
高真空焊接烟尘净化系统电气控制系统的开发
2014-08-11 14:49:27江华
造船技术 2014年3期
江 华
(中船第九设计研究院工程有限公司, 上海 200063)
高真空焊接烟尘净化系统电气控制系统的开发
江 华
(中船第九设计研究院工程有限公司, 上海 200063)
焊烟治理是造船乃至整个制造企业的难题,中船九院公司研发了高真空焊接烟尘净化系统,本文主要针对该系统的电气控制部分进行控制原理的详细阐述。
焊接烟尘 输入检测PLC变频
1 引言
1.1 船厂焊接烟尘污染现状
焊接作为机械加工不可缺少的技术手段,是现代船舶制造的关键工艺技术。随着我国造船业的发展,船体装焊工场日趋大型化,车间建筑尺寸也从单跨、数千平方米发展到了多跨、数万平方米,各种焊接工位数量不断增多,焊接烟尘污染造成室内作业环境恶劣的问题越来越引起船厂的重视,同时焊接烟尘引起的以“尘肺”为代表的职业疾病也已经成为劳动卫生安全工作的突出问题。
国家对新建项目规定必须对焊接污染源进行治理,《工作场所有害因素职业接触限值》(GBZ2-2002)中的电焊烟尘的容许浓度为4 mg/m3。
1.2 目前船厂常规焊烟治理措施与治理难点
焊接烟尘治理方法一般采用通风换气措施,以降低空气中烟尘以及有害气体浓度。通风措施可分为全面通风和局部通风两类。
在全面通风技术方面,目前船厂装焊车间仅通过安装屋顶通风器以及增加建筑进风面积的方式来引导车间内气流流动,从而稀释焊接烟尘。该方法受自然气候条件影响大,稳定性、可控性差。局部焊烟净化是在焊烟产生初期,尚未完全扩散至室内时,在第一时刻进行捕捉,是对污染物治理效率最高、最有成效的方法之一,其运行功率较低,可起到事半功倍的效果。可以真正起到减少污染,清洁生产的作用。然而由于装焊车间厂房建筑尺寸较大,焊接范围广、焊接位置随时随地移动,单纯采用局部通风净化法会给操作带来不便,从而无法在实际操作中广泛使用。因此采用全面通风净化与局部通风净化相结合,是全面、经济、合理地治理焊接厂房内焊烟的有效方法。
