
LNG船生产无锈化工艺的研究与实施
2014-08-11 14:49:25郄金波朱振娟
造船技术 2014年3期
郄金波, 朱振娟, 董 帅
(1.上海交通大学 船舶海洋与建筑工程学院, 上海 200030 ; 2.沪东中华造船(集团)有限公司, 上海 200129)
LNG船生产无锈化工艺的研究与实施
郄金波1, 朱振娟2, 董 帅2
(1.上海交通大学 船舶海洋与建筑工程学院, 上海 200030 ; 2.沪东中华造船(集团)有限公司, 上海 200129)
EM/MOL LNG系列船的船东提出在该系列船实施生产全过程无锈化工艺的要求。根据船东要求,公司策划了在76 000 t散货船的HW08PS分段进行无锈化工艺模拟试验。根据试验中取得的经验,同时通过与国内外船厂以及船东等进行的交流学习,最终制订了生产的无锈化工艺并在载体船舶上成功实施。
无锈化工艺 跟踪补涂 LNG船
1 无锈化工艺研究背景
2011年1月,埃克森美孚公司、商船三井株式会社和沪东中华造船(集团)有限公司共同签署了4艘17.2万立方LNG船的建造合同。船东商船三井株式会社拥有丰富的造船监造经验和管理经验,对船舶建造方的要求非常严格。船东与公司通过前期沟通协商,最终确定生产全过程无锈化、舾装完整性等六项攻关课题在LNG系列船上实施。生产全过程无锈化是个综合性的课题,需要舾装、精度、涂装等多个专业的协同参与才能实现,生产无锈化工艺如能实施成功,将极大地推动船舶建造质量的提高和造船企业管理水平的提升。
2 无锈化工艺要求
通过与国内外船厂的交流学习,我们了解到目前国内仅有部分船厂在分段制造阶段实施跟踪补涂,国外船厂在二次处理阶段实施扫砂工艺,仅对油漆破损部位进行冲砂,仅从分段总组开始至交船阶段实施无锈化工艺。对公司而言,生产全过程无锈化工艺是一项全新工艺,更是一项重大挑战。
生产全过程无锈化工艺要从分段加工、分段制造、总组搭载、码头系泊试验直至交船的整个过程中在全船实施,即对涂层破损部位及时处理并补涂保养漆。在二次处理之前,如果分段车间底漆的完好率占整个分段涂装面积的70%以上,则对分段车间底漆完好部位实施扫砂处理、对分段跟踪补涂部位进行冲砂处理。另外,实施无锈化工艺需要焊接、舾装、火工等多个工种与涂装工种的复合,以便及时进行跟踪补涂。
3 无锈化工艺实施的难点分析
通过与国内外船厂的交流以及对本公司各相关部门进行的调研,笔者总结出实施生产无锈化工艺主要存在以下几个方面的难点。
(1) 设计阶段:由于是首制船,分段预舾装托盘的完整性不理想。且船东经常提出新要求,需要不断修改完善,导致后续生产过程中油漆破损较多。
(2) 钢材预处理阶段:预处理流水线设备存在缺陷,钢板预处理后导致反面车间底漆破损,钢板破损部位在短期内生锈。
(3) 分段阶段:分段建造过程中,因电焊、火工、舾装件安装等引起的油漆破损较多,同时分段建造周期较长(个别分段建造周期近4个月),分段长期置于室外易产生锈蚀。高强度钢板使用红灰色车间底漆,室外放置后由于雨水、灰尘等导致钢板表面呈现类似锈蚀现象,不利于无锈化工艺的实施。
