
挠性印制板设备技术
——超低张力控制的卷取技术
2014-04-25 07:41郑海鹏亚智系统科技苏州有限公司江苏苏州215513
印制电路信息 2014年5期
郑海鹏(亚智系统科技(苏州)有限公司,江苏 苏州 215513)
挠性印制板设备技术
——超低张力控制的卷取技术
郑海鹏
(亚智系统科技(苏州)有限公司,江苏 苏州 215513)

针对水平除胶渣化学铜、闪镀铜制程的卷取技术,开发出高精度对位、低张力控制等关键技术。形成收放卷系统,张力控制闭环系统、缓存系统、寻边系统等五大应用模块。Manz亚智系统科技的卷取技术张力控制系统为自主开发,结合机械与电子式的张力机构设计,能多任务处理并达到实时张力控制。这一系列模块开发和穿插使用可覆盖绝大部份的应用,并有效保证卷取生产中的产品质量。
挠性印制电路板;卷对卷;水平电镀设备;低张力控制
1 前言
挠性印制电路板(FPC)或称软板,因具备轻薄及可挠曲等特性,所以被广泛应用在智能型手机 、超薄计算机、平板电脑与电子书等。由于软性电子对于组件,轻、薄、短、小的需求,因此许多用以制造电子组件的材料,如制作于FPC的PI膜;Touch Panel 的PET/COP 薄膜等,厚度均有往薄型化方向发展的趋势。目前许多制作软板基材的公司分别提出小于12.5 μm(1 mil/2 mil)基材的软板材料与设计,如已推出10 μm的PI薄型基材,搭配厚度9 μm ~ 12 μm的薄铜箔,可将软板厚度由现今主流的PI = 12.5 μm及17.1 μm(1 oz/2 oz)铜箔做有效的降低。
由于基板厚度逐渐变薄,在制造过程中的生产模式逐渐由传统的成片式(Sheet by Sheet)生产,转向成卷式(Roll to Roll)生产。其原因不外乎Roll to Roll(R2R)的生产模式较适合超薄基板的制程传输,同时能提供较佳的生产良率与较大的产能。而由于基板的薄型化,材料对于过高应力所产生的微变形,往往会影响黄光制程中的对位精准度,进而影响电路线宽与线距的分辨率。因此在高精度对位技术与高密度的线宽与线距的要求下,R2R生产设备则必须在低张力与对位技术上特别着重。 MANZ针对水平除胶渣化学铜及闪镀铜制程,开发自有的机构设计、控制系统与制程设备整合系统,能提供优于业界的低张力卷对卷生产,解决方案及规划区别如表1所示。

表1
2 R2R传输之动态行为控制
R2R输送技术主要在于软板传输之动态行为,需要良好的控制,以求制程技术与能力的最大发挥。动态行为是指“材料”(以下称web)在输送过程所产生的"纵向行为"及"横向行为,纵向行为:web于传送过程的“张力”与“速度”,横向行为:web于传送过程的“偏移”,“张力与速度”变因亦跟随着使用不同的材料及制程而有不同的条件需求。主要变因及所造成的影响如表2所示。
因此,为达成软型基板传送之稳定性,精准的卷放料、张力控制与对边控制是绝不可少的必要条件。为达成低张力控制(一般指1 N ~ 6 N),特殊的机构设计、控制系统与在线及时回馈控制等是必需的,如图1所示。

图1
3 张力机构设计
目前张力机构控制设计主要分为机械式与电子式两种:
3.1 机械设计式(Rolling Dancer)
Dancer为一般最常使用的张力组件,其特点为便宜与提供张力缓冲空间,避免张力冲击,产生web拉扯变形。如图2其利用一组重力悬臂,控制web张力,并在重力臂周围安装多组极限开关(Limit Switch),利用这多组传感器(sensor)来控制马达的运转:启动、停止、加速、减速等。