船厂装焊车间焊烟治理存在如下难点。
(1) 船厂装焊车间规模巨大,且大部分处于车间建筑结构上为半开放形式,全面通风在此类车间应用无可行性。
(2) 船厂装焊车间纵深大,跨度多,外部自然风处于非连续状态,车间内部自然通风效果难以保证。
(3) 北方寒冷地区船厂装焊车间冬季处于封闭状态,考虑焊接工艺及采暖要求,不能采用自然补风的方式,即使采用机械通风的方式,仍存在着补风温度、补风方式和补风量的矛盾,这不仅仅涉及到技术方面的问题,而且涉及到经济性方面的问题。
(4) 船厂装焊车间工艺设备布置密集,焊接工位多,焊接工位不固定,工件较大,加之受场地、工件转移、行车运行等条件限制,各类常规局部除尘技术不可行。
(5) 船厂装焊车间工件大,焊缝长,现有的移动式焊烟净化设备需焊工操作跟随焊缝移动,增加了工人劳动强度,降低了工作效率。
(6) 部分焊枪吸尘装置及个体防护产品由于增加了焊工负重或需改变焊接操作习惯,无法普及应用。
由于上述难点的存在,目前南北船厂的焊烟问题均未得到解决,焊烟污染治理已成为工业通风领域的难题。
2 高真空焊接烟尘治理技术介绍
高真空焊接烟尘治理技术是目前国际上焊烟局部治理最先进的技术。中船第九设计研究院工程有限公司通过对国内外船厂焊接烟尘治理技术的调研,针对船厂装焊车间焊接的各项特点,自主研究开发了高真空焊接烟尘治理技术。
该技术可应用于装焊车间半自动焊、自动焊和机器人焊接等工位。在不影响焊机运行、不影响焊工操作、不影响焊接质量的前提下,对焊接烟尘进行源头控制,捕集率达到99%,从根本上解决了焊接烟尘污染问题,大大降低了焊工尘肺发病率,创造了洁净、高效、安全的工作环境,从而达到节能减排的目标。