(4) 二次处理阶段:由于船厂无相关扫砂工艺进行指导,施工人员对扫砂工艺不了解,因此无论车间底漆状态是否完好,施工人员习惯性实施分段冲砂,造成动能、材料的浪费。
(5) 总装阶段:除常规船体结构焊接、舾装件安装造成的油漆破损外,还包括吊环切割、结构开刀、余量修割等造成的油漆破损。
(6) 其它方面:公司暂无复合管子工、焊接工、钳工与涂装工工种。
4 无锈化工艺的前期策划
为了推进无锈化工艺的实施,公司成立了无锈化工艺攻关项目组,针对无锈化工艺实施前所面临的难题进行了分析研究,并安排布置了各项工作。
(1) 与国内船厂交流分段二次处理之前的相关跟踪补涂工艺;邀请日本三井造船专家来我厂,就分段二次处理阶段的扫砂工艺和分段完成涂装至交船阶段的无锈化工艺进行交流;邀请船东介绍其他船厂实施无锈化工艺的经验。通过上述交流,最终形成公司无锈化工艺实施的原则要求,并与船东达成一致意见。
(2) 选择载体产品,从钢材预处理阶段开始至总段搭载进行模拟无锈化试验,初步形成生产无锈化工艺的相关企业标准和各阶段的作业指导文件。
(3) 以企业标准和作业指导文件为基础,开展生产无锈化工艺的培训,并尽快建立复合型工种制度。
(4) 研究各生产阶段减少油漆破损的相关措施。
5 无锈化工艺研究与实施
在EM/MOL LNG 1#船开工之前,通过与船东和国内外造船企业的交流,最终形成无锈化工艺的执行方案并获得船东的认可。在船舶建造的各工艺阶段,主要进行了以下工作。
5.1 设计阶段
(1) 在前期交流和模拟实施的基础上,编制跟踪补涂工艺企业标准,并以此作为生产无锈化工艺原则,由后续各生产部门对各阶段的工作进行细化,最终形成各阶段的作业指导文件。
(2) 提高预舾装率,优化完善托盘管理表。 在设计阶段进行舾装托盘管理的讨论,尽量使托盘完整。在舾装件预装过程中,按舾装托盘管理表进行舾装作业,同时采取对舾装件造成的涂层油漆破损进行考核、对分段预舾装完整性进行验收、加强分段舾装件的过程管理和施工信息反馈等手段来提高舾装完整性,以减少后续船舶建造过程中的油漆破损。
5.2 钢材预处理阶段
(1) 将高强度钢板车间底漆的颜色由红灰色调整为中绿灰色。
(2) 与预处理流水线厂家共同研究设备改造。
在预处理流水线改造之前,钢板喷涂车间底漆后,经由间距为450~650 mm不等的齿轮状辊轮来传送。但由于钢板反面的底漆尚未干透,传动过程中底漆被齿轮刮坏,导致底漆破损部位在短期内生锈,给无锈化工艺的实施带来不利影响(见图1、图2)。
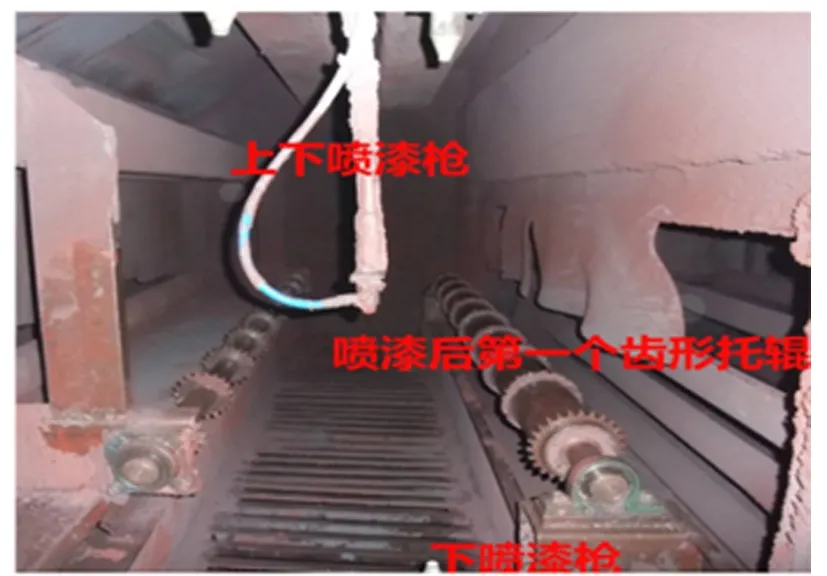
图1 未改进之前的流水线传动辊轮
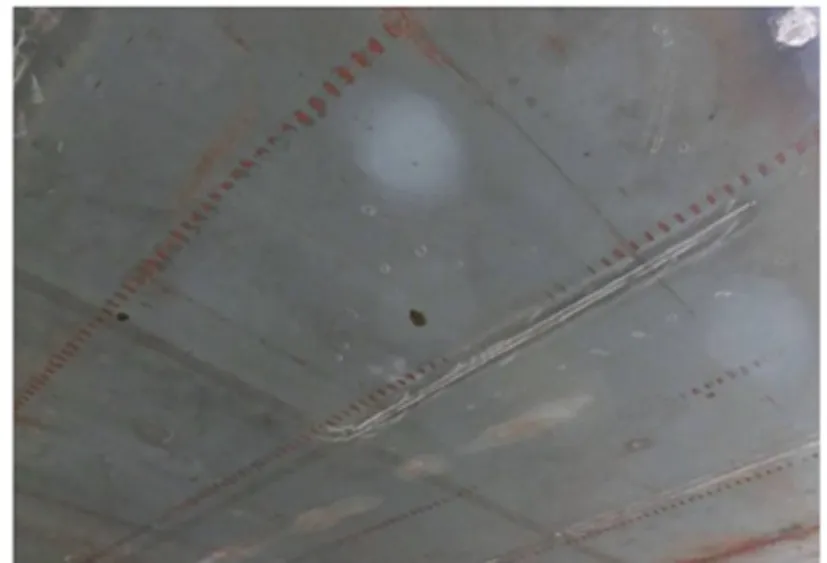
图2 流水线改进之前钢板车间底漆的破损