图2
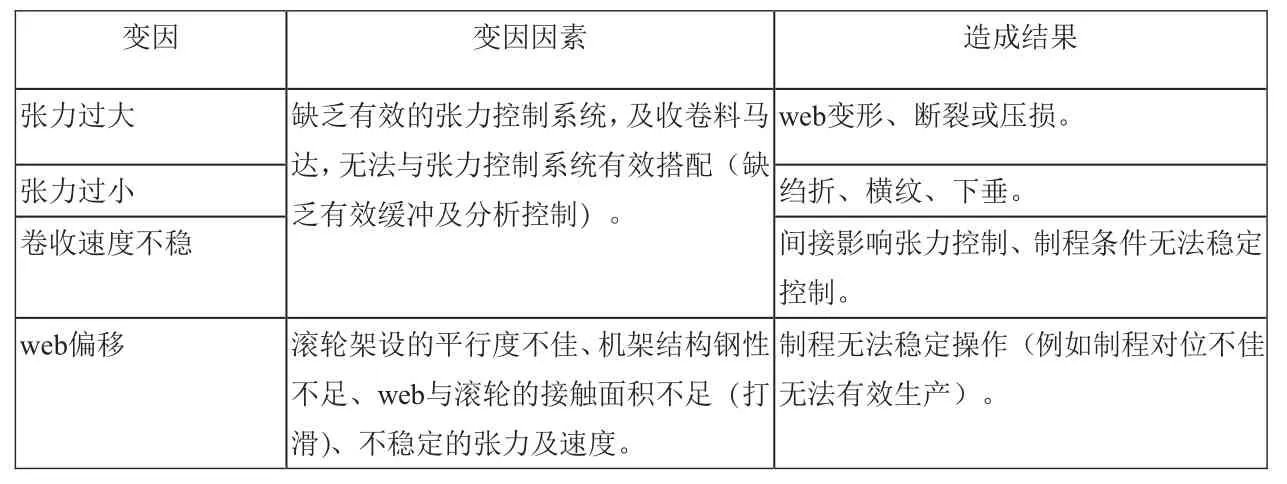
表2
当web速度过快或过慢时,此悬臂就会产生△X,此时由sensor来回馈变化量给控制系统,进一步控制马达速度gain值增减来让sensor回到原点。这种系统是利用一组汽缸来控制web拉取张力。这系统特别适合用于“易碎、低张力”的web材料使用,因为机构本身的“Dancer”(缓冲)机构可以吸收瞬间的张力变化,且张力可以靠汽缸本体的气压调节作控制。而这个Dancer系统包含了一组“Potentiometer”,可利用该机构侦测出目前缓冲机构的状态,通知其搭配的“卷取料马达”,要以何种速度作“卷取料”控制,使该系统表持在“置中”位置(完美状态下)。其优点有价格低、可依收瞬间张力、张力可调整控制(汽缸);缺点为较占空间、无法显示实时张力状况、张力无法任意调整,完全取决于"重力臂 的重量"。适用于"生产速度较慢"的系统,也因为马达的启动、停止、加减速全依据sensor的状态,加以控制所以会较明显的“间断-启动”现象。
3.2 电子式(Load Cell)
电子式的控制多以荷重元-Load Cell为主,系利用一组“Load Cell+滚轮”形成一套“Sensor Roller”,如图3所示。

图3
这种控制方式,可以精确的量测到实际力量,张力是可以任意调整及控制的。这种张力控制系统,亦需要一套可以精确控制的“卷放料驱动马达”来互相搭配,才能得到预期的效果。其优点:张力可任意调整误差极小、安装空间小、可显示实时张力。缺点:价格较为昂贵、无缓冲空间、张力冲击较大。
Manz公司结合机械与电子式的张力机构设计,可以利用Load Cell感测张力后回馈于张力轮进行张力控制的行为。因此能有效运用于在低张力控制系统中,并且可以直接侦测并回馈速度张力等参数到控制系统,于制程控制中非常有弹性,众多参数可以调整,以达最佳化。
4 张力控制系统
张力控制系统用于读取张力讯号,而藉以控制驱动马达或张力轮等,以达到张力控制的目的。下图4为典型的张力控制系统,一般常见的控制系统为”Close Loop”或是”Feed Back System”换言之,在Close Loop中,侦测到的值会回馈到演算器或是比例控制单元中,去对设定值与侦测值做比较后,传送差值修改的动作条件给控制单元(驱动)。

