
数控蜗杆磨床砂轮主轴刚度和强度分析*
2014-05-07 08:34邓顺贤张国海
精密制造与自动化 2014年2期
邓顺贤 王 晨 张国海
(1.陕西汉江机床有限公司 陕西 汉中 723003;2.陕西理工学院 机械工程学院 陕西 汉中 723003)
SK7720B数控蜗杆磨床主要用于磨削分度蜗杆和动力传动蜗杆,也可以用于磨削梯形丝杠,是一种应用广泛的高精度磨床,同时也是螺纹磨床系列中的一种主流产品[1]。砂轮架是该精密磨床的核心部件,砂轮主轴则是砂轮架中的主要零件,其刚度和强度是保证该磨床能否正常工作和保证加工精度的重要因素。因此,进行砂轮主轴刚度和强度分析对进一步提高该磨床的工作性能有着十分重要的意义。
采用传统方法计算该磨床砂轮主轴的刚度和强度时,通常先将主轴结构简化成光轴,然后利用材料力学中的有关公式进行校核,用这种方法求得的结果存在着较大的误差,不能反映实际情况。在此选用计算机辅助工程分析软件Solidworks对该磨床砂轮主轴的刚度和强度进行分析。
1 砂轮主轴模型的建立
参照工程施工图纸的尺寸要求,应用Solidworks软件建立了砂轮主轴的实体模型[2]。先绘出主轴中心线,然后绘出砂轮主轴轮廓的一半,采用旋转命令生成主轴的三维模型。图1所示为建立的砂轮主轴实体模型。

图1 砂轮主轴的主要结构
建模时,为了提高计算效率和便于有限元分析,对模型进行了适当的简化处理。忽略了砂轮主轴上的螺纹、退刀槽、倒角等局部特征,并忽略了尺寸很小的轴肩和螺纹孔,经过反复的验证,发现这种处理对计算结果精度的影响很小。
2 磨削力的计算
图2所示为在成型磨削过程中的磨削力的示意图。在成型磨削加工中,磨削力可分解为切向磨削力Ft、法向磨削力Fn和纵向进给方向分力Fa3个分量。工程实践表明,法向磨削力Fn通常为切向磨削力Ft的2倍,即Fn=2Ft。在一般的磨削加工中,由于砂轮中的磨粒具有随机分布的正负倾角,这样就使得绝大部分的力互相抵消,故Fa的值与Fn和Ft不在同一数量级,因此在静力学分析时,只考虑Fn和Ft就可满足工程要求。
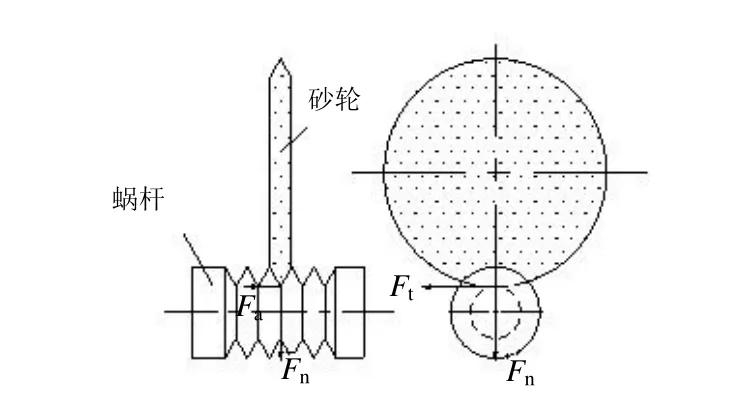
图2 成型磨削过程中的磨削力
采用成型法磨削蜗杆时,由于法向磨削力会直接影响磨削精度,故在分析砂轮主轴刚度和强度时只计入Fn的影响,而忽略了其他分力。经工程简化处理后,Fn按式(1)进行计算。