高真空焊接烟尘治理技术是局部焊烟净化技术中的新技术,该法利用高压风机产生的巨大负压,在焊烟产生初期,尚未完全扩散至室内时,第一时刻进行捕捉,捕捉的焊烟经过袋式除尘器过滤净化后室内排放。
高真空焊接烟尘净化系统的核心是高真空焊接烟尘除尘器,同时包括了高真空吸口、高真空软管、除尘风管,具有集成气量调节、压力调节、自动反吹、自动开机、自动变频等功能的自动控制系统,如图1所示。
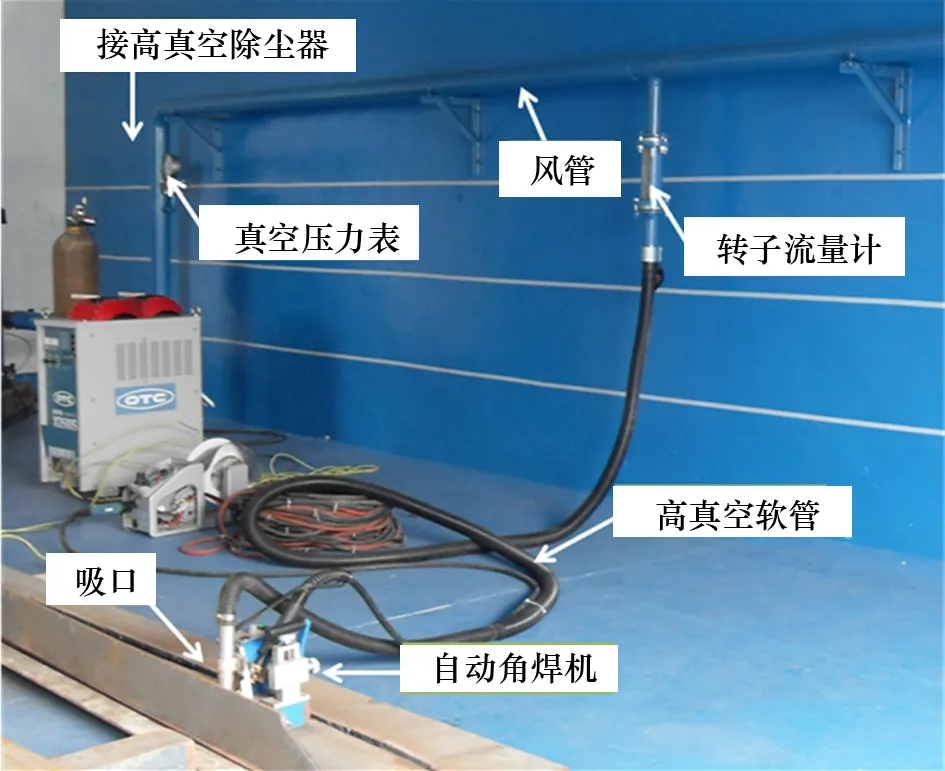
图1 高真空焊烟净化系统中试结构图
2.1 高真空焊接烟尘治理技术特点
(1) 高真空管道系统占地面积小,不增加额外土建费用,投资小,能耗低,特别适合于车间改造工程。
(2) 系统使用高压风机,以小风量高负压对焊烟进行捕捉,运行功率低,可以节省风量和能源。
(3) 采用高真空除尘软管,管壁为软质PVC纤维强化,螺旋弹性钢丝包覆,耐磨抗碾压,适合船厂车间生产环境。耐高温,可排静电,管径小,质量轻,可与焊机供电送丝管线捆绑,不增加焊工操作负荷。
(4) 系统的高真空吸口以最佳方式与焊机固定,直接捕捉焊枪附近产生的焊烟,捕捉效率达到99%,保证了室内空气不受焊接烟尘污染。
(5) 焊烟捕捉端与焊接系统通过合理设计融为一体,捕捉系统可随焊机自动移动,不影响焊接操作,不阻挡焊工视线,不增加焊工操作负荷,不妨碍工件转移。
(6) 系统过滤单元采用袋式过滤器,对焊烟过滤效率大于99%,滤后气体清洁,可直接室内排放,不会对车间内采暖通风产生任何压力。
(7) 每套系统可根据车间实际工位情况设置高真空吸口,工位发生转移时可方便对其进行拆装调整。
(8) 控制系统可自动关闭停止运行焊接工位所对应的高真空吸口,同时风机通过变频调整风量,减少了风量的浪费,降低了能源消耗。
(9) 高真空吸口位置经过优化设计和中试试验认证,将不会引起二氧化碳保护焊时保护气体的额外损耗,严格保证焊接质量不受影响。
(10) 技术开发针对性强,特别适用于船厂装焊车间的半自动焊、自动焊工位。
