
基于生产线实验台的运动控制方案研究
2014-12-02 01:38:10王晓玉姜宇赵进谭智
机械工程师 2014年8期
王晓玉,姜宇,赵进,谭智
(沈阳机床(集团)有限责任公司,沈阳 110142)
0 引言
对于机床行业,除了能够为客户提供高质量的数控机床之外,还能够提供整个生产线的解决方案,将会大大增加客户的满意度和订单数量。然而数控系统的多样性和数控系统中PLC 使用的特殊性使得数控机床的生产线运动控制方案具有一定的难度。本文在生产线实验台的基础上,对不同数控系统和外围设备的运动控制方案进行了研究。
1 实验台的设备组成
生产线实验台由两台西门子840Dsl 数控系统车床和一台发那科数控系统车床和一个机器人,上下料设备,缓冲工位设备,RFID 读写器设备等组成,实验生产工件为数控车床的主轴。根据整个生产线所使用的设备,将生产线运动控制方案分为机床、机器人和其他外围设备三类,总体控制方案拓扑结构如图1 所示。

图1 生产线实验台设备拓扑结构图
2 机床控制方案
由于总线控制PLC 采用的是西门子S7-300,所以将机床控制方案分为西门子数控系统和其他数控系统,其中西门子数控系统通过DP/DP 耦合器与总线控制PLC进行通讯,其他数控系统通过PLC 的I/O 点与西门子分布式I/O 相连接的方式进行通讯。
2.1 西门子840Dsl 数控系统机床控制方案
对于生产线实验台上的840Dsl 数控系统车床,总线控制PLC 采用西门子DP/DP 耦合器模块与数控机床交互信息。线控PLC 与数控机床之间的通讯信号接口如表1。
线控PLC 通过DP/DP 耦合器和数控机床交换数据,由于有2 台840Dsl 数控机床,因此需要2 个DP/DP 耦合器,线控PLC 与每台机床通过2Bytes 输入和2Bytes 输出交换数据,同时分别设置2Bytes 的一致性输入/输出数据,用于机床与线控PLC 进行通讯。
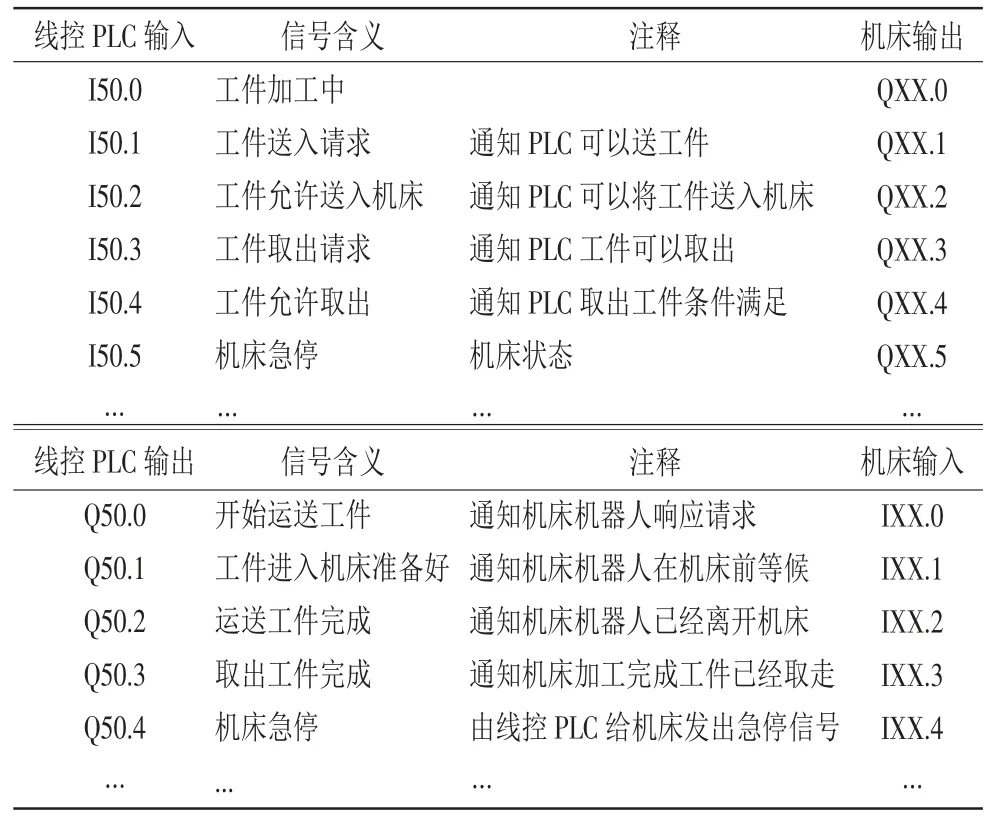
表1 线控PLC 与数控机床之间的通讯信号接口
2.2 其他数控系统机床控制方案
生产线实验台上的非西门子840Dsl 数控系统的车床,线控PLC 通过分布式I/O 与其进行数据交互,如图1所示。交互的数据包括机床状态,工件状态等信息,其控制信号和控制方法与西门子840Dsl 数控系统相同,由于采用的是分布式I/O 控制,其硬件组态与外围设备相同。
3 机器人控制方案
总线控制PLC 的主要功能是判断各个机床、机器人和外围设备的状态,控制机器人,实现工件的自动上下料动作,因此对机器人的控制十分重要,要充分考虑自锁和互锁条件,以保证动作的安全性和可靠性。
3.1 机器人搬运流程
根据生产线实验台的加工流程,确定机器人的搬运步骤如下:1)入口零件架→RFID 读写器;2)RFID 读写器→1 序(高刚度数控车床);3)1 序(高刚度数控车床)→1 序中转台;4)1 序中转台→2 序(高刚度数控车床);5)2序(高刚度数控车床)→2 序中转台;6)2 序中转台→3 序(数控车床);7)3 序(数控车床)→手动操作站台1;8)手动操作站台2→出口零件架。
根据加工工件的需要,生产线实验台中包括人工参与的手动操作站部分。
3.2 总线控制PLC 与机器人的接口信号
根据机器人搬运流程,确定机器人与线控PLC 之间的接口信号如表2 所示。