通过与设备厂家共同研究,我们决定将齿轮型传动辊轮改进为单V形式。此种形式能够满足多种宽度规格钢板的要求,钢板只有两点接触传动辊轮,钢板中间部位不接触传动辊轮,从而降低钢板反面车间底漆的破损概率(见图3、图4)。

图3 预处理流水线改进后的V型传动辊轮

图4 预处理流水线改进后处理的钢板反面情况
为了使预处理阶段的质量得到有效控制,我们还在预处理流水线的钢板上线前、钢板冲砂后、钢板油漆后三个工位增设专门的检验环节,并在以上三个工位处加装反光镜和光源,以便检查钢板反面的冲砂和喷涂质量。
5.3 分段阶段
(1) 确定分段阶段跟踪补涂原则:谁破损谁补涂,破损部位需要及时跟踪补涂。
(2) 明确补涂阶段及范围。钢板切割以后,除焊接边以外均实施跟踪补涂,跟踪补涂贯穿从部装至分段验收的整个阶段。这里有一点需注意的是,密性焊缝部位需待检验合格后视情况进行跟踪补涂,若分段在短内期即实施二次处理则不再补涂,若要间隔一段时间后进行二次处理则实施补涂,其他部位车间底漆破损后均要及时处理修补。
(3) 钢板加工阶段的管理。在钢板加工阶段,由于干式等离子切割机设备本身的原因,导致钢板反面烟熏情况严重(见图5)。我们经向多家船厂了解,发现反面烟熏情况普遍存在。
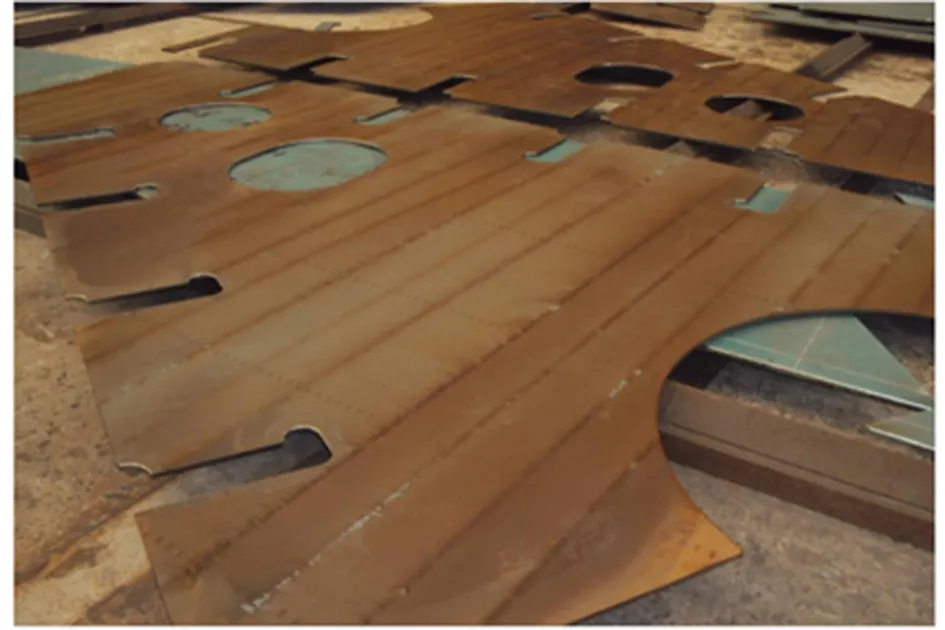
图5 钢板加工后的反面烟熏情况
我们与切割机厂家协商反面烟熏的解决办法,厂家认为该情况不能完全消除,但可以通过加强管理减少烟熏。为此,分段制造部门和生产保障部与设备厂家共同研究,并制订了《等离子切割机管理办法》,主要措施为:
① 定期对吸尘系统进行保养;
② 放置待切割钢板时保证钢板间隙小于80 mm,保持切割平台风道畅通;
③ 每天清理切割平台内的废料等垃圾,定期进行彻底清理。
管理办法的有效实施,使烟熏情况有了明显改善,不仅延长了切割平台的更换周期,也大幅减少了施工现场产生的烟尘,现场施工环境得到了改善(见图6)。

图6 分段进行二次处理之前
(4) 编制分段阶段无锈化工艺作业指导书,针对相关责任部门进行培训。
通过模拟阶段工艺的实施,公司编制完成了《分段阶段无锈化工艺作业指导书》,以作业指导书为主要内容,对公司分段制造部门和质量保证部门进行培训。
5.4 二次处理阶段
由于公司之前从未执行过扫砂工艺,我们尽管邀请了国外船厂的专家进行了指导,但仍没能取得预期效果,主要原因为:
(1) 分段建造周期较长,导致车间底漆难以保留完好。
(2) 由于没有相关扫砂工艺的指导,操作人员缺乏培训、习惯于冲砂施工,因此在扫砂时将车间底漆基本冲光,最终导致扫砂结果不理想,未能满足船东要求。
在二次处理阶段,我们进行了多次扫砂试验,但由于上述原因,目前我们仍只能按照原有工艺,即将分段车间底漆完全冲光,然后再对分段进行涂装。
5.5 总装阶段
(1) 确定总装阶段跟踪补涂原则。