图4
张力控制系统可作为独立的控制反馈系统存在,张力值转换为模拟量信号会在其内部发生、接收。其整体与机台本身的PLC控制系统也有一定的联系,从而控制整个系统的正常运行。MANZ具备丰富的整合经验,能有效且快速的反应在线张力的变化,以达到实时控制的目的。张力实时控制在于低张力控制是非常关键的,特别是像超薄基板于厚度减薄的蚀刻、去膜、除胶渣化学铜、闪镀铜等制程上,基板的厚度随着制程而有所的变化,且对于孔变形量也有严格的公差要求,因此在卷对卷设备中所提供的张力必须配合着变化,而这变化是很细微的,也唯有在低张力与实时控制的系统中,才能达到有效的制程稳定性。
图5为MANZ控制系统实测在低张力控制时的实时反应状况,当扰动发生后,能于小于1 ms之下达到回馈控制的效果。

图5
5 整线分布式张力控制设计
由MANZ公司专利设计的针对整线的张力系统,能有效的回馈制程中张力的变化,进而达到张力控制的目的。以R2R湿式制程设备机台而言,由于内建分布式控制系统,能有效的达到张力分段与控制的效果。 图6为MANZ R2R湿式制程设备机台的一个典型范例。

图6
由MANZ公司专利设计的分布式张力系统特点:提供Wet段薄膜传输Master speed;降低滚轮造成之刮伤及打滑可能;张力回馈与特定槽之闭回控制;极低张力时需增加安装密度;提供长距薄膜输送之MD/TD动力改善;MD:张力缓冲段 and 闭回控制;TD:中心线偏移调整机制;侦测薄膜Spool(卷板)并提供Buffer zone,以避免槽间药液交叉污染。
该控制系统能于多任务系统下进行卷对卷的制程控制,同时能由主制程端作为R2R的张力控制主角,同时用以反馈控制卷进与卷出端的张力与速度,以达到制程最佳化的目的。 而卷对卷设备不只是担任传输的角色,同时肩负着制程稳定性的重责大任。
6 小结
由于卷入出设备、主制程设备以及控制系统与逻辑均为MANZ公司自行开发与拥有,能高度整合各项生产制程设备,同时能依客户的需求量身定做适合客户所需的生产设备。相信MANZ的R2R相关制程设备能为客户创造高度的价值与竞争力。
The important technological on FPCB equipmentrolling technique with low tension control
ZHENG Hai-peng
Manz has developed high-precision paraposition, low-tension control and other key techniques with regard to the rolling technique for horizontal DSM & PTH/flash plating processes. Five application modules, saying, rolling and unrolling system, tension control closed-loop system, caching system, edge searching system, etc. are formed. The development and cross utilization of this series of modules can cover most applications and effectively ensure the product quality in the rolling production. During the said rolling production, Manz accumulates much of experience and makes an active contribution to the promotion of above modules in other areas.
FPCB; Roll-to-Roll; Plating Machine; Low Tension Control
TN41
A
1009-0096(2014)05-0024-04
猜你喜欢
发光学报(2022年7期)2022-08-05
煤气与热力(2022年2期)2022-03-09
甘肃教育(2020年20期)2020-04-13
中国电子报(2019年54期)2019-10-24
科学导报(2019年55期)2019-09-28
电子制作(2018年2期)2018-04-18
制造技术与机床(2017年2期)2017-05-04
山东工业技术(2016年15期)2016-12-01
中国塑料(2016年7期)2016-04-16
中国洗涤用品工业(2014年9期)2014-12-01