表2 线控PLC 与机器人接口信号
3.3 线控PLC 方面的硬件设置
使用机器人的输入输出与PLC 进行通讯,线控PLC需要使用分布式I/O 与机器人进行数据交换,要求机器人电柜中有安装分布式I/O 的 空间,或在机器人电气柜附近加装设备安装分布式I/O。线控PLC 需要增加的设备包括西门子ET200S 分布式I/O 中的接口模板IM151-1 HF,电源模板PM-E,数字量输入输出模块等。
4 外围设备控制方案
外围设备包括出入口零件架,中间有人参与的工位、中转台和RFID 读写器等工位,外围设备的信号读出和写入主要是使用分布式I/O 实现的。
4.1 物料入口/出口控制方案
物料入口由人工将主轴物料放置在零件架上,然后由机器人进行搬运,为了保证工人的安全,要在零件架上安装按钮盒。当需要上料时,操作人员通过按下“上料请求”按钮,若“上料请求”按钮灯亮,说明线控PLC 相应请求,此时机器人不会执行取料动作,操作人员放料结束后,按下“上料完成”按钮,“上料请求”灯熄灭,若条件满足,便可以通知机器人执行搬运动作。物料出口控制方案与入口控制方案相同。
4.2 中间有人工参与工位方案
对生产线最后需要人工参与的工位。根据生产线自动控制总体需要,采用自动化设备,如图2 所示。通过托盘交换的方式,将工件交换到可前后移动的小车上,再通过气缸或传动链将工件运送到安全区域,操作人员将工件取走后,小车自动退回到生产线,等待下一个工件。每个工位安装检测工件有无的传感器,前后移动工位安装小车有无检测装置,采用气缸传动,通过分布式I/O 驱动气阀。整个生产线实验台的各个部分的控制分别阐述完毕,图3 是整体的PLC 硬件组态图。

图2 有人工参与工位控制方案
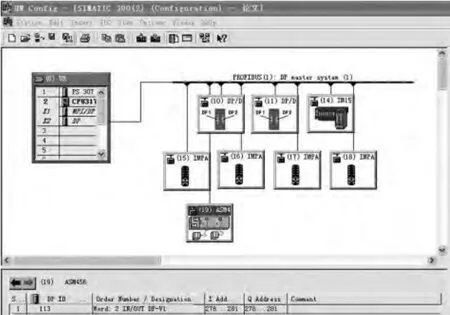
图3 总线控制PLC 硬件组态
5 结语
生产线实验台为数控机床生产线研究提供了硬件平台,有利于为客户提供智能化解决方案。
[1]Programming with STEP 7 Manual[M].西门子工业自动化,2006.
[2]DP/DP Coupler 使用快速入门[M].西门子工业自动化,2009.
[3]PROFIBUS Networks Manual[M].西门子工业自动化,2005.
[4]崔坚.西门子工业网络通讯指南[M].北京:机械工业出版社,2005.
猜你喜欢
汽车纵横(2022年10期)2022-10-28 03:16:12
汽车纵横(2022年9期)2022-09-15 05:26:58
汽车纵横(2022年9期)2022-09-15 05:26:58
装备制造技术(2021年1期)2021-05-21 07:55:00
制造技术与机床(2019年12期)2020-01-06 03:17:48
电子制作(2018年9期)2018-08-04 03:31:12
制造技术与机床(2017年4期)2017-06-22 11:18:05
湖北文理学院学报(2017年2期)2017-04-16 05:09:09
工业设计(2016年11期)2016-04-16 02:48:32
制造技术与机床(2015年10期)2015-04-09 07:05:42