除大接缝处的油漆破损由公司涂装部门负责外,其他跟踪补涂区域均由总装部门负责。在总装阶段,考虑到施工人员的安全,密闭空间内不做跟踪补涂。搭载至交船阶段中,只实施一次跟踪补涂,如超过跟踪补涂油漆的保养期限,将不再进行跟踪补涂,对于超过保养期限而生锈的部位,待后续统一处理。
(2) 明确总装阶段跟踪补涂的实施部位。在总组搭载过程中,待所有冷处理和热处理(包括自由边打磨、开孔、焊接、舾装、火工等)可能造成油漆或其他涂层破损的工序完成后,应及时逐个对油漆破损区域进行表面处理、及时修补。对于大接缝处的破损则只对外板进行跟踪补涂,内部破损部位待后续统一处理(见图7)。
(3) 编制总装阶段无锈化工艺作业指导书,并对总装部门进行培训。
通过模拟阶段工艺的实施,根据实施过程中取得的经验,我们编制完成了《总装阶段无锈化工艺作业指导书》,并以此来指导现场的具体施工。
6 取得成果及未来打算
6.1 实施取得的成效

图7 总装阶段的跟踪补涂
(1) 在钢板预处理阶段,钢板反面车间底漆破损的情况得到了改善,基本上消除了之前450~600 cm一档的齿轮痕迹,避免了钢板短期内生锈。此外,在预处理阶段增设了三道检验环节来检查钢板反面质量,有效保证了钢板预处理阶段的质量。
(2) 在钢板加工阶段,加强等离子切割机的相关管理并制定了措施。通过采取合理摆放钢板、加强日常切割平台的维护等措施,减少了钢板出现反面烟熏的情况。另外,分段焊接完成之后,需要在保证焊接质量的前提下对焊缝实施跟踪补涂,分段焊接质量与未实施生产无锈化工艺之前相比也有了较大提高。
(3) 通过实施生产无锈化工艺,避免了钢板深度锈蚀,提高了船舶建造质量。
(4) 编制完成《跟踪补涂工艺要求》企业标准,为以后实施生产无锈化工艺提供了技术支撑。通过编制完成《分段制造过程无锈化业指导书》和《总组搭载无锈化作业指导书》,使现场生产有了具体的指导文件。
(5) 制订生产无锈化工艺实施管理办法,规范现场工人的施工习惯,通过采取一系列的检查、奖惩措施,使生产无锈化工艺得到顺利实施。
(6) 生产无锈化工艺的实施,进一步扩大了工种复合的范围,使工种复合贯穿造船始终,提升了公司管理水平,同时提高了公司的综合竞争力。
6.2 实施生产无锈化工艺的未来计划
生产无锈化工艺的实施虽然取得了一定的成效,但仍存在一些难题有待进一步研究解决。我们将继续以生产过程无锈化工艺的实施为契机,在今后的工作中做好以下攻关。
(1) 继续研究消除钢板反面烟熏的解决方案。
[][]
尽管采取了一系列管理措施,使钢板反面烟熏情况有所改观,但还未达到预期目标,在钢板布置不紧密时仍有较多的烟熏产生。我们将就该问题继续与设备厂家一起研究解决方案。
(2) 研究缩短分段制造周期的可行性。通过与国外船厂交流我们获悉,国外船厂分段的建造周期最长仅为2个月,较短的建造周期为后续实施无锈化工艺提供了便利条件。中国船厂的分段建造周期普遍较长,个别分段建造周期长达4个月,给后续实施扫砂工作带来了压力,影响了无锈化工艺的实施。
