修模数据。
5)用激光扫描方法不仅可以扫描GISO 叶轮流道,也可扫描其他带流道的铸件。如涡壳、双流道叶轮、泵体等。

图4 性能试验参数
猜你喜欢
大电机技术(2021年5期)2021-11-04
水泵技术(2021年3期)2021-08-14
读者(2021年15期)2021-07-13
学生天地(2020年6期)2020-08-25
数学年刊A辑(中文版)(2020年2期)2020-07-25
制造技术与机床(2017年6期)2018-01-19
塑料制造(2016年5期)2016-06-15
工业设计(2016年7期)2016-05-04
系统医学(2016年8期)2016-02-20
航空学报(2015年4期)2015-05-07