2.2 高真空焊接烟尘治理技术的意义
高真空焊接烟尘治理技术真正实现了源头捕捉的污染控制模式,从根本上解决了船厂装焊车间焊烟治理的难题。焊接烟尘的源头控制和高效净化给船厂车间带来了清洁的工作环境,彻底改变了以往装焊车间焊烟积聚能见度低的面貌,使车间生产更加安全。最为重要的是该技术真正将焊接工人从焊烟污染中解放出来,对于焊接工人,不再受焊烟污染的危害,保障了职业健康安全,提高了工作效率。对于企业,解决了焊烟引起的尘肺等职业病及其带来的财务、健康保险支付问题。该项技术的推广应用体现了“绿色造船”的理念,达到了船厂节能减排和清洁生产的目标。
3 高真空焊接烟尘治理电气控制系统要求
高真空焊接烟尘治理根据不同焊接形式,对控制系统的要求也有所不同,例举表1已实施的项目中对控制系统不同的要求。
由于不同的车间工艺都有不同,以下以大连造船厂三区曲面分段装焊工场为例,介绍了具体的要求。表2为环保专业所提的该工程需要的设备数量和管路及并发数。
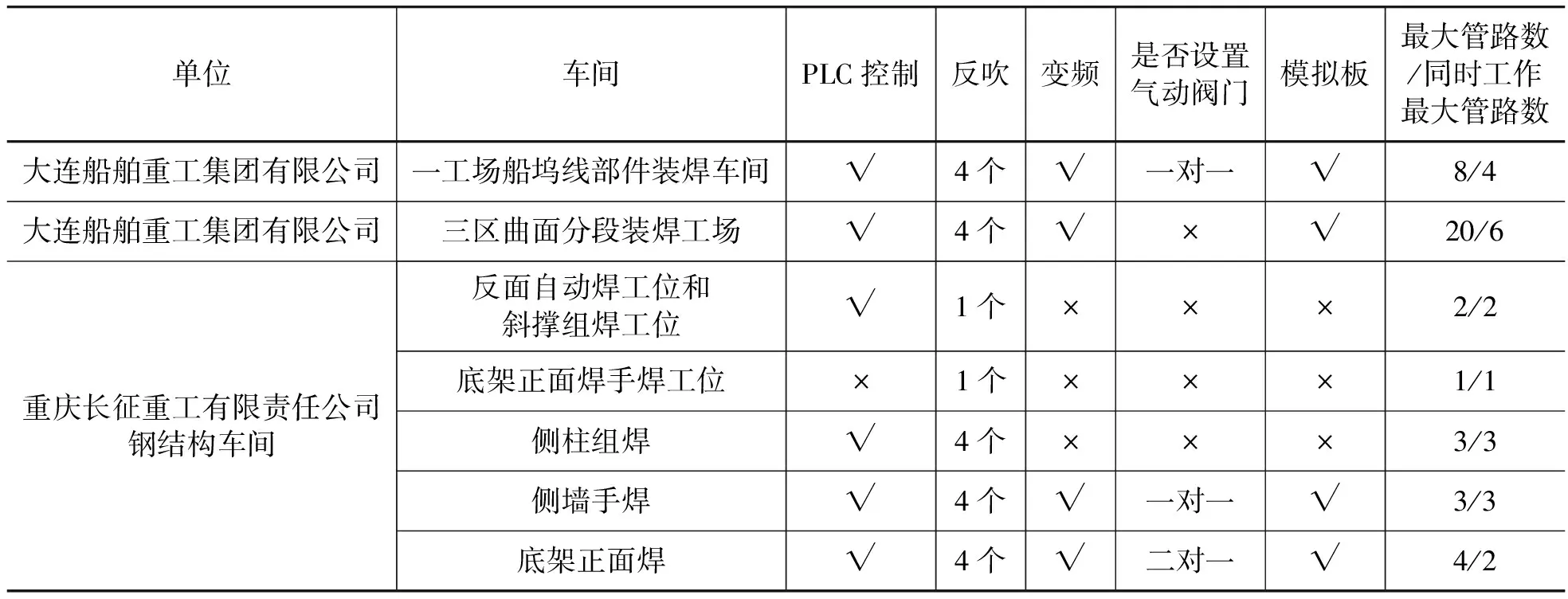
表1 各项目对控制系统不同的要求
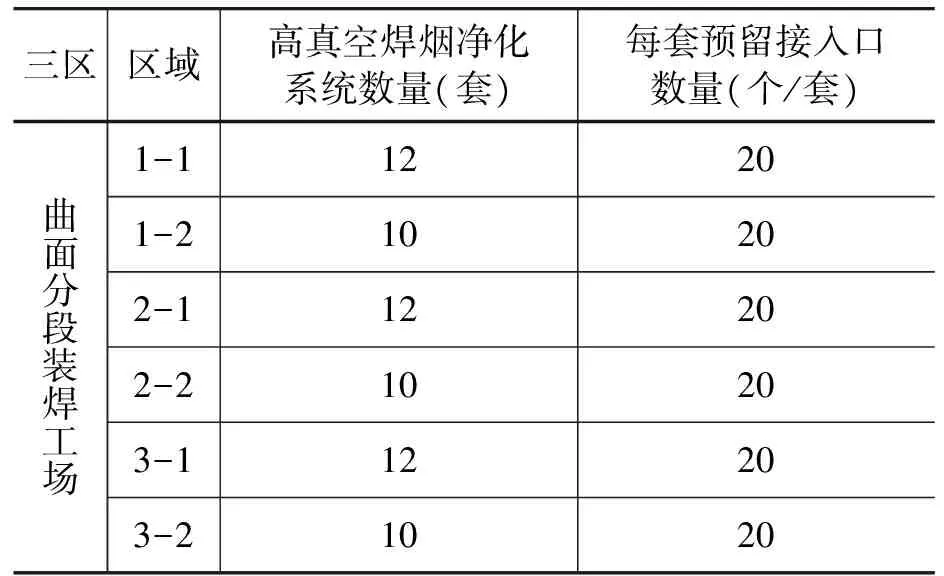
表2 三区焊机与高真空设备配置情况
根据工艺要求,对电气控制的工艺要求进行了梳理和整理,确定了如下的控制要求。
(1) 任意工况要求。
① 无论在自动或手动工况时,风机停止后,在70 s内即使有管子接入系统也不会启动风机,只有在70 s后检测才自动启动系统。避免风机未停稳就启动,损坏风机和变频器。
② 无论在自动或手动工况时,如果设备正在运行时进行模式的切换则所有设备停机。该方法可作为紧急停止使用。
③ 任何工况下,风机停止时脉冲仪反吹持续80 s,即2个循环(每个阀动作2次)。
④ 开机反吹,设备上电后立即执行反吹持续80 s,即2个循环(每个阀动作2次)。