(3) 研究二次处理阶段分段车间底漆完好部位的扫砂工艺。由于目前分段底漆破损部位较多,我们进行的三次扫砂试验均未能取得良好效果,扫砂工艺未能达到船东的要求,以致该工艺目前无法实施。今后我们将继续研究二次处理阶段分段扫砂工艺,以实现缩短二次处理周期以及节能减排的目标。
Investigation and Implementation for Rustless Technique in LNG Carrier
QIE Jin-bo1, ZHU Zhen-juan2, DONG Shuai2
(1.School of Naval Architecture, Ocean & Civil Engineering, Shanghai Jiaotong University, Shanghai 200030, China; 2. Hudong-Zhonghua Shipbuilding (Group) Co., Ltd., Shanghai 200129, China)
The owner of EM/MOL LNG carriers required to implement rustless technique in the whole construction process. Upon the request, the shipyard plotted a simulation test on HW08PS blocks of 76 000 dwt bulk carrier. Meanwhile, via communications with Shanghai Waigaoqiao Shipyard (SWS) and Mitsui shipyard and the owner, the rustless technique was formulated and applied to EM/MOL LNG carriers with success.
Rustless technique Touch up LNG carrier
郄金波(1981-),男,工程师。
U671
A
猜你喜欢
船舶物资与市场(2022年9期)2023-01-13 08:37:46
机械工程材料(2022年2期)2022-03-02 05:53:00
汽车维护与修理(2021年24期)2021-12-23 02:16:14
进出口经理人(2021年8期)2021-02-12 02:25:50
科学咨询(2020年37期)2020-01-06 05:09:42
农家科技下旬刊(2016年4期)2016-11-19 08:47:19
安徽建筑(2016年4期)2016-11-10 03:59:52
中国修船(2015年6期)2015-01-26 04:36:32
广东造船(2014年4期)2014-05-30 11:47:57
中国船检(2011年8期)2011-08-15 00:42:40