式(1)中:k1为成型磨削安全系数,一般取 1.5;k2为去除材料时的影响因子,通常为0.8;A为去除材料面积,本磨床按砂轮宽度为20mm、半径方向最大磨削余量1.5mm来确定;σb为加工材料抗拉强度,蜗杆材料取45钢,淬火处理时,σb=640MPa。
3 砂轮主轴刚度强度分析
3.1 分析模型
Soliworks作为新一代CAD/CAE/CAM一体化软件是基于特征参数化的实体造型系统,具有功能强大的零件设计功能,已经在机械、模具、汽车和航天等领域中得到了广泛的应用。其将 Solidworks Simulation软件作为相对独立的系统整合在Solidworks中,提供了如静力学、频率、约束和热量等分析功能,而且其分析模型和结果与Solidworks共享一个数据库资源,有效地实现了三维设计软件与分析软件之间的数据共享和自动转换。在生成的集合模型上直接定义载荷、约束边界条件、生成几何特征并分析计算模型,自动更新三维设计与分析计算的原始参量、计算过程和结果数据库,同时可将分析计算结果直接显示在Solidworks设计模型上,避免了其他三维设计建模软件与分析计算软件之间的双项转换操作和数据转换缺陷。因此,此次分析决定选用Solidworks Simulation分析软件对砂轮主轴进行刚度和强度的分析。
砂轮主轴采用一端固定、一端游动的支承方式,其中靠近砂轮端为固定端(前端),配置一组(3个)角接触球轴承;远离砂轮端为游动端(后端),配置一对双列圆柱滚子轴承。砂轮主轴在工作时,靠游动端的轴承内外轴向微量窜动来补偿主轴的热胀冷缩效应。图3所示为在Solidworks Simulation环境下添加约束和力后的主轴结构图,其中Fn作用在垂直于砂轮主轴轴线的成型砂轮对称面内。
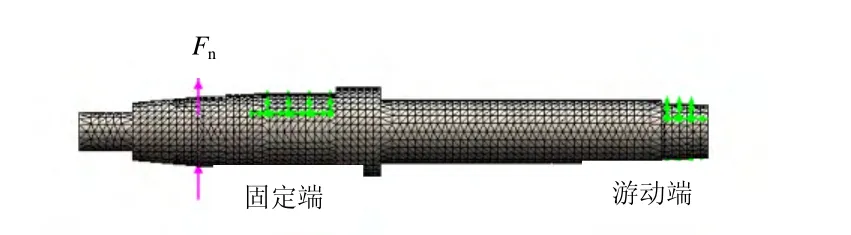
图3 加力和约束之后的主轴结构图
使用Solidworks Simulation管理器可以进行网格划分,网格密度选为良好,采用高级品质(即二阶实体四面体单元)进行网格划分。在分析时,砂轮主轴的划分单元总数为29680个。
3.2 分析结果
砂轮主轴的材料合金结构钢(38CrMoAlA),其弹性模量E=2.06×105MPa,泊松比μ=0.3,密度g=7.85 g/cm3,输入有关参数和计算结果之后,可以得到砂轮主轴的位移图(如图4所示)和应力图(如图5所示)。

图4 主轴模型位移图
从图4中可以看出,在力的作用下,主轴受载后产生变形,主轴前端的位移较大,最大值为0.0187362mm。主轴的后端基本不变形,位移量为0(位移许用值常取0.025~0.02mm),故刚度满足要求。
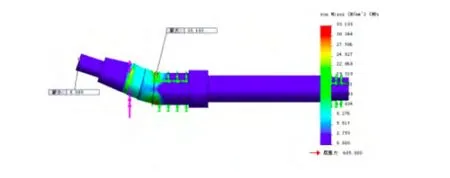
图5 主轴模型应力图
从图5中可以看出,前端的应力较大,最大值为σ=33.1027MPa。后端几乎不受力,应力近于0(许用应力[σ]=75MPa),故强度足够且比较充足。
4 结语
采用工程分析软件可以较精确地给出砂轮主轴的刚度和强度,对提高磨床的工作性能十分的有利。结果表明,所设计的砂轮主轴的刚度和强度已经满足性能要求且强度比较充足。分析结果可为砂轮架结构的改进设计和优化提供参考。
[1]刘红英.蜗杆磨床及其数控修整器的设计制造[J].精密制造与自动化,2012(4):24-27.
[2]郭课,安林超,季晔.基于 SolidWorks的矿井提升机主轴强度刚度分析[J].河南机电高等专科学校学报,2010(4):10-13.
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
陕西理工大学学报(自然科学版)(2020年6期)2021-01-15
设备管理与维修(2020年20期)2020-11-17
失效分析与预防(2020年1期)2020-06-17
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年3期)2019-02-27
组合机床与自动化加工技术(2018年3期)2018-04-03
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
邵阳学院学报(自然科学版)(2015年2期)2015-06-05