⑤ 电机故障则故障灯亮,系统停止。
(2) 手动工况。
① 手动模式时,通过面板上的按钮启动风机和脉冲仪,此时自动系统不起作用。电机运行在高速。
② 手动模式时,按下脉冲仪启动按钮, 脉冲仪的4个阀依次进行反吹,每个阀间隔10 s,中间反吹1 s,每个循环40 s,反复运行。
(3) 自动模式。
① 当系统检测到共有1或2条线路在工作时,风机运行在低速状态,当系统检测到共有3或4条线路在工作时,风机运行在中速状态,当系统检测到共有5或6条线路在工作时,风机运行在高速状态。
② 当系统检测到大于6条线路在工作时,系统过载灯亮。
③ 风机运行时,每30 min脉冲仪进行反吹,持续80 s,2个循环(每个阀动作2次),然后过30 min继续循环。
4 系统解决方案的重点技术及具体方法
4.1 焊机输入端的检测
本设备的前端输入信号必须是焊接设备的工作信号,如果是新配焊机,可以考虑对设备商要求在焊机上配置与否工作的开关信号,但对于大多数厂家来说,都是对现有的焊机进行改造,因此,整个系统最先要解决的就是如何读取焊机信号的问题。
通过不断地研究和调研,在项目中目前采取以下两种方法检测焊接设备的工作信号:
(1) 采用过电流继电器。本次项目中采用的是过电流继电器EIH,可对动作电流和延时动作时间进行设定。
该电流控制继电器主要参数如下:
测量范围:0.1~10 A 230 V;
节省空间,精确的测量和功能优化提高电气安装的效率,可通过单元下部的拨动开关来选择:过电流或欠电流控制模式;
可选择是否激活故障记忆功能,可用同样方式设定越过门槛值;
品牌CROUZET/高诺斯;
触点形式:一开一闭;
额定电压:AC230(V);
电流性质:交流;
防护特征:封闭式;
电流:8(A)。
图2为该继电器触点动作的时序图。
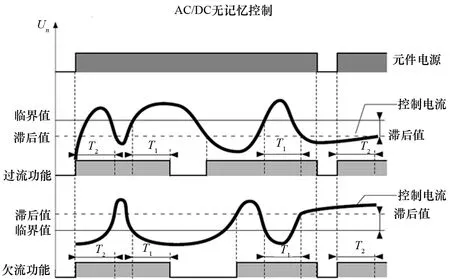
图2 电流继电器触点动作的时序图
现场由于电焊机的种类较多,电流值也都不一样,导致调试时很多无法实现,解决的主要办法是一方面调节继电器的测量范围,一方面可以更换互感器的变比,最后还可以对互感器的线圈多绕几圈,以增加电流感应的强度。
(2) 采用干簧管。干簧管是一种磁敏的特殊开关。它的两个触点由特殊材料制成,被封装在真空的玻璃管里。只要用磁铁接近它,干簧管两个节点就会吸合在一起,使电路导通。因此可以作为传感器用,用于计数、限位等。
在重庆长征重工有限责任公司钢结构车间焊烟治理工程中初步试用了干簧管,针对不同规格的电焊机采用不同大小的干簧管,基本都能采集信号,具体的使用寿命有待项目的验证。使用该方法系统的投资能大大减少。
4.2 变频电路
变频器采用的是丹佛斯变频器,型号为HLPPOO1543B 15 kW。该类变频器5 kW以上的变频器没内置的制动单元,所以11 kW的只要外接电阻,15 kW的要外接制动单元和电阻。
该变频器及外接制动单元和电阻安装图如图3所示。
该类变频器对控制的要求是风机停止供电后60 s(设定为60 s)也就是风机要完全停止转动后才能再次启动,否则容易烧坏变频器。本次风机根据工艺要求使用三段频率,当系统检测到有1或2条线路在工作时,风机运行在低速状态,当系统检测到有3或4条线路在工作时,风机运行在中速状态,当系统检测到有5或6条线路在工作时,风机运行在高速状态。
该变频器在本项目的参数设置如表3~表6所示。

图3 变频器及外接制动单元和电阻

型号输入电压功率(kW)驱动器容量(kVA)输出电流(A)适用电机(kW)HLPP001143B3Φ380V50Hz11192411HLPP001543B3Φ380V50Hz15263315
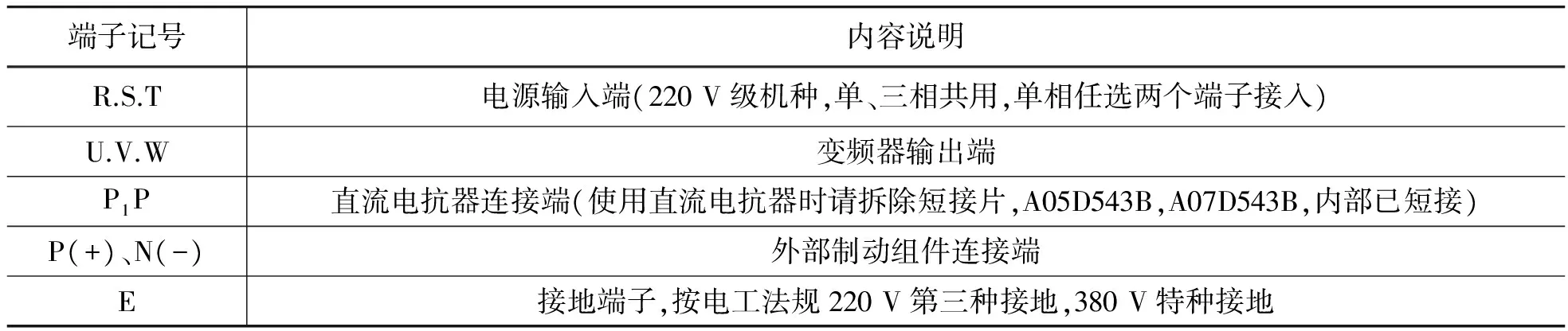
表4 主回路端子说明
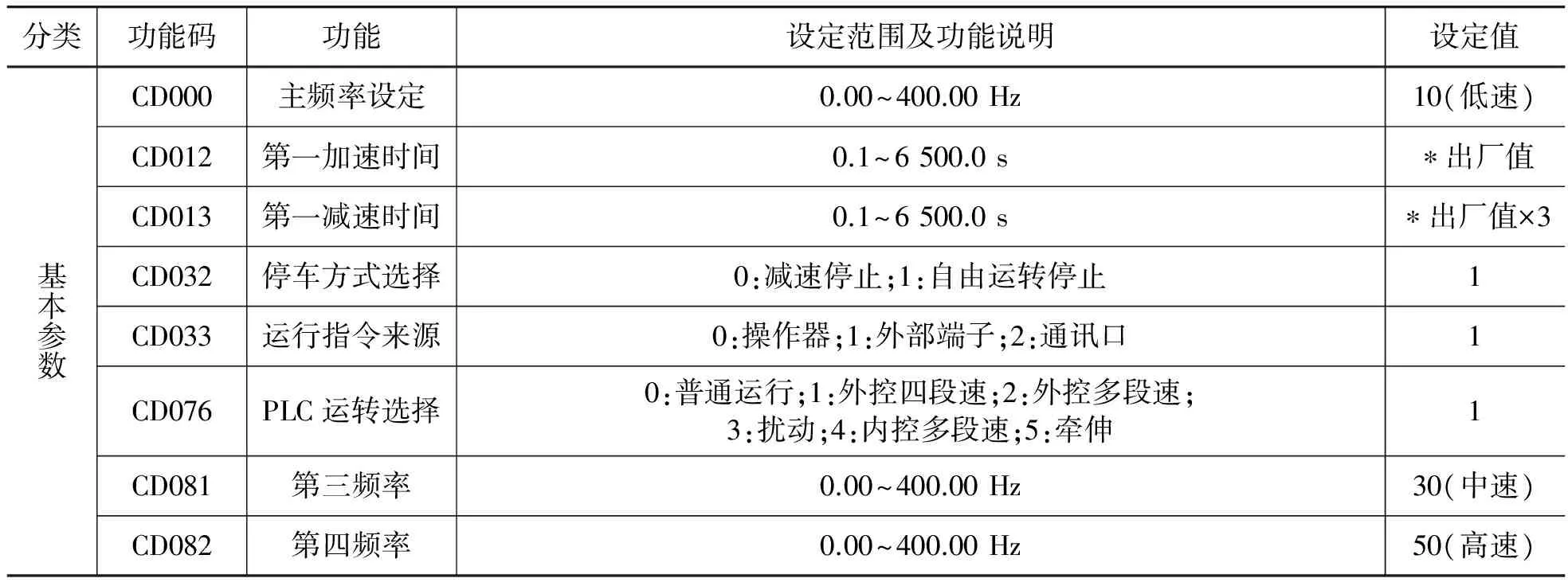
表5 功能一览表

表6 制动电阻配量
控制端子功能:FOR(低速);SPM(中速);SPH(高速)。
4.3 系统图
根据上述要求:对PLC的输入输出点进行了确定,具体如表7所示。
根据这个PLC I/O输出表及硬件线路,绘制了电气控制系统原理图和接线图等图纸。图4为该系统的电气控制系统模拟图。
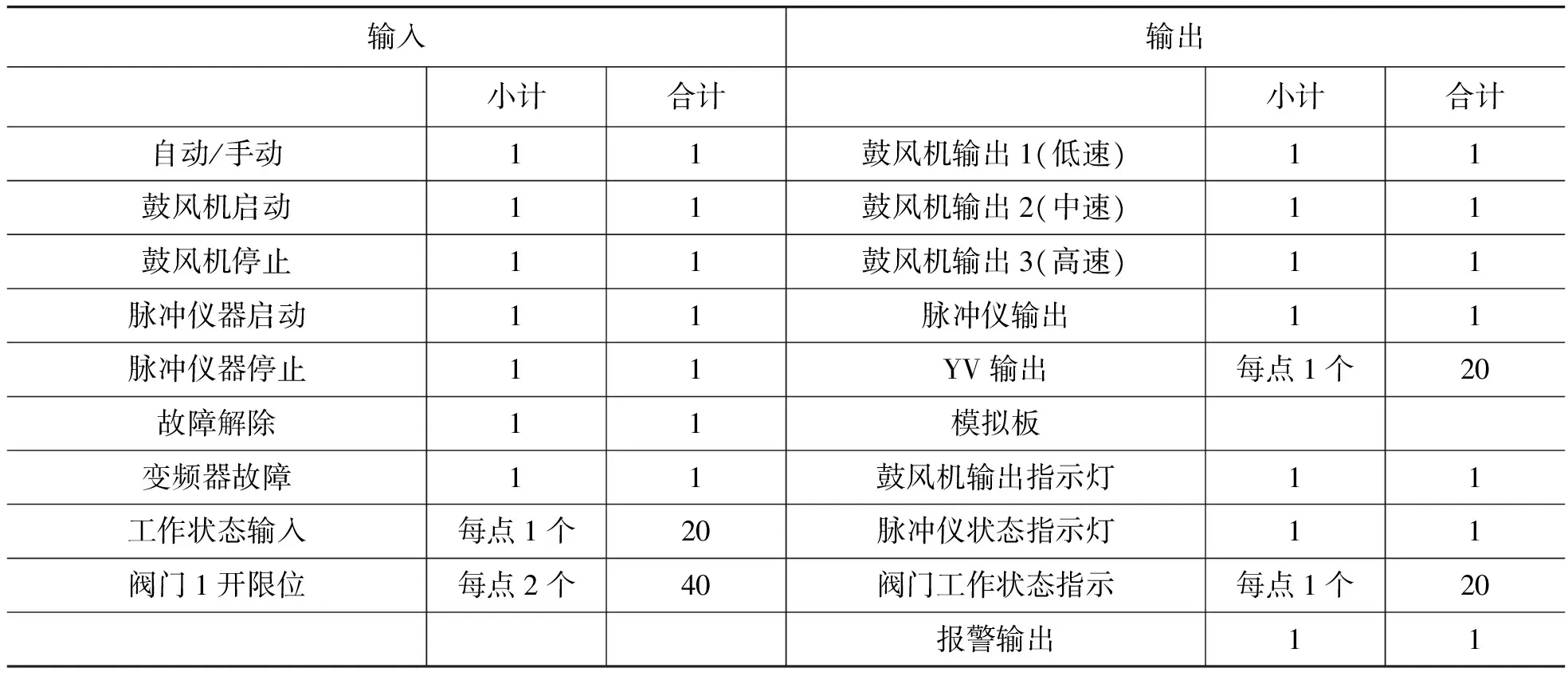
表7 PLC的输入输出点一览表
图4 模拟图 [][]
5 结论及效果
在粉尘治理技术研究中,采用局部除尘技术,对粉尘、焊烟源头治理是最有效的方法。在焊接烟尘治理方面,高真空焊烟净化技术为局部除尘技术中最先进技术之一。利用高负压在焊烟产生初期,尚未完全扩散时,对焊烟进行捕捉,是对污染物治理效率最高、最有成效的方法。该技术通过多次反复试验、理论研究,并研发了高真空焊接烟尘净化装置,得到了工程实践的验证。在大连船舶重工集团有限公司工场部件装焊工场焊烟治理工程实践中证明,处理装置焊烟治理效果显著,项目中的高真空焊烟净化系统主机对焊烟净化效率为98.2%,吸口对焊烟捕捉效率达到93.6%,使用高真空焊烟净化系统和置换通风系统后,工作场所空气中粉尘平均浓度相比较未使用时,明显降低。同时该技术也适用于船厂装焊车间手工焊、半自动CO2保护焊、焊接流水线、平面分段流水线等工位,对减少车间焊烟污染,保障焊工职业健康安全起到积极的推进作用,具有良好的环境效益、经济效益和社会效益。
The Development of Electric Control System for High Vacuum Welding Fume Purifying System
JIANG Hua
(China Shipbuilding NDRI Engineering Co.,Ltd., Shanghai 200063, China)
Treatment of welding smoke and dust is the difficult problem of shipbuilding and the whole manufacturing enterprises. The high vacuum treatment system of welding smoke and dust is researched and developed by China Shipbuilding NDRI Engineering Co.,Ltd in recent years. In this paper, we elaborate control principle of the electrical control part of the system.
Welding smoke and dust The input test PLC Frequency conversion
江 华(1975-),男,高级工程师。
TP
A
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:59:38
鸭绿江(2021年17期)2021-10-13 07:05:48
机电安全(2021年11期)2021-08-27 02:18:28
船舶标准化工程师(2020年1期)2020-06-12 09:16:36
人大建设(2019年7期)2019-11-18 05:39:46
焊接(2016年1期)2016-02-27 12:59:40
工业炉(2016年1期)2016-02-27 12:34:08
中国修船(2015年3期)2015-11-25 01:20:24
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53
